基于宏程序编程的变距螺纹加工*
2021-09-11李贵红巴宝莲王新民
杜 昕,李贵红,巴宝莲,王新民
(兰州职业技术学院,甘肃 兰州730070)
0 引言
物料传递、塑料和饲料加工机械等特定行业,变距螺纹的使用尤其广泛[1],而且对这类零件的加工精度要求越来越高。现今,变距螺纹加工普遍采用普通车床加工,效率低,精度差,这已成为阻碍变距螺纹广泛应用的主要因素之一。
课题组基于宏程序编程,利用数控车床加工变距螺纹,保证了加工精度,极大地提高了生产效率,对增加企业效益、行业持续发展具有十分重要的意义。
1 变距螺纹
普通螺纹螺距都是相等的,但变距螺纹的螺距沿轴线方向逐渐有规律地变化。变距螺纹有等槽宽和等牙宽两种形式[2],如图1、图2所示。
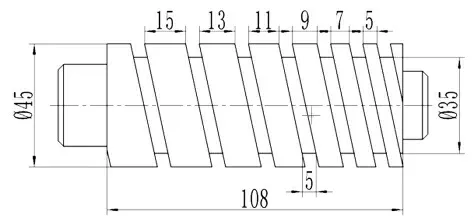
图1 等槽宽变距螺纹

图2 等牙宽变距螺纹
2 变距螺纹加工
目前,对于变距螺纹的加工,行业普遍采用普通车床加工。主要有两种加工方法:一种是采用手工拟合方式进行加工,这对机床操作人员的技术要求很高,且加工精度难以保证;另一种是利用凸轮变速机构进行变速,使得普通车床能达到变距效果,但需要制作特殊辅助件,且加工效率低[3-5]。
3 变距螺纹宏程序编程
华中HNC-21T数控系统,虽然没有配备专门的变距螺纹加工指令,但其配备了强有力的能够进行算数运算、逻辑运算等类似高级语言的宏程序功能[6-7],课题组以基于宏程序编程的等槽宽变距螺纹的加工为例。
3.1 G32指令格式及含义
在华中数控系统中,螺纹切削指令格式为:G32 X(U)__Z(W)__F__。
这说明:X、Z为绝对编程时,有效螺纹终点在工件坐标系中的坐标;U、W为增量编程时,有效螺纹终点相对于螺纹切削起点的位移量;F为螺纹导程,即主轴每转一圈,刀具相对于工件的进给值,单线螺纹的导程和螺距数值相等。
3.2 编程思路
