一种导轨形零件翻边成形模具
2021-10-13黄顶社
郑 薇,黄顶社
(安徽江淮汽车集团股份有限公司 技术中心,安徽 合肥 230601)
0 引言
随着汽车制造业的高速发展,汽车的造型样式也越来越新颖。在车身零件中有一种导轨形零件,按照传统冲压工艺加工过程中存在加工负角。需要先完成凹槽部分的卷圆工序后进行最后的翻边成型,模具的制造成本及生产成本较高,且在多工序才能加工,零件的精度不易保证。本文提出一种一序翻边模具结构,能够一次性完成此种形式零件从平板料片到导轨形零件的成型,结构简单,同时也能保证零件的加工精度。
1 产品简介及工艺分析
1.1 产品简介
图1为某款车型的导轨形零件三维图,材料为DC03,料厚1.00 mm,零件长宽厚为47.00 mm×17.74 mm×1.00 mm。

图1 导轨形零件轴侧图
1.2 工艺分析
从图2可知,产品件的两侧存在避角,如通过普通模具来成型需要利用两套工装,通过两次翻边成型来实现,且产品件的精度无法保证。经过分析我们可以通过本文描述的工艺来实现一次翻边成型。
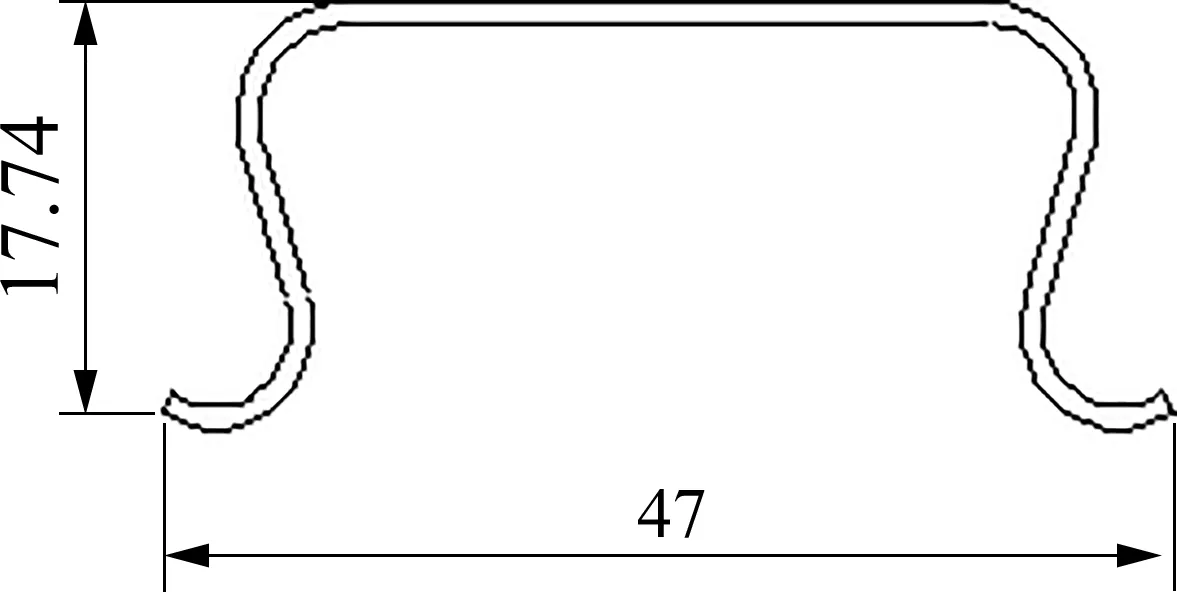
