GH901基体表面等离子喷焊司太立6#合金层的组织与性能研究
2021-09-10陈兴东郭维华杨建平郭洋王大勇黄丽
陈兴东 郭维华 杨建平 郭洋 王大勇 黄丽









摘要:随着汽轮机设计参数的日趋提升,对高温材料及相关的表面改性技术的需求也日趋强烈。GH901材质及其氮化、熔覆的零部件也广泛地应用于抗高温氧化、耐高温磨损的工况。通过使用等离子喷焊(PTA)方式,在GH901材质上进行单层或双层喷焊司太立合金试验,研究了焊接单层及双层司太立合金对焊接接头热影响区组织性能的影响。结果表明,采用PTA方式进行堆焊司太立时,接头熔合线处易形成较大的成分扩散区,且在扩散区晶界及晶内产生大量的TiC等析出相,且随着两层焊接热循序,焊层与基体间的扩散区宽度增大,析出相的数量和尺寸均增加。
关键词:等离子喷焊;TiC;司太立6#合金;GH901
中图分类号:TG457 文献标志码:A 文章编号:1001-2003(2021)03-0076-08
DOI:10.7512/j.issn.1001-2303.2021.03.14
0 前言
GH901材料属于 Fe-43Ni-12Cr系的高温合金,是利用添加Al,Ti元素形成金属件化合物γ' [Ni3(Ti,Al)]来沉淀强化,同时采用Mo元素来固溶强化的镍铁铬基高温合金[1]。该合金在700 ℃时具有优良的抗氧化性能和较好的高温强度,主要用于航空发动机、燃气轮机以及汽轮机阀门中的高温部件的制造。目前,随着电力行业汽轮机设计参数的日趋提高,其主蒸汽温度已经接近650 ℃甚至更高。因此很多核心部件开始使用GH901材料,并采用相应的表面改性工艺来提升该材料的高温抗氧化、耐冲蚀等性能,如司太立合金的喷涂、熔覆等。司太立合金组织稳定性高,具有优良的高温抗氧化性能和热强度,且在应力条件下具有良好的耐汽蚀性能,被广泛用于航空、汽车、高温化工等工业阀门密封面、内燃机气门、汽轮机末级叶片防水蚀等方面的堆焊,应用效果良好[2-3]。
文中通过在GH901材质表面进行单层及两层的司太立合金的等离子喷焊,以研究等离子喷焊的次数对焊接接头热影响区组织性能的影响。
