还原染料在石墨毡电极上的直接电化学还原
2021-09-27杨卓,王炜
杨 卓,王 炜
(东华大学 化学化工与生物工程学院,上海 201620)
为了减少污染,自19世纪起,研究人员就开始寻求新的还原染料还原方法,提出了还原染料的电化学还原,其包括直接和间接电化学还原[3-4]。间接电化学还原是在电化学还原体系中引入一种电子媒介,能从阴极获得电子,然后把电子传递给染料使之还原。目前Fe(Ⅲ)的三乙醇胺(TEA)配合物是研究最为广泛的媒介,可有效地还原大多数的还原染料,并且已经有中试研究[5-7];但间接电化学还原存在铁难以去除,且可能和纱线络合的趋势,同时增加后续洗涤过程中织物损伤的风险[8]。同间接电化学还原相比,直接电化学还原是一种理想的电化学还原方法,染料可直接在电极上得到电子发生还原反应,还原过程除氢氧化钠和染料外无需添加其他化学品;但由于染料是以分散状态溶于水中,因此染料颗粒与固体阴极之间不良的电子接触使直接电化学还原极为困难。目前普遍认为直接电化学还原是基于自由基反应机制,其中染料阴离子自由基通过染料与染料隐色体之间的反应形成,然后该自由基在电极上进行电化学还原。因此,在还原开始时需要添加少量还原剂即保险粉,以启动反应,但即使这样,还原效率依然很低,不具有实际应用价值[9-11]。
在前期研究[12]中发现,用石墨毡作为工作电极,可有效解决染料和电极之间接触不良的问题,这和石墨毡的三维结构和表面吸附性能有很大关系[13],且在还原开始无需加入还原剂来启动反应。为研究石墨毡对还原染料的还原效率,本文选择了3种蒽醌类的还原染料,分别为紫蒽酮类还原绿FFB(C.I.还原绿1),咔唑类还原黄3RT(C.I.还原橙11)以及还原橄榄绿B(C.I.还原绿3),以石墨毡作为工作电极,在三电极体系下进行直接电化学还原,研究了还原温度、电压、电流、碱浓度以及染料浓度对还原效果和电流效率的影响。
1 实验部分
1.1 实验材料
化学试剂:氢氧化钠、氯化钠、保险粉、铁氰化钾,分析纯,上海国药集团有限公司;还原绿FFB(C.I.还原绿1)、还原黄3RT(C.I.还原橙11)、还原橄榄绿B(C.I.还原绿3),工业级,德司达公司。
电极材料:石墨毡,碳素石墨毡厂;铂片,氧化汞参比电极,上海越磁电子科技有限公司;阳离子隔膜,杭州华膜科技有限公司。
织物:经、纬纱线密度均为14.6 tex,经、纬密分别为133、72 根/(10 cm),面密度为105 g/m2,丝光棉半制品。
仪器:ZENNIUM PRO电化学工作站,德国札纳电化学公司;ZDJ-3A自动电位滴定仪,雷磁,上海仪电科学仪器股份有限公司;Cary 60紫外-可见分光光度计,安捷伦科技有限公司;Datacolor 650测色配色仪,美国Datacolor公司。
1.2 电化学实验
用电化学工作站进行染料的电化学还原实验及循环伏安法(CV)测试。以带有阳离子交换膜的H型三电极电解池作为反应器,阴极电极为石墨毡,铂片(9 cm2)为对电极,Hg/HgO为参比电极。阴极电解液为染料和氢氧化钠,阳极电解液为0.5 mol/L的NaOH。在电化学还原实验中,石墨毡的面积为3 cm×4 cm,在CV实验中,石墨毡的面积为0.5 cm2。在电化学还原之前,用高纯氮气除氧1 h,还原过程保持在氮气氛围下,直至电解结束。
电化学还原实验中,使用紫外-可见分光光度计,测试电解液的紫外-可见吸收光谱,并通过最大吸收波长的变化来表征染料的还原速度。
1.3 染色实验
传统染色:保险粉质量浓度4 g/L,氢氧化钠0.5 mol/L,染料质量浓度0.2 g/L,浴比1∶200,染色温度40 ℃,染色时间40 min。染色前除氧20 min,染色过程保持氮气氛围,以同电化学染色进行对比。染色完成后,将织物氧化,水洗,皂煮,水洗,烘干。
