玻璃工厂原料系统现状及工艺优化
2021-10-05陈鹏林学柱崔新建
陈鹏 林学柱 崔新建
(1.秦皇岛玻璃工业研究设计院有限公司 秦皇岛 066000;2.彩虹(合肥)光伏有限公司 合肥 230000)
0 引言
随着社会的发展与科技的进步,玻璃产业在近几年迎来了迅猛的发展。在环保、节能减排、低碳排放等国家政策的严要求下,玻璃工厂的工艺技术将会面临全新的挑战。
原料系统主要由上料系统、配料系统、碎玻璃回收系统三部分组成,各个工艺环节的设计要布局合理,流程通畅;设备选型先进可靠,便于维修和管理。针对不同玻璃制品要有与之相对应的工艺技术要求。对铁含量有严格要求的玻璃制品,在设计上要充分考虑除铁措施,如:超白浮法玻璃、光伏压延玻璃、硼硅玻璃、电子玻璃等特种玻璃制品。
1 上料系统
目前大部分玻璃工厂都是采用优质的合格粉料直接进厂,充分保证各种进厂原料的成分、粒度、水分符合工艺要求。
(1)石英砂
散装石英砂一般在均化库或者吊车库中进行储存和滤水脱水,保证入窑硅质原料的稳定性。均化库是由斗提机或者皮带机实现上料,再由耙砂机进行均匀取料,通过筛分系统送至原料车间料仓顶,工艺流程如图1所示。吊车库是通过斗提机或皮带机实现上料,由抓斗式起重机进行取料,通过筛分系统送到原料车间料仓顶,工艺流程如图2所示。两种上料方式在进仓前都要进行除铁处理。均化库上料石英砂均化效果较好,且土建投资成本小。吊车库相对来说土建投资成本大,均化效果相对较低,但是储存料量要比均化库大很多。

图1 均化库工艺流程
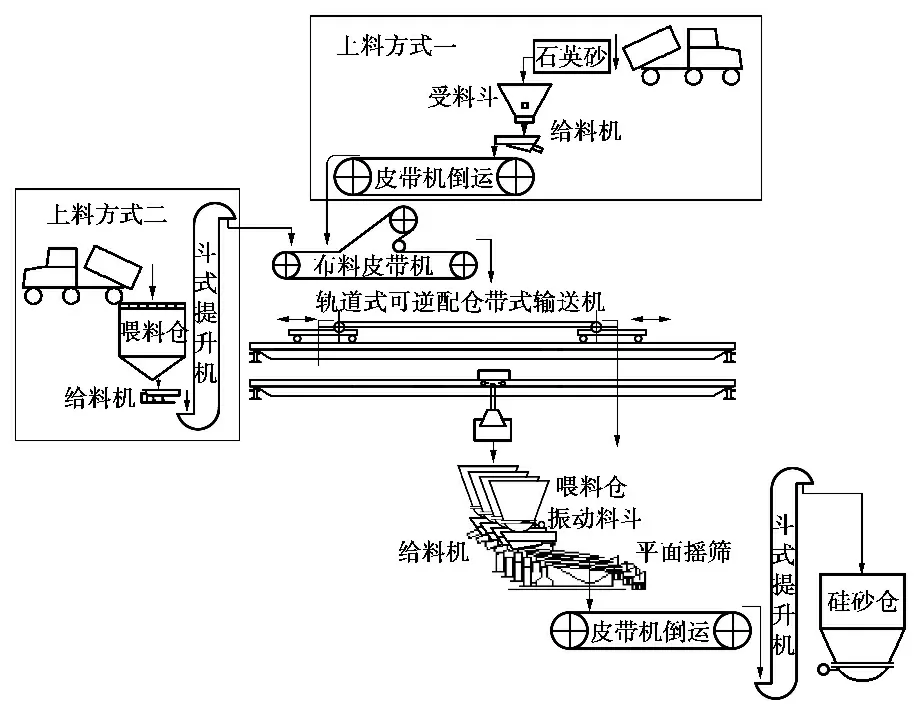
图2 吊车库工艺流程
(2)大宗原料
纯碱、白云石、石灰石、长石等较大量的原料一般选择合格粉料袋装进厂,储存在综合原料库中,使用时用叉车运至原料车间,经提升机提升后送入料仓。其中部分玻璃工厂为节约成本,白云石与石灰石原料采用块料进厂,经破碎与筛分后,生产出合格粉料。
(3)小料
芒硝、煤粉等小料也为合格粉料袋装进厂,储存在综合原料库中,采用电梯与电动葫芦两种方式上料,人工倒入各配料仓。
2 配料系统
配料系统是原料系统中极其重要的一道工艺,各种原料的称量与混合又是配料过程中最为关键的一环,配料的精度能够直接影响到混合料的质量,甚至直接影响到玻璃成品的质量。
现阶段自动配料系统采用工业计算机结合可编程序控制器的集中控制系统,对称量、混合、输送、加水、加汽等进行全面的自动控制和有效的诊断管理,人机对话方便,报警功能丰富,可显示模拟配料线形象及生产状态。校秤系统分为手动式校秤和自动式校秤,自动式校秤又分为机械式自动校秤和数字式自动校秤两种。配料系统整体自动化控制通过PLC实现,根据配料成分表对各个称量系统进行远程实时控制,同时对各个设备实现有序的启停联锁控制。但是我国整体的配料系统技术还存在一定的缺陷,配料精度低,设备性能不稳定,在长期连续工作的状态下,设备的稳定性、可靠性不高。
3 碎玻璃回收系统
在玻璃生产过程中,除了加入混合料外,还需要再加入一定比例的碎玻璃,以加速配合料熔化和节能等。碎玻璃作为玻璃生产过程中的原料,其回收与利用也很重要。
现阶段碎玻璃回收工艺主要有两种方式,一是外购碎玻璃通过水洗除杂,储存在碎玻璃堆场内,经铲车运至斗提机内输送进碎玻璃仓,经碎玻璃秤加入到原熔皮带机上进入窑头料仓;掰边和落板产生的碎玻璃由地下皮带机输送至车间外部再回收利用,工艺流程如图3所示。二是外购碎玻璃通过水洗除杂,储存在碎玻璃库内,经皮带机倒运直接加入到碎玻璃料仓,经碎玻璃秤加入到原熔皮带机上进入窑头料仓;掰边与落板产生的碎玻璃由地下皮带机直接倒运到碎玻璃料仓,经碎玻璃秤加入到原熔皮带机上进入窑头料仓,工艺流程如图4所示。这两种回收工艺方式有水洗碎玻璃工艺耗水量大、生产的废水处理成本昂贵、水洗车间工作环境差等缺点。