1 试验过程
1.1 试验材料
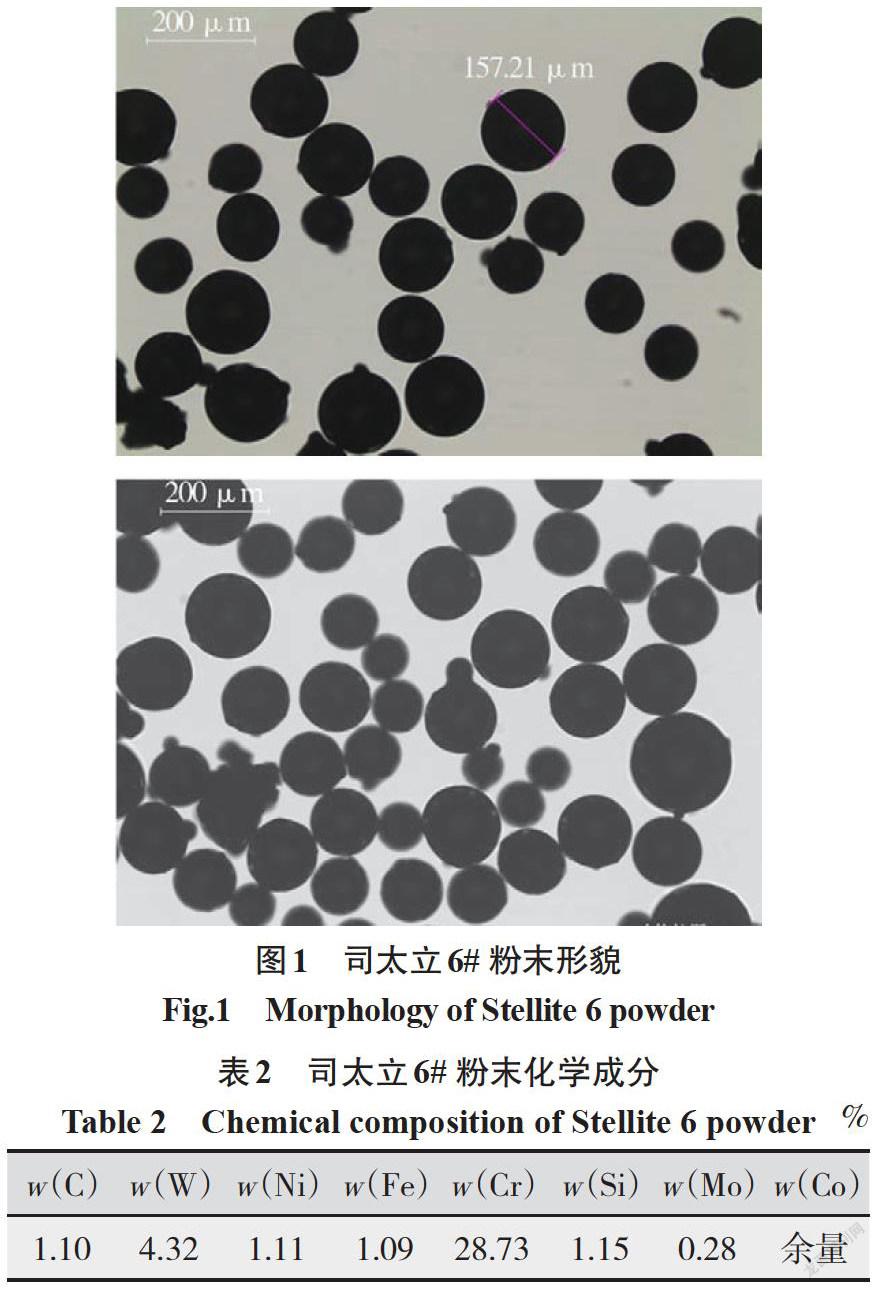
试验材料为GH901,固溶态,1 070 ℃/3 h,水冷,其化学成分见表1。等离子喷焊使用司太立6#合金粉末,粒度80~270目,粉末形貌如图1所示,化学成分见表2。
1.2 试验过程
采用东汽自主研发的等离子粉末喷焊设备,以及250型同轴送粉的等离子喷焊枪,分别在GH901基体上喷焊一层(记为1#试样)和两层司太立6#合金(记为2#试样),送粉气、离子气、保护气均为99.999%氩气,送粉量32~38 g/min。焊前使用天然气进行400 ℃预热,焊后进行相应热处理。主要焊接参数见表3。
焊后热处理采用电阻炉加热,去应力热处理后对试板用线切割进行取样分析,分别对焊接接头热影响区、熔合线、焊层进行金相组织(40MAT显微镜)、显微硬度(标乐5112维氏硬度计)分析,使用扫描电镜(BRUKER EDS)重点对熔合线附近的热影响区、熔合区的析出相、元素扩散情况等进行了分析。
2 试验结果及分析
2.1 硬度分布
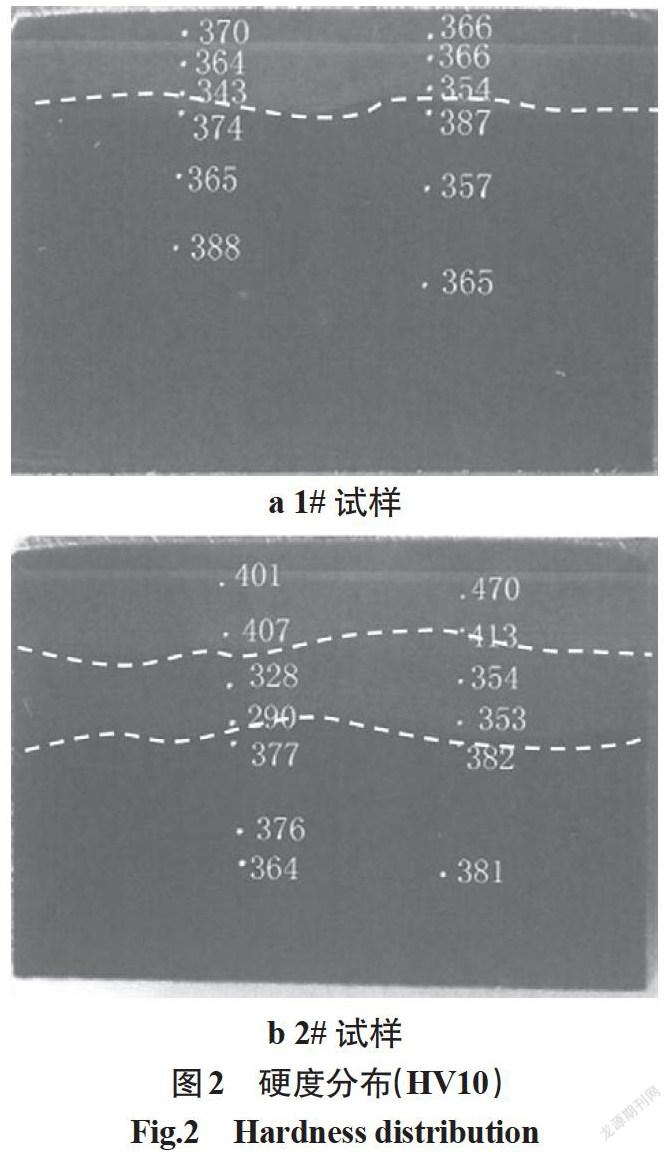
一层与两层等离子喷焊司太立6#合金的熔覆层横截面的维氏硬度测试结果,如图2所示。
1#试样:焊层厚度约为2.5 mm,硬度约为343~370 HV10,熔合线处焊层硬度最低,说明该焊层仍然处于被母材稀释状态。
2#试样:焊层厚度约为4.5 mm,第一层焊层厚度约为2.5 mm,硬度290~354 HV10,说明该层为稀释层,因此硬度偏低。另外,底层司太立合金在与基材的熔合线处硬度变化较大(290~353 HV),显著低于母材硬度和司太立合金硬度,说明该区域存在元素的扩散及焊接热循环影响引起的组织结构变化的可能。第二层焊层厚度约为2 mm,硬度407~470 HV10,说明该焊层已逐步过渡到纯司太立层,硬度与司太立6#合金标称硬度相符。
基材热影响区宏观硬度350~380 HV,与基体硬度差异不大。
2.2 组织分析
2.2.1 金相组织分析