对于等槽宽可变导程螺纹,加工时赋予一个随螺纹长度的增加而变化的变量,例如,设螺纹加工长度为变量1,导程为另一个变量2,将变量1和变量2根据零件要求建立联系,通过螺纹导程的变化驱动螺纹加工长度的变化,从而实现可变导程螺纹的加工。
3.3 等槽宽变距螺纹加工
加工如图3所示的某型橡胶挤出机的挤出杆等槽宽变距螺纹,螺纹有效长度50 mm,大径40 mm,小径36 mm,槽宽3 mm,最小螺距8 mm,每转螺距增量为1 mm。
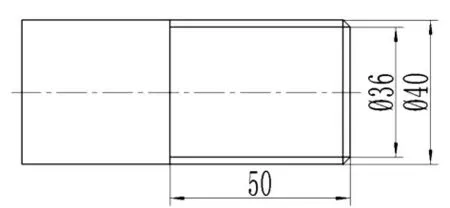
图3 挤出螺杆(等槽宽变距螺纹)
3.4 数值处理
1)编程中采用两个循环语句,第一个循环语句WHILE #1GE#2控制直径的变化,即螺纹切削深度,变量计算#1=#1-0.2表示每层切深0.2 mm;第二个循环语句WHILE #4GE[-50]控制变距螺纹加工,#3=#3+1表示每车削完成一个导程的螺纹,螺纹导程增加1 mm,即每转螺纹导程增加1 mm,#4=#4-#3反映了一个导程螺纹加工完成后下一个导程中螺纹终点坐标。
2)大导程螺纹加工中,切入位置机床切削用量变化激烈,会出现乱牙现象,故引入初始螺纹导程,为方便编程,设初始螺纹导程为7 mm。
3.5 程序编制
根据图3零件图,用宏程序编写的等槽宽变距螺纹加工程序,如表1所示。
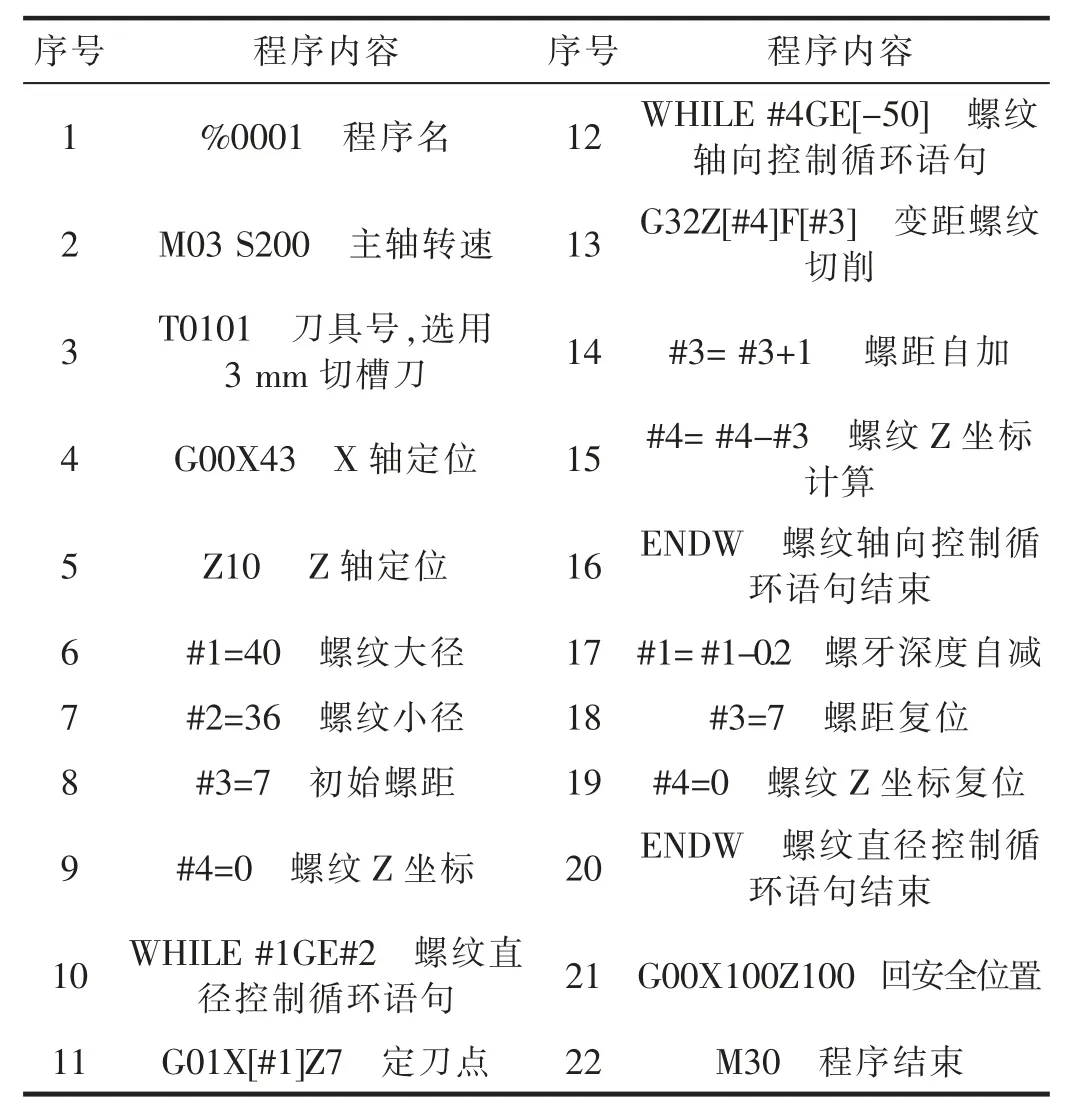
表1 等槽宽变距螺纹加工程序
3.6 注意事项
1)根据不同的加工要求,选用不同宽度的切槽刀。2)变距螺纹加工中,螺纹定刀点不可以随意改变,特别是Z坐标,否则会导致螺纹乱牙。
4 等牙宽变距螺纹加工
以上为等槽宽变距螺纹加工,对于等牙宽变距螺纹的加工,其编程思路及方法和等槽宽变距螺纹基本相似,如果将图3挤出螺杆改为等牙宽变距螺纹,则如图4所示。