图2 导轨形零件正视图(单位: mm)
2 结构设计
通过设计一种弧形刀块的结构,使弧形刀块通过旋转的运动方式在向下运动的过程中将平板料一次成型。
2.1 模具结构形式
上模板固定安装于上模,随上模一起运动,用于提供弧形刀块、轴固定板、压料弹簧的固定座,如图3和图4所示。下模镶块固定安装于下模板上,其中间形状部分用于提供零件成型的内部型腔,两侧斜面用于提供弧形刀块的导滑面,顶部台阶部分用于提供板料成型前的定位;下模板固定安装于下模,用于提供下模镶块的固定座;弧形刀块通过旋转轴安装于上模板中,且可绕旋转轴自由旋转,工作过程中其通过下模镶块的斜面作斜向滑动,通过内凹侧壁进行限位,工作完成后通过复位弹簧的弹性力进行复位。
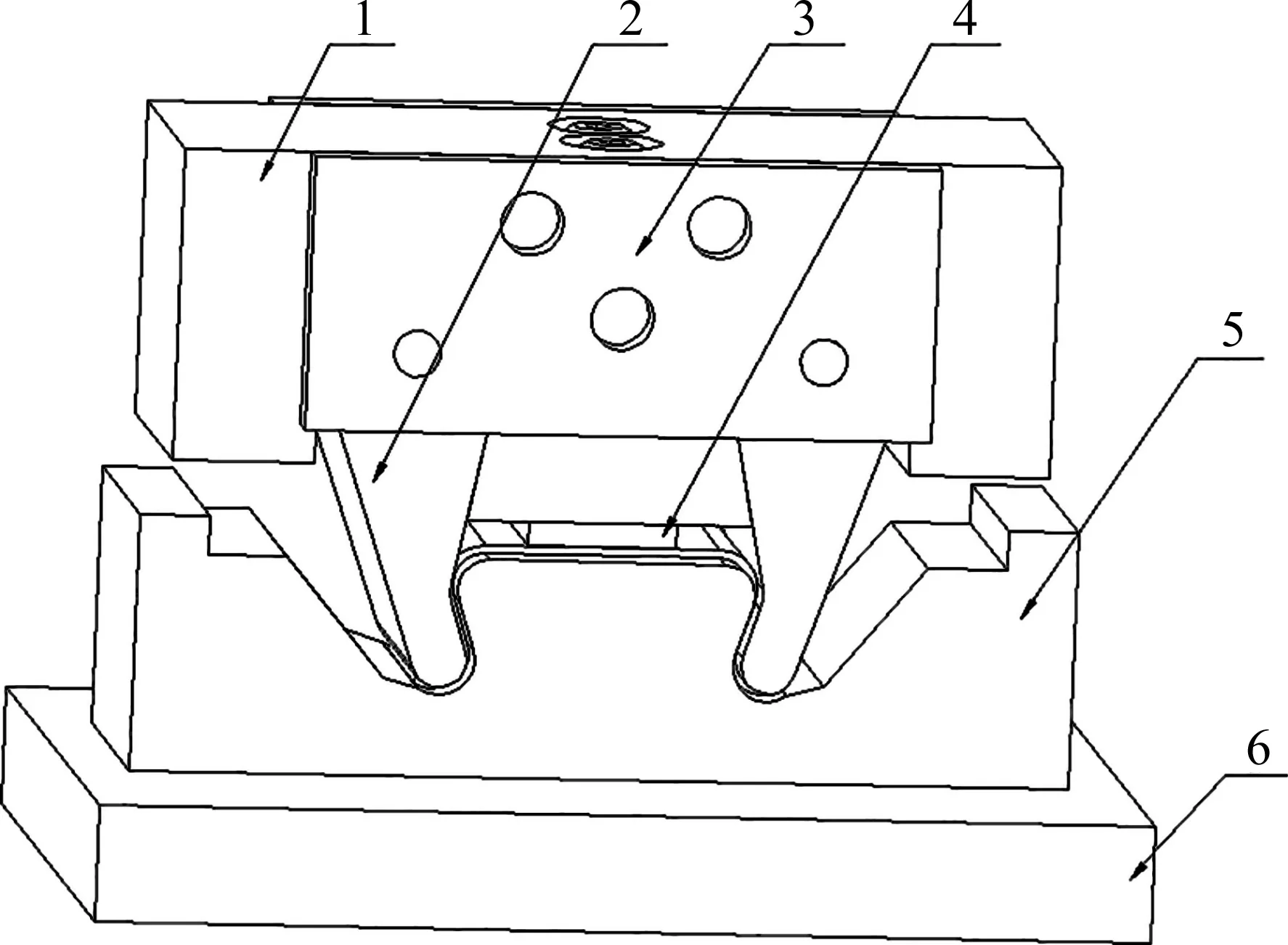
1—上模板;2—弧形刀块;3—轴固定板;4—压料板;5—下模镶块;6—下模板图3 翻边模具轴侧图
2.2 工作原理