1#、2#试样金相组织如图3、图4所示。由图可知,PTA喷焊一层时,由于基体温度较低,熔池温度梯度大且规则,结晶的驱动力强,结晶速度更快,因此能使得结晶的Co的固溶体枝晶易于在垂直于温度梯度方向生长且更加有序,枝晶也更长(见图3a、4a)。当进行第2层喷焊时,由于焊接间隔时间短,基体温度持续升高,除了电弧对枝晶的搅拌使其细化的作用外[4-5],熔池的温度梯度更大且多向不均匀分布,因此形成的枝晶更加细小和无序。
母材热影响区:其组织为奥氏体+少量析出相的过热组织。析出相分布在晶粒晶界、晶粒内部,呈现颜色深浅不同的颗粒或块状形貌,大小以5~10 μm的居多,且两层焊接比一层焊接趋于增多(见图3f、图4f)。这些化合物在OM观察条件下,呈颜色深浅不一的特征。
熔合线:由于等离子能量更为集中,且两层焊接时热输入更大,因此扩散效果更为强烈,焊层金属与母材交织扩散区更宽,熔合线较单层时也变得曲折(见图3e、4e);另外也可以看出,PTA喷焊两层时,母材侧形成的颗粒状化合物更趋于向晶界富集,且数量更多。由图4e、图3f可知,在熔合线处有部分的焊层金属向母材奥氏体晶界、晶內渗入。
焊层:为典型的司太立合金组织,由枝晶状的Co-Cr固溶体基体和枝晶间的共晶组织(碳化物)构成,其枝状晶也沿着温度梯度的方向生长。
2.2.2 热影响区析出相分析
使用扫描电镜分析熔合线处,以研究熔合线处母材热影响区的析出相情况,如图5所示。由图可知,PTA喷焊两层时,热影响区析出相较PTA喷焊一层时更多,且析出相的尺寸也由单层喷焊时的8~15 μm增加到双层喷焊时的23 μm。这说明析出相在两层喷焊的热循环过程中出现了富集长大的趋势。
何朋飞等人[6]认为,在热影响区内析出的块状的黑色颗粒物为Ti2(SC),白色块状物为富Ni相、富Mo相和碳化物组成。董健[7]研究认为,该化合物主要是TiC,为一次或二次碳化物,是在热处理或长期时效时形成的。当该碳化物含量适当时,能起到阻碍晶粒长大和晶界滑移的作用[8],但若控制不当,将会导致合金力学性能和工艺性能下降。