焊接电流对304不锈钢焊条电弧焊焊接接头的影响
2021-09-11程艳艳
程艳艳,罗 旭
(吉林化工学院机电工程学院,吉林 吉林132022)
不锈钢具有较好的耐蚀性,在我国其使用量占钢的一半以上[1-3]。304不锈钢不仅耐蚀性好,而且具有较好的塑性和韧性,在不锈钢中应用最广泛[4-5]。304不锈钢焊接时通常会产生晶间腐蚀、点蚀等问题[6-8]。为了研究焊接参数对不锈钢焊接质量的影响,本研究以8 mm的304不锈钢为母材进行焊条电弧焊,分析了不同焊接电流对焊接接头组织和硬度的影响。
1 试验材料、设备及参数
1.1 试验材料
304不锈钢进行焊条电弧焊时,焊条牌号选用A101,直径为2.5 mm。304不锈钢的化学成分如表1所示,焊条A101的化学成分如表2所示。对304不锈钢进行焊条电弧焊,试样如图1所示。

表1 304不锈钢的化学成分
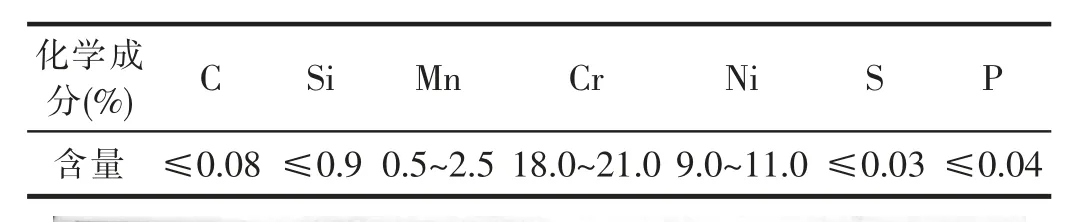
表2 A101型焊条化学成分

图1 304不锈钢焊接试样
1.2 试验设备
焊条电弧焊选用ZX7-400直流电焊机,如图2所示。选用如图3所示的金相显微镜进行组织观察,硬度分析选用HVST-1000型显微维氏硬度计,如图4所示。

图2 ZX7-400型焊机

图3 金相显微镜

图4 HVST-1000型显微维氏硬度计
1.3 试验参数
母材厚度为8 mm,因此需要开坡口,才能保证焊接质量。为了加工方便,坡口形式为V形,坡口角度为60°,钝边为1.5 mm[9]。根据经验,每层焊缝的厚度为焊条直径的0.8~1.2倍时焊接质量好,综合考虑母材厚度和焊条直径等因素,本次试验需要焊接3层,分别为打底、填充和盖面层。焊条电弧焊电压选用20 V,焊接电流分为3组,每组中的打底、填充和盖面层的焊接电流各不相同,具体数值如表3所示。

表3 不同的焊接电流 单位:A
2 试验结果分析
2.1 金相分析
304不锈钢焊条电弧焊的3组打底层焊缝金相组织如图5所示,放大倍数为400倍。可以看出不同焊接电流的打底层焊缝基体均为奥氏体+δ铁素体(黑色),奥氏体边界处有析出的黑色点状碳化物[10-11]。焊缝在凝固过程中从液相中析出铁素体,然后奥氏体依附铁素体形核,并围绕铁素体长大。焊缝处主要为柱状晶,柱状晶沿着温度梯度最大的方向生长,与熔合线垂直。

图5 打底层焊缝金相组织
如图6所示为3组填充层焊缝金相组织。可以看出不同焊接电流的填充层比打底层焊缝基体中奥氏体含量增加,δ铁素体含量减少。这是因为打底层对其有预热作用,盖面层对其有后热作用,故组织分布更为均匀。

图6 填充层焊缝的金相组织
3组盖面层焊缝金相组织如图7所示,盖面层为最后一层焊缝。可以看出不同焊接电流的盖面层焊缝有碳化物析出,枝晶相对大些,组织分布均匀性较填充层差些。

图7 盖面层焊缝的金相组织
从图5~图7的3组焊缝的金相组织分布来看,第3组焊接电流的焊缝组织分布更为均匀,晶粒更细小。
2.2 硬度分析
对304不锈钢焊接接头的维氏硬度进行分析,因为硬度对表面性能影响较大,分析不同焊接电流的盖面层维氏硬度,如图8所示。

图8 盖面层焊接接头的维氏硬度
从图8可以看出,焊接接头的焊缝、熔合区、热影响区的维氏硬度差别较大。不同焊接电流的3组盖面层焊接接头的维氏硬度值都是随着与焊缝距离的增加,先增加后减小的[12],即维氏硬度值从焊缝到熔合区和热影响区呈上升趋势,从热影响区到母材呈下降趋势,直至达到母材硬度。第3组盖面层焊接接头的维氏硬度值较其他2组的略大,这可能是因为填充层对盖面层预热作用,温度越高,预热作用越明显,并且焊接电流也会影响着熔池结晶,晶粒更细小、均匀的缘故。
3 结论
综上所述,不同焊接电流对304不锈钢的焊条电弧焊焊接接头组织和硬度的影响,结论如下:
1)不同焊接电流的304不锈钢的打底焊、填充焊和盖面焊焊缝处主要由奥氏体+δ铁素体组成。
2)分析3组焊接电流的焊缝组织和硬度,电流为打底层70 A、填充层90 A、盖面层85 A时304不锈钢的焊接接头晶粒更细小,组织更均匀,硬度更大些。
