精益六西格玛工具在发酵工程中的应用
2021-09-27何俊锋张超波张义萍
何俊锋,张超波,张义萍
(希杰(聊城)生物科技有限公司,山东 聊城 252000)
20世纪80年代,摩托罗拉公司的比尔·史密斯等创立了六西格玛管理法,10年时间就创造了140亿美元的收益。之后,联合信号、德克萨斯仪器等公司也将六西格玛引入企业,同样获得了成功。而美国通用电气总裁杰克·韦尔奇更是把六西格玛作为全集团的战略进行推广,使企业的股票市值增长了30多倍。随着六西格玛在通用电气获得巨大成功,六西格玛为全世界企业,特别是许多世界500强企业包括福特、3M、索尼、三星、西门子、爱立信和英特尔等跨国公司所认识并大力推行开来[1]。而同一时期的日本丰田汽车公司在大野耐一的推动下形成了精益生产模式,使日本的汽车工业迅速赶上并超越美国。由于六西格玛和精益生产的最终目标相同而关注点又形成互补,两者逐渐走向融合,形成了精益六西格玛管理法[2]。精益六西格玛的应用从机械、化工、电子行业不断扩展到医药、食品[3]和金融服务[4]等行业中。20世纪90年代末,精益六西格玛管理法开始被引入到我国,在机械[5]、化工和电子[6]等行业兴起了一股精益六西格玛热潮。然而由于发酵行业的微生物特性和长周期性,除少数白酒企业[7]外很少有企业导入。笔者对精益六西格玛管理工具与发酵工程的结合应用进行了说明,描绘了精益六西格玛在发酵工程类企业中的广阔应用前景。
1 精益六西格玛的方法论
精益六西格玛有设计方法论(DFSS)和改进方法论(DMAIC)[8]两种方法论。设计方法论偏向于新产品和新工艺的设计,改进方法论则着重于现有工艺的改善。笔者主要针对改进方法论的应用进行了探讨。改进方法论涉及5个阶段:定义(Define)阶段、测量(Measure)阶段、分析(Analysis)阶段、改善(Improve)阶段和控制(Control)阶段。改进方法论通过完整的5个阶段来解决企业或部门存在的痼疾性问题。
1) 定义(D)阶段。其主要内容是确定课题的任务和目标,组建课题团队、建立团队章程和实施计划。课题的任务通常来自于顾客的需求和企业的战略需求。
2) 测量(M)阶段。其主要任务是确保数据的有效性并挖掘所有可能影响课题指标Y的X因子。
3) 分析(A)阶段。其主要任务是针对对Y的影响不明确的X因子进行论证。可以使用的工具有直观分析、机理分析、展开分析、对标(Benchmarking)、假设检验、实验模拟和数学建模等。总之,对所怀疑的影响能够进行验证的工具均可以采用。这些工具中较难理解的是假设检验,它是六西格玛重点推出的分析工具。
4) 改善(I)阶段。其主要任务是对所有已确认对Y有影响但改善策略尚不明确的X因子进行研究。改善阶段最主要的工具是实验设计(DOE)。除此之外,精益生产中消除浪费的手段和拉动系统改善也常被应用。