王怀柳[9]等人通过EDS及XRD等分析认为,该沿晶界析出的相主要是(Ti,Mo)C等化合物,该(Ti,Mo)C型化合物是在760~803 ℃时效时产生,且需要较高温度和较长时间才能溶解。文中试样均使用超过700 ℃的热处理温度,显然也未能将其溶解。裴丙红[10]研究指出,所有的二次析出相能完全溶解的温度为1 070 ℃,远远高于文中700 ℃热处理温度。
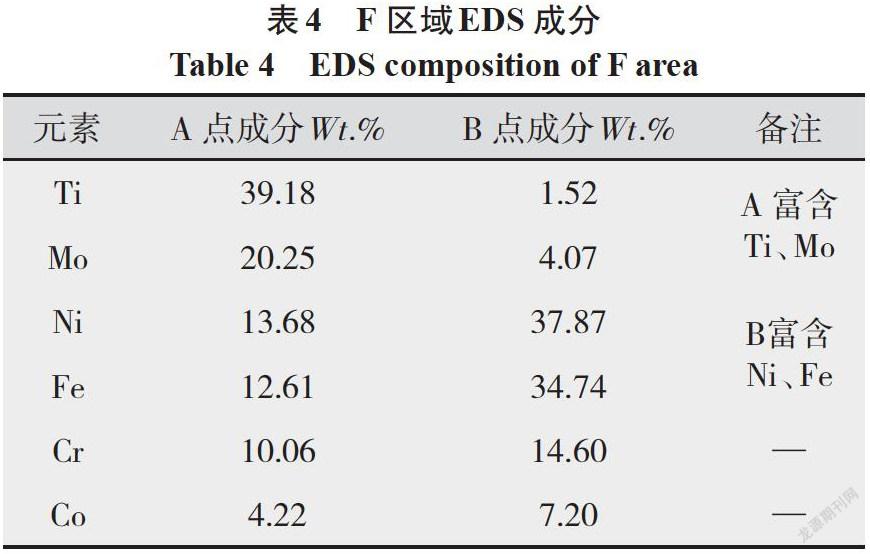
使用EDS对2#试样基材熔合线附近热影响区的块状相进行分析(见图5b中F区域),具体如图6所示,成分如表4所示。由图6可知,奥氏体晶界处布满的白色析出相主要为富Ti、富Mo化合物,且呈连续带状分布,宽度约为2~4 μm。由EDS成分分析来看,其成分符合王怀柳[9]等人的分析结果,即该析出相为(Ti,Mo)C型化合物,该化合物应该是在焊接过程中产生的。另外,基体组织奥氏体晶内主要成分为Ni、Fe元素,Ti元素含量极低。
分析原因:由于从焊接一层到焊接两层,冷却速度变慢,基体温度急剧升高,高于时效温度,沉淀硬化相开始析出。同时高温使原子扩散能力也趋于增加,加之焊接接头在高温段内的停留时间延长,进而为析出相的生长、富集、长大提供了结晶动力,于是析出相(Ti,Mo)C的数量和尺寸都增加。
对此有文献指出,C含量增加,会形成更多的(Ti,Mo)C,而TiC的结合要消耗掉主要的强化元素Ti,这会使得γ'相数量减少,弱化合金[11],因此要控制C含量。Yin等人[12]也提出碳化物的析出量和析出形态均会对合金力学性能产生重要影响,弥散分布且尺寸较小的碳化物形貌是最优的。
2.2.3 熔合线元素扩散分析
1#和2#试样熔合线附近约800μm范围内的微观金相和EDS线扫描数据如图7、图8所示。由微观照片可知,析出相明显在熔合线两侧分布得更多。
由图7可知,基材的热影响区元素成分起伏较为均匀;在司太立合金侧,Cr元素与Co元素的分布曲线波峰波谷呈现上下对称形态,对该Cr、Co波峰处A区(图8中A区)组织进行面扫描(见图9),表明波峰、波谷是由于Co-Cr的固溶体和固溶体枝晶间的富Cr化合物(如Cr23C7等)引起的[13];其次,Fe、Ni元素从基材含量减少至0.5脉冲单位以下,扩散距离约为150μm。其他元素在司太立合金一侧的分布相对规则,而波峰波谷主要与析出相的富集有关。