电化学染色:在H型三电极电解池中进行。电解液为0.5 mol/L的NaOH,染料质量浓度为0.2 g/L,电解温度为40 ℃,在恒电位下电解40 min。然后将丝光棉投入电解液,浴比、染色温度同传统染色,染色过程保持电压恒定,并维持氮气氛围直至染色过程结束。染色后处理程序同传统染色。
1.4 染色织物反射率测试
将染色织物折叠4层保证其不透光,在测色配色仪上测试染色织物的反射率R。
1.5 电流效率及转化率计算
按照下式计算染料还原的电流效率(EC)和转化率(Y):
EC=Qdye/Qsum
Qdye=nzF
n=mdyecdyeY/M
式中:Qsum为电极上消耗的总电量,C,在恒压过程消耗的总电量可通过恒压过程的电流-时间(i-t)曲线的积分获得,恒流过程的总电量通过电流和时间的乘积获得;Qdye为染料还原消耗的电量,C;F为法拉第常数,为96 500 C/mol;z为转移电子数;n为已还原的还原染料的量,mol;mdye为溶液中还原染料的质量,g;cdye为商品染料中纯染料的含量,%,通过电位滴定法获得;Y为转化率,%,通过电化学还原后的染料的吸光度,与相同条件下保险粉还原后染料吸光度的比值获得;M为染料的摩尔质量,g/mol。
通过电位滴定获得商品染料中纯染料的含量cdye。电位滴定实验条件:在温度为60 ℃,保险粉质量浓度为1 g/L,氢氧化钠质量浓度为20 g/L条件下,还原0.2 g/L的染料15 min,然后用0.005 mol/L的K3[Fe(CN)6]滴定。化学还原及测试过程均在氮气氛围下完成。
2 结果与讨论
2.1 还原染料的电化学行为
以石墨毡为工作电极,0.4 g/L的还原染料在0.5 mol/L的氢氧化钠溶液中的循环伏安曲线如图1所示。扫描速度为50 mV/s,温度为25 ℃。

图1 0.2 g/L染料在0.5 mol/L的NaOH溶液中的循环伏安曲线
由图1可见,3种染料均可在石墨毡电极上发生还原反应,且具有很好的可逆性。其中:还原绿FFB还原峰电位在-0.715 V处,但还原峰电流较小,只有-0.6 mA。还原橄榄绿B,还原峰电压在-0.69 V处,还原峰电流为-1.85 mA。而还原黄3RT有2个还原峰,电压分别在-0.71 V和-0.8 V,-0.8 V处还原峰电流为-3.55 mA。3种染料的还原峰电压均在-0.8~-0.6 V之间。还原染料的结构和蒽醌类似,蒽醌类物质的电化学还原在很多文献[14-15]中均有报道。在非质子溶液中,蒽醌为2个连续的单电子还原峰,第1步形成半醌自由基,第2步形成蒽醌二价阴离子。而在水溶液中,由于半醌自由基不稳定,会快速还原为蒽醌二价阴离子。其在酸性条件下,是一步两电子二质子还原,在碱性条件下,是一步两电子还原。由此可推测,还原绿FFB和还原橄榄绿B是一步双电子转移,而还原黄3RT有6个碳基,CV图中有2个还原峰,说明其是二步电化学还原。
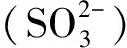
为进一步验证染料电化学还原历程,在-1.0 V,25 ℃条件下进行恒压电解,并用紫外-可见光谱进行在线检测。3种染料直接电化学还原和用保险粉还原后的紫外光谱曲线如图2所示。
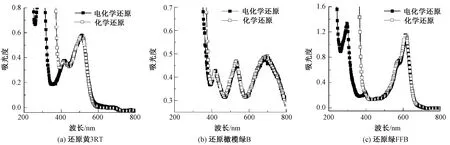
图2 还原染料电化学和化学还原后的紫外-可见光谱曲线
由图2可见,还原染料电化学还原后的紫外-可见光谱曲线和用保险粉还原后的紫外-可见光谱曲线在可见光波段重合,而紫外光波段由于保险粉的影响,导致吸收光谱无法重合。由此可证明,上述3种染料CV曲线中的还原峰为羰基的还原,还原后生成染料的隐色体。