5) 控制(C)阶段。其主要任务是对所改善的X因子进行控制,对于Y指标进行监控,确保改善效果的持续。
2 精益六西格玛改进方法论的实施
2.1 定义(D)阶段
从发酵工程的顾客需求层面来看,通常会有批次产量、发酵产物质量浓度、杂质离子质量浓度和固形物质量分数等指标要求;而从企业战略需求层面来看,发酵工程的主要技术指标有发酵产率、发酵培养时间以及由发酵产量和时间综合而成的发酵效率指标,还有发酵过程的染菌率等。
根据企业的实际情况,通过矩阵表打分可以选出优先要解决的指标。假设企业当前最重要的任务是生产量的提升,而产量的瓶颈处于发酵工段,那么无论是从企业战略角度还是从内部顾客角度来看,如何提高批次产量都是优先要解决的问题。笔者以提高批次产量为课题进行示例说明。确定课题后,就要明确定义Y(批次产量),即Y=平均质量浓度×体积。相应地,需要制定目标,假设当前产量为100 t,目标可以设定为解除瓶颈时的产量,假定为120 t。
利用SIPOC图,确定课题进行的范围及涉及的人员。根据课题的范围,选择相关人员组成课题组,一般选择4~7人。通过课题组的讨论,可以确定项目收益及课题实施计划。
2.2 测量(M)阶段
1) 为了确保所测定的Y数据是可信的,就要分别考虑发酵产品质量浓度的测定以及发酵液体积的测定仪表是否可信。对于质量浓度的测定设备比如高效液相色谱仪可以进行Gauge R&R[1]测定。如果测定结果满足要求,则设备可信,否则设备需要进行校正、维护或更换。对于体积测量仪表,通常采用标准仪表校正的方式,校正合格即为结果可信,否则需要维修或更换仪表。在确保所采用的数据准确之后,就开始对Y的现状进行调查。一般先进行过程能力分析,包括过程能力指数(Cp,Cpk)、过程绩效指数(Pp,Ppk)的分析。
2) 根据这些指数来判断现有水平和Y的重点改善方向,确定Y是向位置方向改善还是向波动方向改善,亦或两者皆需要改善。因为笔者研究的目标是将产量由100 t提高至120 t,首先这是一个位置的问题,再假设所调查的Y存在着波动较大的问题(Cp和Cpk之间差值较大),那么就需要同时向位置和波动2个方向进行改善。
3) 对整个发酵流程进行变量流程图的分析,寻找对产量提升有作用和对产量波动有影响的X因子。
变量流程图(图1)要求尽量详细而且尽可能从现场进行一一求证,不同的步骤可能有类似的因子,一定不能予以合并,要以先怀疑后论证为原则找出所有可能的因子,找出因子后,还可以对因子进行分类。位置型因子无论是否处于良好控制中均需要进行研究,而波动型因子如果当前处于良好控制中则可以忽略,对于同时具备2种属性的因子则要重点加以研究。
