煤矿浮选自动控制系统设计及应用*
2021-09-15王亚平
王亚平
(西山煤电集团有限责任公司太原选煤厂,山西 太原 0300533)
0 引 言
煤炭资源是不清洁能源,会造成环境污染,需要对其进行处理后再投入使用,为降低环境污染,洗选是洁煤过程中最为重要的一环,通过对原煤进行洗选可有效降低煤炭中污染物量,降低排污成本。
洗煤厂在实际运行过程中,由于浮选过程中的加药量及浮选指标控制较难,使选煤厂产品质量难以保证,所以提升浮选效果保证选煤质量成为洗煤工艺研究的重要课题[1]。笔者在分析太原选煤厂浮选工艺的基础上,设计了浮选自动控制系统,实现了浮选系统的自动控制,为选煤厂浮选控制系统的优化改造提供了参考与借鉴。
1 浮选工艺流程及浮选控制系统结构
太原选煤厂年入洗能力达400万吨,采用无压三产品重介旋流器、TBS粗煤泥分选机及浮选联合工艺流程。浮选的物料来源于脱泥筛的筛下物,经过泵打入一米旋流器,溢流进入缓存仓再经过泵打入水力旋流器后溢流进入精煤桶,再通过给料泵进入浮选矿浆准备器分选后进入浮选机。浮选的物料一般来源于三部分:第一部分为分级旋流器溢流的煤泥水;第二部分为末精煤泥弧形筛过滤的煤泥水;第三部分为精煤泥高频筛过滤的煤泥水。
浮选工艺流程具体如下:浮选的入料汇聚至缓冲池,通过缓冲池泵输送至缓冲池来保证来料均匀,通过调节液动闸板门分别进入带有雾化盘的矿浆预处理器进行分选,最后进入浮选机进行浮选,得到尾矿和精矿,精矿进入精矿池,尾矿进入浓缩机,最后进入脱水设备进行脱水。
选定浮选工艺可以较好的减少浮选中间环节,降低运行过程中可能出现的故障几率,实现自动化,同时浮选的入料方式选定为泵给入缓冲槽,再进入带有雾化盘的矿浆准备器,使得矿浆充分融合,由于浮选机气泡的存在,形成的一层泡沫层便于分选。为了进一步加强分选效果,在运行过程中加入捕收剂和起泡器,提升浮选效果。
2 浮选控制系统结构设计
目前我国的浮选控制系统种类众多,各系统间呈现分散的特点,浮选没有整体的系统,造成浮选工艺复杂。浮选的整个过程各项工作较为依赖人工,造成浮选的精度不高[2]。文中提出了浮选控制系统设计方案,其结构示意图如图1所示。