2.2 还原温度对电化学还原速度的影响
提高反应温度可有效提高染料的扩散速度,进而提高电化学反应速率。从图1的CV曲线可看出,3种染料均可以在-1.0 V以下被还原,而当电压低于-1.2 V后,会有明显的析氢副反应发生。为防止析氢反应的发生,选择在-1.0 V电压条件下进行恒压电解,还原温度分别为25、40、60、80 ℃,染料质量浓度为0.2 g/L,电解液为0.5 mol/L的NaOH,通过紫外-可见光谱监测还原过程中吸收光谱的变化,并以最大吸收波长处吸光度的变化来判断反应速度。必须注意的是,反应初始阶段,由于染液中既有染料悬浮体又有已还原的染料,因此吸光度值会偏高,而随着反应的进行,染料悬浮体减少,吸光度的误差会逐渐减小。为方便比较,本文研究中吸光度的初始值为电解前还原染料悬浮体溶液的吸光度值,结果见图3。

图3 还原温度对电化学还原速度的影响
由图3可见,3种染料的还原速度均随电解温度的升高而提高,其中还原绿FFB受温度的影响最为明显,25 ℃时还原结束需约180 min,40 ℃时约为120 min,60 ℃则仅需40 min,80 ℃时反应速度略快于60 ℃时。而对于还原黄3RT和还原橄榄绿B,25 ℃时还原结束所需时间为20~30 min;当温度升至40 ℃,2个染料均可在10 min左右完成还原;继续提高温度,还原速度变化不大。另外由图3可见,还原黄3RT和还原橄榄绿B的还原速度明显高于还原绿FFB,但从CV曲线(见图1)可知,还原绿FFB的还原峰电压在-0.715 V处,高于还原黄3RT的-0.8 V,因此用-1.0 V进行还原时,还原绿FFB具有更大的过电势,反应活化能降低的更多,因此反应更容易进行,但实验结果表明还原绿FFB的还原速度最慢,这说明在相同的温度条件下,不同染料的还原速度相差较大,且还原速度的快慢和染料还原峰电位无关,这种差异可能和染料的扩散以及染料本身电化学反应动力学有关,还需要进一步研究。
2.3 还原电压对电化学还原速度的影响
分别在-0.8,-1.0,-1.2和-1.4 V进行恒压电解,染料质量浓度为0.2 g/L,电解液选择0.5 mol/L的NaOH,比较不同电压对还原速度和电流效率的影响。根据上文实验,还原黄3RT和还原橄榄绿B还原速度较快,在温度大于40 ℃后还原速度相差不大,因此选择40 ℃进行实验,而还原绿FFB在温度低于60 ℃时还原速度较慢,因此选择电解温度为60 ℃。电解过程吸光度随时间的变化如图4所示。还原结束所需时间和电流效率见表1。

图4 还原电压对电化学还原速度的影响
由图4可见,还原绿FFB随着还原电压的降低,还原速度呈现先增后减的趋势。还原电压为-0.8 V时,还原时间约为80 min;而电压为-1.0 V时,还原速度明显提升,还原完成所需时间为30~40 min,这是因为施加在工作电极上的电位越低,电化学还原越容易进行。当电压继续降低时,还原速度明显下降,这是因为当电压低于-1.0 V后,水在电极表面还原生成氢气,氢气的生成不仅阻止染料在电极表面的吸附,同时也和染料的还原形成竞争,对染料的电化学反应起到了抑制作用。电压为-1.0 V时,电流效率仅为3.9%;电压为-1.4 V时,电流效率只有0.1%,且转化率也明显下降,只有80.6%,说明此时电极表面以析氢反应为主。同还原绿FFB相比,还原电压对还原黄3RT和还原橄榄绿B的还原速度影响相对较小。当电压为-0.8 V时,反应速度较慢;当电压为-1.0 V,还原速度增加,之后继续增加电压,还原速度变化不大,还原完成约需要10 min;提高电压,电流效率明显下降。由此可见,当电压低于-1.0 V,水的还原反应会严重影响电流效率和反应速度,尤其是对于反应速度较慢的染料,影响更为明显。综上,为获得较好的电流效率和反应速度,还原染料的电化学还原最好控制在-1.0 V以上。