通常情况下,依靠团队的力量可以从变量流程图中找到几十个乃至上百个X因子,如果无法完成对所有因子的研究,就需要用到因果矩阵工具。首先将Y的分解指标及相关指标赋予一定权重,再通过预估各X因子对于Y的分解指标及相关指标的影响给予0,1,3,9打分,得到相应的因果矩阵表。然后利用产量影响因子的Pareto图(图2),筛选出分值较高的部分X因子优先予以研究。为了更深入地剖析X因子的影响,还要对这些筛选出来的X因子进行失效模式分析(FMEA)[1]。通过对失效模式分析,可以得到X因子对应的失效模式、失效影响以及失效原因,再进一步对相应影响的严重度、发生频率和探测度进行评估,从而找出深层次的X因子。这些X因子中,有些X因子对Y的影响是显而易见的,而且X因子的改善是简单明晰的,就可以通过快赢改善将这部分X因子进行改善。如果X因子对Y的影响不太确定,就将这些X因子转入分析(A)阶段进行深入研究。而如果X因子对Y的影响是确定的,但X因子的改善方向不太明确,则将这些X因子转入I阶段进行深入研究。通过M阶段对于测量系统的改善和部分X因子的快赢改善,会使Y有所提升,但是幅度一般不大,比如Y可能从100 t提高到了103 t,波动幅度降低了10%。
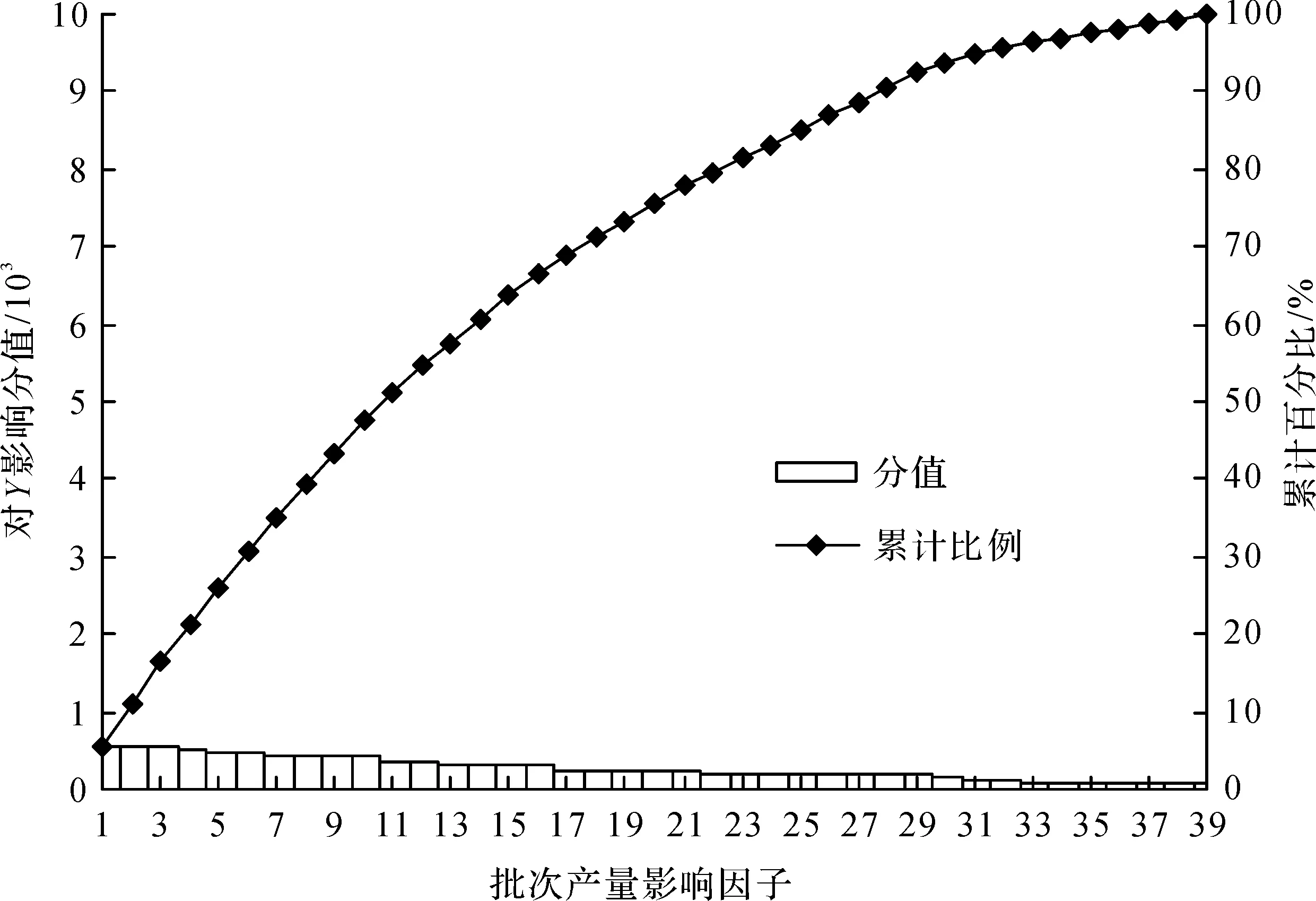
1—主培养通气量;2—主培养起始体积;3—补材料体积;4—种培养通气量;5—摇瓶培养基体积;6—主培养转速;7—主培养基配比;8—主培养基pH;9—种培养pH;10—主培养基质量浓度;11—摇床转速;12—主培养基杀菌时间;13—种培养温度;14—种培养基质量浓度;15—种培养起始体积;16—补料时间;17—补料培养基杀菌时间;18—种培养转速;19—主培养温度;20—补料配比;21—补料流速;22—摇瓶培养基配比;23—种培养基配比;24—种培养基pH;25—主培养基杀菌温度;26—补料培养基杀菌温度;27—种培养培养压力;28—主培养pH;29—主培养培养压力;30—摇床温度;31—种培养基杀菌时间;32—种培养基杀菌温度;33—称量准确度;34—种培养基调制温度;35—主培养基调制温度;36—混合时间;37—种培养基杀菌顺序;38—主培养基杀菌顺序;39—补料培养基杀菌顺序。图2 产量影响因子的Pareto图Fig.2 Pareto graph of influence parameters of product
2.3 分析(A)阶段
此阶段通常会用到假设检验,它包含着一系列的统计工具。对于Y为批次产量这类连续型数据,最常用的工具为T检验、方差分析、相关性分析和回归分析。如果要验证A,B两个菌种或两种培养基配方对产量是否有影响,就需要用到双样本T检验[9];如果要对3种以上不同的培养温度或不同氮源对产量的影响进行验证,就需要用到方差分析[9];如果要对培养过程菌体浓度对产量的影响进行验证,就需要用到相关性分析和回归分析。通过假设检验判断P值,可以得知所怀疑的因素是否对产量Y有影响,如果P<0.05,可以认为该因子对Y有显著影响,之后就可以对该因子进行下一步的改善;与M阶段相同,如果X因子的改善是简单明了的,可以采取快赢改善将这部分X因子进行改善。如果X因子的改善方向不太明确,就将这些X因子转入改善(I)阶段进行深入研究。一般A阶段也会有部分X因子的快赢改善,通过改善Y一般也会有小幅提升,比如Y可能从103 t提高到了108 t,波动幅度降低了10%。