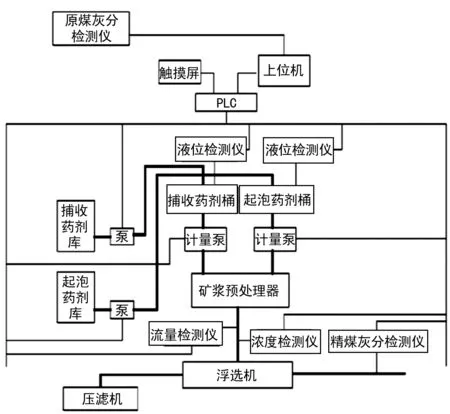
图1 浮选控制系统的结构示意图
由图1可看出,浮选控制系统工作流程如下:①通过安装传感器将浮选入料浓度、入料量等参数信息进行收集并通过PLC传输至系统的上位机,上位机通过分析料灰及精煤的参数,初步得到预测的加药量;②上位机将传感器采集到的物料信息进行汇总,利用自带的MATLAB软件对数据进行相应的整理,得到尾矿的灰分曲线;③此时通过MATLAB软件分析的灰分信息对初步预测加药量进行修正,得到计算加药量,通过PLC将加药量信息进行传输,达到精准加药的目的[3]。
浮选的入料浓度、入料的灰分及流量等是影响浮选的重要因素,浮选的控制策略采用前馈-反馈控制,入料的矿浆为控制目标,系统浮选过程中的捕捉剂量和起泡剂量为给定量,精煤灰的灰分输出量、入料矿浆流量等为变量,以此达到浮选精准控制。
3 控制系统硬件设计
保证浮选控制系统的稳定运行需要良好的硬件配置,考虑到选煤厂工作环境恶劣,所以在选定硬件时需要具备较好的抗干扰能力,文中浮选控制系统的硬件设备如图2所示。
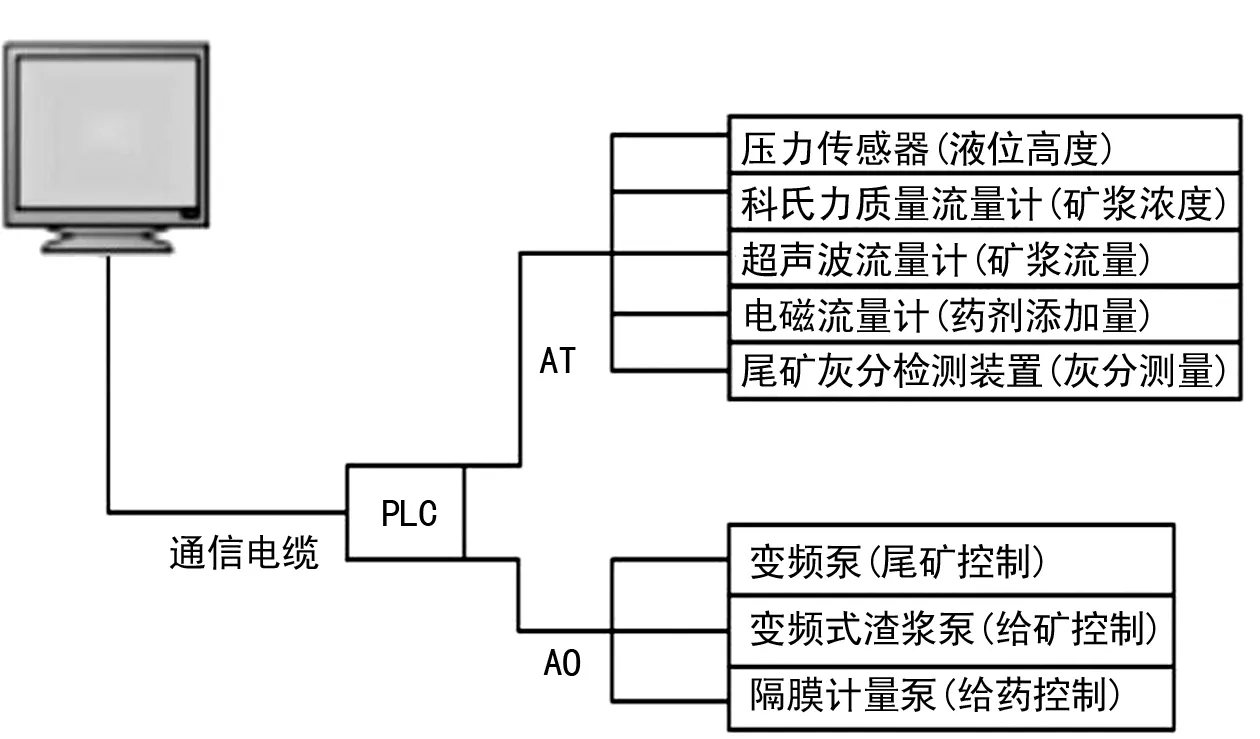
图2 选控制系统的硬件设备图
在对入料口粗泥水浓度进行检测时,为保障测量准确需要选定接触式传感器,其工程量程为0~300 g/L,一般来说传感器的灵敏度越高,采集的信号越准确,但考虑到外部噪音对于传感器灵敏度的干扰影响,所以选定高信噪比的传感器,文中选定CUM223浓度传感器[4]。
对PLC控制器和控制单元进行设计,选定S7-300PLC作为下位机,S7-300PLC具备有抗干扰能力强、兼容性高等优势,通过与现场设备及传感器等监测,对工作状态下的各项参数检测、逻辑分析及故障报警,通过组态软件实现图元组态、可视化图表组态、数据库组态。PLC系统由多个模块组合而成,主要模块包括CPU模块、电源模块、模拟量输出输入模块、通讯模块等,每个模块的硬件配置如表1所列。

表1 PLC模块的硬件配置
4 浮选控制系统软件设计