图3 碎玻璃回收工艺一

图4 碎玻璃回收工艺二
4 原料系统工艺优化
4.1 精细化设备的研发
目前国内玻璃机械设备精细化程度不高,高质量、高要求的精密设备还是以进口为主,造价成本昂贵。如配料系统的主要设备电磁振动给料机、螺旋输送机以及混合机等在精度和稳定性上与阿维泰柯、SKAKO电磁振动给料机、威埃姆螺旋输送机、TEKA混合机等进口设备还存在一定的差距。近几年国内各大设备厂家已经开始致力于研发精细化设备,生产的新型混合机已经在某玻璃工厂投产使用,效果良好。
4.2 干法光学分选系统
随着国家环保政策更加严厉和执法力度不断加大,传统的水洗碎玻璃工艺水处理难度大且污染环境,已经不符合环保的要求,干法光学分选工艺筛分清理的效果要明显好于带水操作,并且工作环境干净、无污染,主要工艺流程见图5。

图5 废玻璃光学分拣加工流程
该系统主要针对废玻璃瓶、塑料等不利于自然分解,难以利用磁吸、震动筛选等方法分拣的可再生资源,装配在智能化的分拣车间,对传送带上的目标进行识别、抓捕和分拣操作,由自动分拣控制平台、视觉处理器、光学检测设备、高精度气枪等设备组成,是基于机器视觉的智能分拣系统的整体解决方案。该设备系统的运用改变了以往废玻璃分拣过程中对于水洗的依赖,形成独特的工艺路线,极大地提高了分拣效率,提高了分拣质量,彻底解决金属、石子陶瓷、颜色、轻质有机物和粉尘的完全分离问题以及分拣过程中废水处理的污染难题,同时大大解放了劳动力。
4.3 石英砂环保酸洗提纯工艺
随着玻璃工厂的规模越来越大以及太阳能光伏产业的迅猛发展,石英砂在玻璃原料中的需求也越来越大,由于超白玻璃对于石英砂的含铁量有着严格的要求,在超白玻璃主要原料的设计上,要重点考虑引入SiO2的石英砂的铁含量。
基于石英砂在原料系统中的重要性,秦皇岛玻璃工业研究设计院有限公司研究并设计了一套配有石英砂环保酸洗提纯工艺系统的玻璃工厂原料系统,石英砂经过环保酸洗提纯工艺去除掺杂在石英砂内的杂质,得到高纯超白的石英砂精品,再通过皮带机倒运至原料车间石英砂料仓内。该系统不仅解决了玻璃工厂石英砂原料的配置问题,而且降低了常规石英砂倒运过程中产生的大量损耗,节约了运输成本,避免了运输过程中产生的杂质,保证了石英砂进仓前的质量。随着光伏玻璃工厂以及超白玻璃工厂的大面积投产,在原料系统中石英砂环保酸洗提纯工艺应用会越来越广泛。
4.4 气力输送技术
传统机械输送方式在输送过程中会产生大量的粉尘,严重影响工作环境。气力输送技术是一种借助空气(或其他气体)在密封管道内的流动来输送固体物料的技术[1],并在发达国家的原料输送上已经得到了广泛的应用。气力输送技术与传统机械输送技术对比见表1。

表1 气力输送技术与传统机械输送技术对比
我司在原料系统设计中应用气力输送技术,并在国内外项目中收到了良好的效果。气力输送技术将逐步取代传统的输送工艺设备。
4.5 自动化与智能化
随着科技的不断进步,工业自动化、智能化程度越来越受重视,行业专家提出了"智能制造是第四次工业革命"的说法。
工业企业人工成本不断增加,工厂内的噪音、粉尘等环境因素造成的尘肺病等职业病也越来越多,工厂所承受的压力变得越来越大,智能化工厂必将是各个行业发展的新方向。秦皇岛玻璃工业研究设计院有限公司在原料系统中已经开始研究并实施无人值守的原料集中控制系统,针对石英砂上料系统设计了均化库无人值守控制系统,系统由耙砂机自动控制取料,经筛分系统送至原料车间硅砂仓顶,整个控制系统在中控室内进行远程实时监控,集中故障报警,均化库车间内实现无人值守状态,技术人员只需在控制室内对均化库上料系统进行实时监控,不用再雇佣众多工人进行现场操作,大大降低人工成本、改善工作环境、提高设备使用效率。
5 结语
通过工艺技术的革新,使原料系统能适应新时代的发展要求,随着高精端的电子玻璃、特种玻璃的发展,原料系统需要在技术层面做出创新,跟上时代的步伐。改变传统的设计理念,以节能、环保、智能化、信息化为要求研究原料系统工艺技术,探寻出能够满足新时代要求的原料系统。在新型玻璃发展的基础上,在工艺技术、系统建设、机械设备等方面下功夫,使原料系统的技术水平达到国际先进水平。