由图8可知,Fe、Ni的扩散距离约为250 μm,大于一层喷焊时扩散的距离,并与Ti、Cr元素的扩散距离一致。在司太立合金一侧,Cr、Ti、Co、Mo元素成分的起伏较一层司太立喷焊时的更为明显,说明两层喷焊时的焊接热循环对第一层熔合界面向基材推进、元素扩散会产生较大影响。这是因为两层喷焊时,第一层司太立合金与基体之间的熔合界面仅受到热循环的影响而没有参与等离子弧对基体的搅拌混合,而第一层与第二层之间除了等离子弧的搅拌作用外,还有更为强烈的热影响。因此焊接热循环是造成司太立合金与基体及第二层喷焊层的元素之间扩散增强、析出相增多的主要原因。此外,司太立合金层与GH901基体之间的成分差异较大,且元素扩散系数不同[14],也加剧了元素的扩散。司太立合金含C量较高,主要形成Cr23C6等共晶相;GH901含C量极低,这主要是为了控制Ti的碳、氮化物的形成和分布[15]。
根据菲克第一定律:
式中 J为扩散通量;D为扩散系数;dc/dx为体积浓度梯度。由式(1)可知,只要存在浓度梯度,原子就会扩散以达到成分均匀的目的[16]。这是高温热扩散的一个基本动力。
由此可知,GH901对焊接热循环非常敏感,两层焊接使得基体温度高于时效温度,导致元素扩散加剧,扩散区增大、沉淀析出相明显增加。
2.3 接头组织分区浅析
对于等离子熔覆时接头热场的分布,国内报道较多。刘岗[14]等人对等离子热场使用Ansys软件进行了模拟,研究得出:等离子束能量非常集中,温度梯度更大。尤其在光斑方向前端温度最高,等温线分布密集,而在移动方向熔池的后端,等温线稀疏。
本试验条件下,喷焊一层时,电弧对熔池的搅拌作用最为明显,形成较宽的搅拌扩散区,同时由于基体温度场的存在,元素在高温下的自由扩散同样存在,只是温度场持续时间短,因此扩散距离微小,热扩散区很窄,往往只有微米级。