如图4所示: 工作开始时,将平板料片放置于下模镶块的台阶内侧进行限位;上模板下行,压料板在压料弹簧的作用下将板料压紧在下模镶块上,弧形刀块接触板料后继续下行;下端圆形部分压住板料,当接触下模镶块的斜面后,在上模板及下模镶块斜面的驱动下开始绕旋转轴做弧形运动,上模板继续下行直至模具闭合。弧形刀块的上部侧壁部分接触上模板的内凹侧壁,零件加工完成,在此过程中复位弹簧被压缩;此后,上模板向上运动,弧形刀块与下模镶块的侧壁分离,在复位弹簧的作用下复位,弧形刀块绕旋转轴向两侧运动,同时压料板在压料弹簧的作用下复位,取出产品件,完成一个冲次。
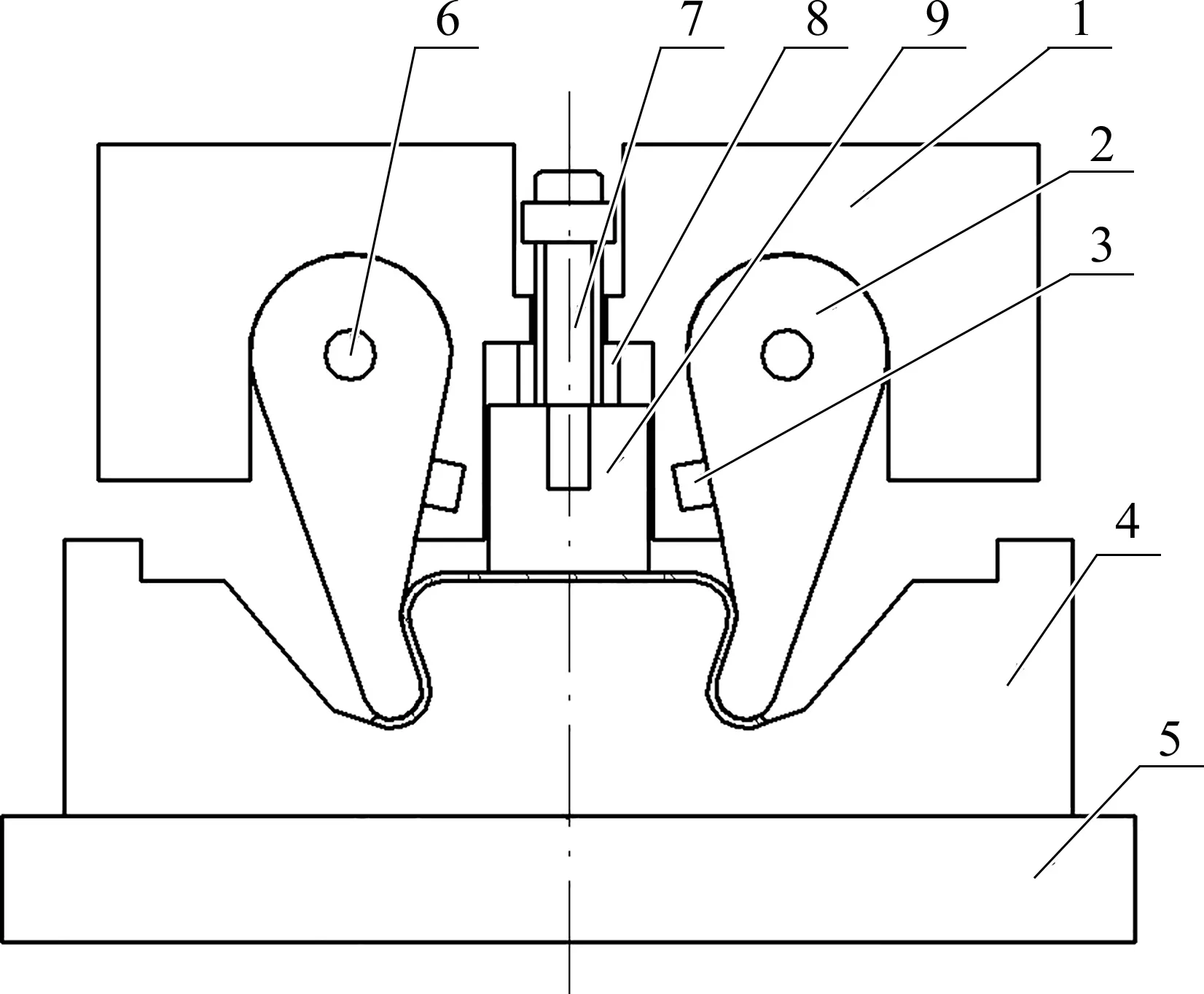
1—上模板;2—弧形刀块;3—复位弹簧;4—下模镶块;5—下模板;6—旋转轴;7—卸料螺钉;8—压料弹簧;9—压料板图4 模具剖视图
3 结论
通过对零件结构及工艺特点的分析,提出了一种两侧同步翻边成型的模具结构。最终测量产品件的精度合格率达到98%,满足零件的精度要求;利用这种模具结构可以使翻边刀块在向下运动的过程中做一定弧度的旋转,从而在一序模具上完成零件一次性成形加工,降低了模具的成本以及零件的生产成本,同时能够保证零件的加工精度。
