镍基合金焊条ENiCrCoMo-1性能试验及微观形貌分析研究
2021-09-10张玮王林森彭芳芳
张玮 王林森 彭芳芳



摘要:对两个厂家的镍基合金焊条ENiCrCoMo-1进行了工艺性和熔敷金属性能对比试验,并对微观形貌进行了分析。试验结果表明,两个厂家的镍基合金焊条ENiCrCoMo-1工艺性能均良好,熔敷金属成分及力学性能均满足国标要求。此外,由于两个厂家镍基合金焊条ENiCrCoMo-1熔敷金属成分的差异,使其凝固树枝晶及析出相形貌和分布不同,从而导致其性能存在一定的差异。
关键词:镍基合金;焊条;微观形貌
中图分类号:TG 文献标志码:A 文章编号:1001-2003(2021)03-0047-04
DOI:10.7512/j.issn.1001-2303.2021.03.08
0 前言
随着新的节能减排政策的实施,能源和环境问题日渐突出。虽然国家大力倡导发展水电、核电、风电以及太阳能等绿色环保能源, 但是,由于我国的一次能源结构以煤炭为主,以煤炭为主体的火力发电仍然是我国电力生产的主体。因此,提高火力发电机组热效率,降低CO2、SOx以及NOx的排放量的需求日益迫切。
火力发电机组的效率主要取决于机组的参数,即蒸汽的压力和温度, 参数越高, 机组效率越高。但是,火电机组参数的提高需要能在高参数服役条件下长期、安全、可靠运行的材料。目前,国内高效的超超临界锅炉,主蒸汽温度已达623 ℃,达到了现有材料使用温度的上限,因此,现有材料已无法满足提高机组参数的要求。镍基高温合金因具有更好的高温强度、更长的蠕变疲劳周期和更好的耐蚀能力,有望取代传统的铁素体耐热钢成为新一代超超临界电站候选材料。
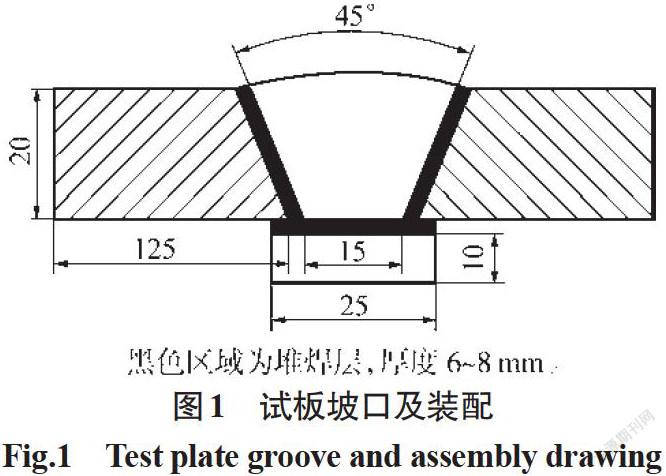
镍基617合金是一种以固溶强化为主的Ni-Cr-Co-Mo 型镍基高温合金,其化学成分如表1所示,已纳入美国ASME及中国GB标准。由于其具有较高的抗蠕变强度和优越的耐高温腐蚀性能,被列入蒸汽温度为650 ℃以上超超临界燃煤电站锅炉过热器、再热器以及集箱和主蒸汽管道候选材料。对于617合金母材,国内外都已进行了大量的试验研究,但对于其焊接以及焊接材料,尤其是焊条、埋弧焊焊丝和焊剂的研究报道较少,文中拟对617镍基合金焊条电弧焊用焊条ENiCrCoMo-1进行相关试验研究[1-6]。
1 试验材料及方法
1.1 焊条的选择
对于617合金的配套焊条,ASME BPVC.II.C-2017 SFA-5.11、BS EN ISO 14172:2015以及GB/T13814-2008都有相应的规定,国外知名焊材厂家(如伯乐、SMC)都有成熟的产品。根据调研分析,初步选择国外不同知名厂家的617镍基合金配套焊条ENiCrCoMo-1进行试验。
1.2 熔敷金属成分分析
按GB/T13814-2008分别采用不同厂家焊条ENiCrCoMo-1(φ3.2)堆焊熔敷金属试件,采用台式直读光谱仪测试熔敷金属化学成分,其结果如表1所示。
1.3 熔敷金属力学性能试验
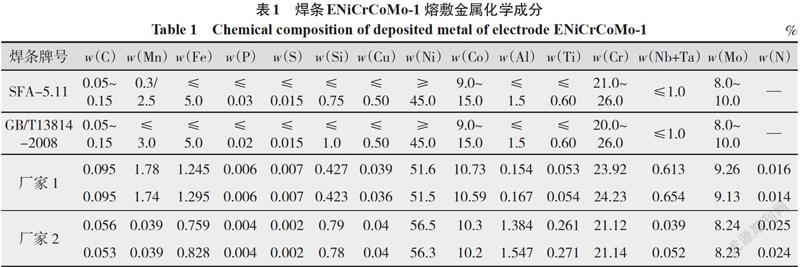
按GB/T13814-2008要求制备熔敷金属力学性能检验试件。试板材质为SA-387GR91钢板,规格为450×125×20,采用两个厂家的焊条ENiCrCoMo-1 φ3.2分别焊接试板,坡口如图1所示。焊接时,先施焊堆焊层,再填充完成试板焊接,焊接规范如表2所示。两个厂家焊条ENiCrCoMo-1熔敷金属力学性能检验结果如表3所示。由表3可知,两个厂家焊条ENiCrCoMo-1熔敷金属均具有较高的强度和良好的韧性,满足标准ASME IIC SFA-5.11和GB/T13814-2008规定,且有较大的裕量;厂家2焊条ENiCrCoMo-1熔敷金属的冲击功平均值为91.2 J,比厂家1的多113%,但其强度及硬度平均值比前者低6.3%、7.2%,厂家2焊条ENiCrCoMo-1具有更加优良的强韧性能。
1.4 熔敷金属金相组织分析
光镜及扫描电镜下熔敷金属组织如图2、图3所示,其微观组织均为A+析出相,热力学软件分析表明,析出相可为γ'(Ni3Al,Ti)、M23C6、M6C、μ相(Cr,Co,Ni,Fe,Nb)7(Mo,W)6、σ相(Cr,Mo)x(Ni,Co)y等。由图3可知,厂家1焊条ENiCrCoMo-1熔敷金属析出相呈团聚状,沿枝晶间分布,晶界较宽;厂家2焊条ENiCrCoMo-1熔敷金属析出相呈粒状,沿枝晶间均匀分布,晶界较细(图2箭头所示)。