2.4 改善(I)阶段
此阶段通常采用DOE将多个X因子对Y的影响同时进行研究,从而找出最优解。由于发酵培养过程的周期较长,DOE一般采用部分因子实验,甚至可以采用Plackett-Burmen实验[1]来使实验次数最小化。例如要综合考虑搅拌速度、通气量、培养温度和pH对发酵批次产量的影响,就可以进行4因子2水平附带中心点的部分因子实验。此时,只需要进行11次实验即可确定这4个因子中哪些是主效应,哪些因子间有交互作用,哪些因子有弯曲效应等信息,并利用Minitab响应优化器求出最优解。当因子出现弯曲效应时,可以根据已经进行的部分因子实验所筛选出的2~3个主要效应进行响应面优化实验[10-11]。
除了DOE工具之外,还可以用防错法来使部分X因子处在合理的控制区间。在追求批次产量提升时,有些X因子的改善例如发酵液体积的提升还可以利用头脑风暴的方法来寻求解决方案。而对于两个X因子的改善出现矛盾,按现有方法改善A必然恶化B时,例如要提高补糖流速但是会造成发酵液残糖流失时,就可以利用发明问题的解决理论(TRIZ)的39个参数和40个发明原理进行解决。
通过改善阶段的努力,完成了绝大部分X因子的改善,Y一般也会大幅提升,比如从108 t提高至121 t,波动幅度降低50%。
2.5 控制(C)阶段
六西格玛C阶段的主要任务是对所改善的X因子进行控制,对Y指标进行监控,确保改善效果的持续。通过建立控制计划可以限定所有改善因子的控制范围、测定方法、监控周期以及响应措施。计划树立之后,就可以利用控制图对X因子和Y进行周期性的监控。例如可以使用Xbar-R图对发酵过程菌体浓度进行监控,利用IMR图对批次产量Y进行监控。
为了保证改善效果的持续,通常还需要制定一系列标准化文件并进行作业标准(SOP)教育,将改善成果进行固化并评估最终的改善效果。
通过以上5个阶段的努力,批次产量Y会稳定地保持在期待水准并逐渐上升,现场技术人员也能够形成科学严谨地解决问题的逻辑思维。
3 结 论
将精益六西格玛工具应用于发酵工程中,能够科学、严谨地解决发酵过程中的一些技术难题。随着人们对发酵罐反应动力学和代谢工程的研究,发酵工程逐渐向着科学化、定量化的方向迈进。而精益六西格玛特别强调以数据为支持,利用统计学方法进行分析和改善。相信随着人们对精益六西格玛和发酵工程认知的加强,精益六西格玛工具会在发酵工程中发挥更加重要的作用,促使发酵企业的发酵技术管理走上更加科学、严谨和标准化的道路。