喷焊两层时,第一层焊道合金层之间的热扩散区、搅拌扩散区在第二层焊接热循环下逐步增加,同时第二层喷焊合金又对第一层合金具有电弧搅拌作用,就使得整个焊接接头出现了4个热扩散区和2个搅拌扩散区。在它们的综合作用下,第一层司太立合金的稀释率增大,硬度下降。这说明第一层焊接时的热循环对于第一层司太立合金与母材之间的扩散影响较大,对热影响区的影响最大。
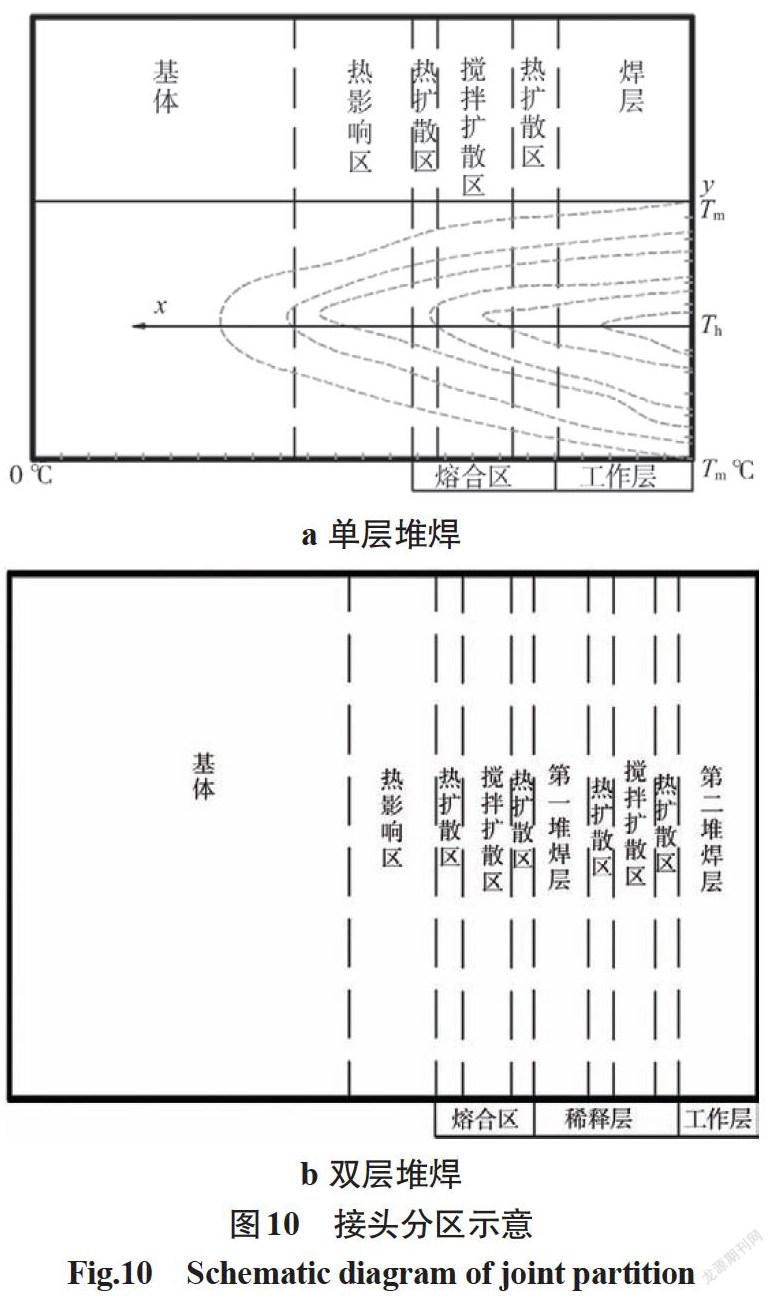
综合来看,喷焊接头区域与温度场示意如图10所示,即取焊道横截面进行分析:随着熔池中心的最高温度(Th)向基体内扩散,其中温度场沿着Tm→0(℃)轴逐步衰减,直至衰至0 ℃。由于温度场内光斑区温度最高,因此接头等温线稀疏的左侧,其元素的高温热扩散区小于右侧等温线密集区域。因此,可將焊接接头划分为焊层、热扩散区、搅拌扩散区、热扩散区和焊层5个分区,如图10所示。由图可知,对于沉淀硬化高温合金的表面改性或焊接,应使用较低的热输入和热循环次数,尽量减少热扩散区,才能获得较小的熔合区。
对于析出相的分布主要集中在熔合线两侧的扩散区,这可能是因为焊接过程中由于等离子弧对界面金属的搅拌作用使得元素激烈混合、扩散至熔合线的两侧,形成较大的成分梯度,具备析出相大量生成的成分及动力学条件,当基体温度超过时效温度且保持较长时间后,析出相开始大量析出、富集长大[15]。
4 结论
(1)采用PTA方式在GH901上进行司太立合金层的制备,在其熔合线基材晶界及晶内会析出碳化物相,且随着喷焊热循环次数的增加,熔合线处母材及喷焊层双方元素的相互扩散距离增加。两层喷焊时,该扩散区内硬度低于单层焊接时的。
(2)采用等离子喷焊司太立6#合金,在本次焊接热循环条件下,熔合线附近热影响区的晶界或晶内出现了粗大析出相,该析出相是在焊接高温热循环过程中形成的。
(3)在GH901基材上等离子喷焊司太立6#合金,两次焊接热循环对析出相的状态和分布有显著影响。与一层喷焊相比,两层喷焊时司太立合金元素与基体之间的高温扩散是其扩散区增大、析出相增多的主要原因。
(4)在GH901基材上喷焊司太立合金的过程中,热影响区形成的碳化物的含量及大小与焊接热循環的温度及次数、焊材的含碳量密切相关。
参考文献:
王怀柳,曾令军,刘永新,等. GH901合金的碳化物偏聚[J].钢铁研究学报,2003,15(7):409-501.
刘玉珍,桂业炜.司太立合金的性能及应用[J]. 机械工程材料,1992,16(6):1-2.
章友谊,孙学杰,冉传海. 1Cr12Ni2W1Mo1V不锈钢表面等离子堆焊司太立熔覆层的组织及性能[J].材料保护,2019,52(1):88-91.
周方明,钱乙余,张景,等.钽薄壁管GTA焊接接头晶粒细化机理[J].焊接学报,2006,27(6):41-44.
王威,轩福贞,缪竹骏,等.不同冷速下GH4169高温合金凝固过程的原位观察[J].机械工程材料,2011,35(9):64-71.
何朋飞,谢亿,屈国民,主汽阀阀杆GH901断裂分析[J]. 热加工工艺,2015(22): 232-234.
董健,GH901合金碳化物的研究[J].金属材料与冶金工程,2009,37(4):19-21.
张红斌,译,IN901合金的塑性,Incoloy 901 合金译文集.
王怀柳,曾令军,刘永新,等.GH901合金的碳化物偏聚[J]. 钢铁研究学报,2003,15(7):409-501.
裴丙红.热处理对GH901合金的力学性能和晶粒组织的影响[J].特钢技术,2008,14(54):14-16.
王涛,郑振太,董天顺,等.脉冲TIG焊接工艺参数对Inconel 601H镍基合金焊缝晶粒大小的影响[J].焊接学报,2015,36(4):109-112.
秦人骥,揭念柱.大容量汽轮机末级动叶片防水蚀工艺分析[J].发电设备,2009(3):198-200.
岳龙,俞建荣,邓祎楠,等. TLP焊接工艺对接头界面元素扩散及力学性能的影响[J]. 热加工工艺,2016,13(45):26-28.
刘岗,胡永俊.高锰钢上等离子熔覆Ni60镍基合金的温度场模拟[J].电镀与涂饰,2016,6(35):326-327.
董健. GH901合金碳化物的研究[J]. 金属材料与冶金工程,2009,37(4):19-21.
陈国良.高温合金学[M]. 北京:冶金工业出版社,1988.