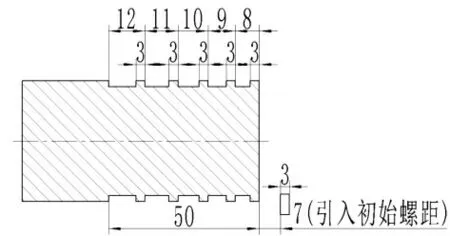
图4 挤出螺杆(等牙宽变距螺纹)
引入初始螺距7 mm,有效螺纹长度50 mm,牙型宽3 mm,螺牙高度2 mm,最小螺距和最大螺距分别为8 mm和12 mm,每转螺距增量为1 mm,选用刀宽为3 mm的切槽刀进行加工。
螺纹槽宽余量计算:初始螺距7 mm-槽刀宽度3 mm-螺纹牙宽3 mm=1 mm。因此,余量可分两次加工,每次吃刀量0.5 mm,可以通过子程序调用实现。
等牙宽变距螺纹加工和等槽宽变距螺纹加工相似,也采用两个循环语句,第一个循环语句WHILE#1GE#2控制直径的变化,即螺纹切削深度;第二个循环语句WHILE #3LE12控制变距螺纹加工。和等槽宽变距螺纹加工不同的是,等牙宽变距螺纹加工需要两次加工去除槽宽余量,可以将变距螺纹加工编制成子程序,槽宽余量去除通过设置不同的起刀点并调用子程序进行处理。等牙宽变距螺纹具体加工程序,如表2所示。
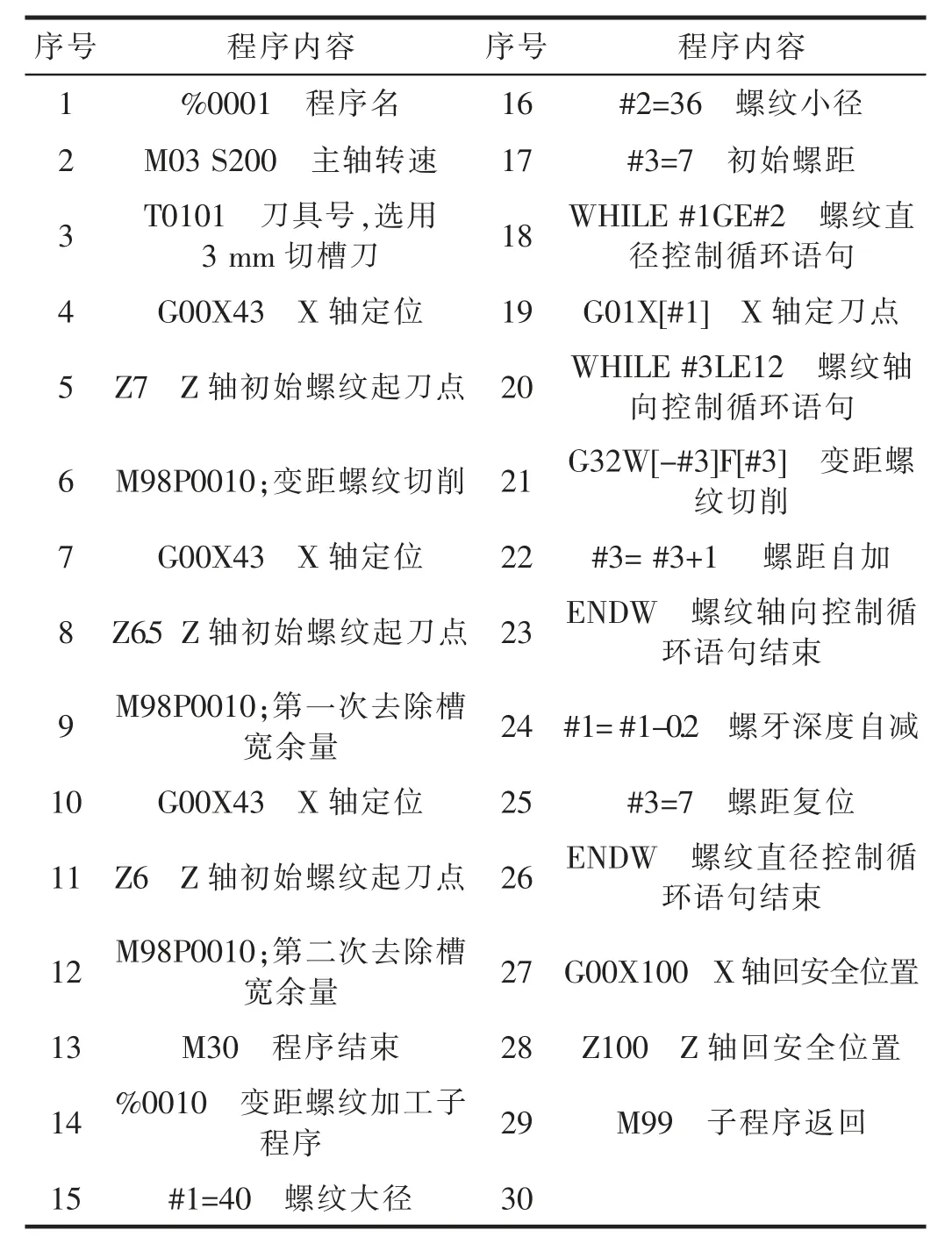
表2 等牙宽变距螺纹加工程序
5 结语
当前,行业内较普及的是如华中数控机床等经济型数控机床,功能单一,且不同的系统功能也不统一。但是,宏程序在变距螺纹加工中应用尤为广泛,发挥着十分重要的作用,特别是一些早期的、系统版本较低的数控机床,通过其提供的宏程序,可以弥补加工中的功能缺失和局限,解决加工生产中的障碍和难题,非常适合于单件小批量复杂零件的试制和加工。此外,CAXA制造工程师、MasterCAM等计算机辅助设计与制造软件也可以实现变距螺纹加工,目前,在企业中逐渐得到应用[8-11]。
大部分数控系统中如螺纹加工等固定循环指令都是通过宏程序开发的。作为数控机床编程与操作人员,熟练掌握宏程序编程思路、方法及技巧,能够基于宏程序对数控系统进行二次开发,从而有效提高企业的生产效率和经济效益。