另外,由表1可见,即使在电压为-1.0 V时,电流效率也仅在50%~60%之间,电流效率较低,这可能和石墨毡电容有关。石墨毡被广泛应用于超级电容器的电极材料[16],因此电解过程中,一部分电流用于电化学反应,另一部分用于双电层充电,而导致电流效率较低。
电压对还原黄3RT和还原橄榄绿B的转化率影响不大。不同电压下,还原黄3RT的转化率均在88%左右,还原橄榄绿B的转化率较高,在电压为-1.0 V时,可接近100%。还原绿FFB在电压为-1.0、-1.2 V时,转化率在90%附近;但电压为-1.4 V时,转化率仅有80%,这主要和电极表面的析氢反应有关。
值得注意的是,还原橄榄绿B在电压低于-1.2 V后,吸光度呈现先增后减的现象,说明此时染料结构发生了变化。图5(a)示出还原橄榄绿B在不同电压下还原后的吸光度曲线和保险粉还原后的吸光度曲线。可见,当电压大于-1.2 V时,吸光度曲线和保险粉还原后的吸光度曲线重合;但当电压为-1.4 V时,吸光度曲线发生了明显的改变,在516 nm处出现新的吸收峰,说明还原橄榄绿B在较高电压下还原会发生过还原反应,生成新物质。为研究橄榄绿B还原后对织物颜色的影响,在不同电压下进行了染色实验。不同电压染色后织物反射率曲线如图5(b)所示。可见,当电压大于-1.2 V时,染色织物反射率和用保险粉还原后染色织物的反射一致。但当电压为-1.4 V时,染色后织物呈显黄绿色而非绿色,反射率曲线也发生了明显改变。这说明还原橄榄绿B在电化学还原过程中,当电压低于-1.2 V后会发生过还原反应,且会影响染色结果,因此需要控制电压在-1.2 V以上,以防止其发生过还原反应。

图5 还原橄榄绿B不同电压还原后的紫外-可见吸光度曲线和染色织物的反射率
2.4 还原电流对电化学还原速度影响
电流强度影响电子在电极和溶液中的转移速率,但电流越大,能耗也越大,所以选择一个还原效果好而能耗又低的电流是很重要的。本文实验采用12 cm2石墨毡电极,分别在不同电流强度(10、5、3、1 mA)下电解,染料质量浓度为0.2 g/L,电解质选择0.5 mol/L的NaOH,还原黄3RT和还原橄榄绿B的电解温度为40 ℃,还原绿FFB的电解温度为60 ℃。图6示出不同电流强度下3种染料的电化学还原速度。表2示出还原结束所需时间、转化率及电流效率。
图6 电流强度对电化学还原速度的影响

表2 不同电流强度下电解染料的转化率及电流效率
由图6和表2可见,随着电流强度的增加,电化学反应速度增加,当电流强度大于5 mA后,电流的增加对还原黄3RT和还原橄榄绿B还原速度影响不大,但电流效率明显下降。对还原绿FFB而言,当电流过大时,电流效率和反应速度均显著下降。这是由于电流过大时,槽压也随之提高,进而导致电极上副反应加剧。因为还原绿FFB本身反应速度较慢,所以在电流过大时电极表面以析氢反应为主,还原速度和电流效率均下降。电流强度小于5 mA时,还原黄3RT和还原橄榄绿B电流效率变化不大,但电化学反应速度明显降低。而对于还原绿FFB,反应速度变化不大,但电流效率明显提高。综合考虑电流效率和反应速度,还原电流强度可选择3 mA。
2.5 碱浓度对电化学还原速度的影响