浮现控制系统软件设计步骤如下:①建立工程目录,存放相关文件;②添加硬件设备及使用过程中的变量因素,如I/O变量和内存变量;③设计图像画面和绘制监控画面对工作进行动态监控;④编辑程序,完成上机位操作的控制语言;⑤对系统报警和历史数据及用户进行调试;⑥对上述过程进行保存,对所有程序进行检查,投入使用[5]。
选用工业控制计算机为系统的上机位,与组态软件进行结合,对系统运行进行控制。上机位对运行过程中的模拟量进行监控,并给出变化趋势,定期对数据进行分析对比。选定上位机后选定STEP7进行编程,对系统的变量转换、传感器数据采集、动态设备控制、电机信号采集等进行编程,同时对PLC参数硬件的组态等进行设置。
完成软件设计后对浮选系统的人机交互界面进行设置,选用Wince组态软件进行上位机监控系统的设定,主要功能:①上位机监控系统包括硬件设备的监控,对浮选过程的控制参数及设备状态进行检测;②故障报警系统,当发现现场设备出现故障时发出故障报警;③故障报警查询功能,对报警功能进行查询,方便后续查询;④Web网络发布系统,通过账号密码登录实时监控系统运行。Wince功能结构图如3所示。上位机监控系统采用Wince组态软件,监控功能页面由数据查询、系统运行、系统管理等界面组成,同时页面运行可选定自动或手动操作[6]。
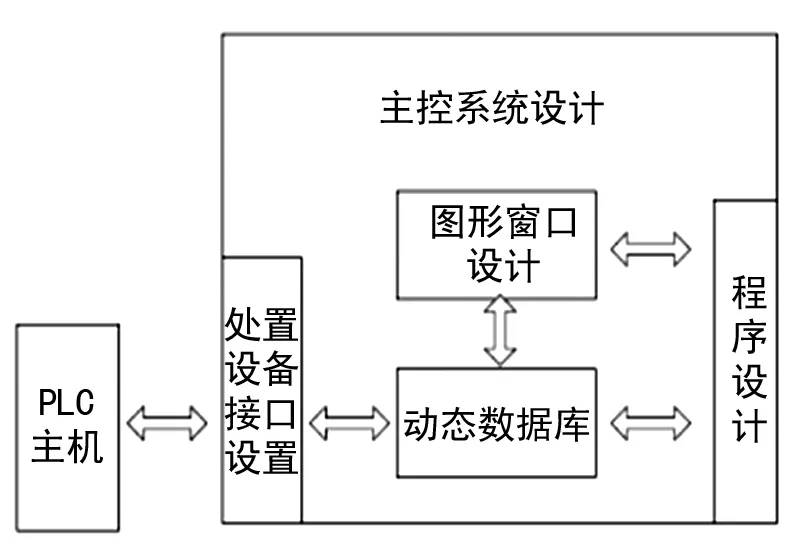
图3 Wince功能结构图
信号的通讯方式选定为西门子S7-300,其能够与上位机、PLC、现场设备等进行通讯,现场设备主要通过电缆进行连接,通过电信号进行数据量的采集及输出。在与上位机的连接主要选定PPI、TCP等协议,通过CPU模块实现通讯。与PLC通讯的方式主要是利用主从站,利用DP、MPI接口进行通讯。
5 应用效果
浮选控制系统设计改造投入使用后,降低了劳动强度,消除了安全隐患,操作方便,提高了工作效率,可保证产品质量和生产的连续性,净化了系统。药剂消耗平均为0.56 kg/t干原煤,比改造前的1 kg/t干原煤降低了0.44 kg/t干原煤,按每月吨干原煤5万吨计算:一月就节约费用17.6万元,一年创造经济效益约211万元。浮选自动控制系统的改造为后续选煤厂高效工作提供一定的参考,值得应用推广。