在还原染料直接电化学还原中,氢氧化钠一方面作为支持电解质起到提高导电率和降低能耗的作用,另一方面使还原后的染料形成隐色体钠盐溶于水中。分别在氢氧化钠浓度为0.5,0.25,0.1,0.025 mol/L的条件下,-1.0 V恒压电解0.2 g/L的还原染料,电解温度设置同2.4节。考虑到降低碱浓度的同时电解质浓度也会降低,因此分别考察电解质浓度相同和电解质浓度不同2种情况下,碱对还原染料电化学还原速度的影响,结果如图7、8所示。图7中碱浓度不同,通过加入氯化钠保证总电解质相同。图8中只改变碱浓度,不额外加入其他电解质。

图7 电解质浓度相同时氢氧化钠浓度对染料电化学还原速度的影响
由图7可见,在支持电解液总浓度相同的条件下,碱浓度对还原黄3RT和还原橄榄绿B的还原速度影响不大,只有碱浓度为0.025 mol/L时,反应速度略有下降。而还原绿FFB对碱浓度比较敏感,当碱浓度为0.1、0.025 mol/L时,还原速度明显下降。但若只用氢氧化钠作为支持电解质,3种染料的电化学反应速度均随碱浓度的降低而下降(见图8),尤其在0.25 mol/L以下时。这是由于电解质浓度降低,导致电迁移作用减弱,同样的电场力作用下,所传导的电流减小,进而影响了反应速度。综上,在电化学还原中,电解质总浓度最好在0.25 mol/L以上;对于还原黄3RT和还原橄榄绿B,可在较低碱浓度0.025 mol/L下进行还原,对于还原绿FFB最好选择碱浓度在0.25 mol/L以上。
2.6 染料质量浓度对电化学还原速度的影响
在恒压-1.0 V,电解质为0.5 mol/L的NaOH的条件下,改变染料浓度,考察染料的电化学还原速度,结果如图9所示。

图9 染料质量浓度对染料电化学还原速度的影响
由图9可见,染料的质量浓度对反应速度影响较小,随染料质量浓度的提高,反应速度略有增加。0.4 g/L还原黄3RT还原基本完成所需时间约为15 min,质量浓度为0.2、0.1 g/L时,约需12 min。0.4 g/L还原橄榄绿B还原基本完成所需时间约为15 min,质量浓度为0.2、0.1 g/L时所需时间约为10 min。0.4 g/L的还原绿FFB还原基本完成所需时间约为50 min,质量浓度为0.2和0.1 g/L时,所需时间约为35 min。由于实验条件限制无法进行更高浓度的实验,但从实验结果可看出,在恒压条件下,染料质量浓度对电化学还原速度影响不大,因此进行高质量浓度染料的电化学还原是可行的。
3 结 论
本文研究了3种还原染料(还原绿FFB、还原黄3RT、还原橄榄绿B)在石墨毡电极上的电化学还原行为,并对直接电化学还原的影响因素进行了探讨,得到如下结论。
1)3种还原染料均可在石墨毡电极上发生直接电化学还原,生成隐色体。还原电压均在-1.0 V以上。还原橄榄绿B在电压小于-1.2 V后会发生过还原反应,且过还原反应会影响染色结果,因此必须避免。
2)提高温度可显著提高反应速度,尤其对反应速度较慢的还原绿FFB,应在60 ℃条件下还原,还原黄3RT和还原橄榄绿B则可在40 ℃条件下还原;为防止析氢副反应对染料还原速度和电流效率的影响,还原电压应在-1.0 V以上,还原电流强度可在3 mA附近;还原速度随氢氧化钠浓度的下降而下降,不同染料还原时的低碱浓度为:还原黄3RT和还原橄榄绿B应在0.025 mol/L以上,还原绿FFB应在0.25 mol/L以上,电解液总浓度应在0.25 mol/L以上;在恒压条件下,染料质量浓度对电化学反应速度影响不大。
3)在-1.0 V恒压电解,还原黄3RT和还原橄榄绿B在40 ℃,还原绿FFB在60 ℃时,还原时间为10~40 min,转化率约为90%或以上,电流效率在50%~60%之间。
4)不同结构染料的电化学还原速度不同。3种还原染料中还原绿FFB的还原速度最慢,还原黄3RT、还原橄榄绿B还原速度较快。影响不同结构染料的还原速度的因素还有待进一步研究。
FZXB