1.5 熔敷金属断口分析
分析熔敷金属的拉伸试样断口发现,厂家1焊条ENiCrCoMo-1拉伸断口较平坦,而厂家2焊条ENiCrCoMo-1拉伸断口粗糙,存在多条二次裂纹。两个厂家焊条ENiCrCoMo-1熔敷金属拉伸断口微观形貌如图4所示。由图4可知,厂家1焊条ENiCrCoMo-1拉伸断口二次晶发达,撕裂岭少,枝晶间析出相多,韧窝浅而宽,而厂家2焊条ENiCrCoMo-1拉伸断口一次晶发达,撕裂岭多,析出物少,韧窝深且分布均匀。两个厂家焊条ENiCrCoMo-1熔敷金属冲击断口微观形貌如图5所示。由图5可知,厂家1焊条ENiCrCoMo-1冲击断口二次裂纹少,韧窝浅而宽;而厂家2焊条ENiCrCoMo-1冲击断口二次裂纹多,撕裂岭多,韧窝深且分布较均匀,与拉伸断口分析结果一致。
断口形貌分析表明,两种焊条熔敷金属无论在高速的冲击载荷还是单向恒载拉伸的作用下,断裂均沿熔敷金属树枝晶的晶间扩展,两种焊條熔敷金属均为胞状树枝晶,厂家2焊条ENiCrCoMo-1胞状树枝晶较细小,枝晶臂短;厂家1焊条ENiCrCoMo-1胞状树枝晶较粗大,枝晶臂长,使其更容易产生枝晶间偏析,析出相更易聚集,导致其性能的差异。
2 讨论
由表1可知,厂家1焊条ENiCrCoMo-1熔敷金属成分完全满足标准ASME IIC SFA-5.11和GB/T13814-2008,各合金元素含量基本处于标准规定的中间值。厂家2焊条ENiCrCoMo-1熔敷金属成分满足GB/T13814-2008,但C、Cr、Mo接近下限,Si接近上限;Mn、Si超出ASME IIC SFA-5.11的规定,C、Cr、Mo接近ASME IIC SFA-5.11规定的下限,而Al则接近上限,所以不满足ASME IIC SFA-5.11。
采用相同的焊接工艺下,对比两个厂家焊条ENiCrCoMo-1熔敷金属的成分,含Ni量较高的厂家2焊条ENiCrCoMo-1,除Ni以外的合金元素总量低于厂家1焊条ENiCrCoMo-1,两者最大的差别主要在合金元素C、Mn、Fe、Cr、Mo、Al、Ti上,厂家1焊条ENiCrCoMo-1含有较高的C、Mn、Fe、Cr、Mo,但Al、Ti含量很低,厂家2焊条ENiCrCoMo-1恰好相反,含有较低的C、Mn、Fe、Cr、Mo,但Al、Ti含量较高。Mo、Co为固溶强化元素,溶入奥氏体基体,达到固溶强化的目的;C能与合金元素形成碳化物,具有弥散析出强化作用;Al、Ti是γ'(Ni3Al,Ti)的形成元素,而γ'也是617合金的主要强化相;Cr、Al是重要的抗氧化元素;而Mn、Fe为控制加入微量元素。由此可见,两种焊条成分各有互补,均可用于617合金的焊接,但从成分上来看,厂家2焊条ENiCrCoMo-1高温强度可能更好一些。
两种焊条熔敷金属的合金元素含量差异,将会导致析出相的种类及含量不同,还需更深入的研究。
3 结论
(1)两个厂家焊条ENiCrCoMo-1焊接工艺性能良好,能够满足工程化应用的要求。
(2)厂家1焊条ENiCrCoMo-1熔敷金属合金成分满足GB/T13814-2008以及ASME BPVC.II.C-2017标准要求;而厂家2焊条ENiCrCoMo-1熔敷金属合金成分满足GB/T13814-2008要求,但不能满足ASME BPVC.II.C-2017标准要求。
(3)两个厂家焊条ENiCrCoMo-1熔敷金属力学性能指标均能满足国标GB/T13814-2008以及ASME BPVC.II.C-2017标准要求,但厂家1焊条ENiCrCoMo-1熔敷金属冲击韧性明显低于厂家2焊条ENiCrCoMo-1。
(4)在相同焊接工艺条件下,两个厂家焊条ENiCrCoMo-1熔敷金属成分的差异,使其凝固树枝晶及析出相形貌和分布不同,导致其性能的差异。
参考文献:
Sindo Kou. 焊接冶金学(第二版)[M]. 闫久春,杨建国,张广军 译,北京:高等教育出版社,2012.
葉建水,董建新,张麦仓,等. 700 ℃先进超超临界电站用617 和740 镍基合金焊接研究进展[J].世界钢铁,2013(4):63-72.
党莹樱,赵新宝,尹宏飞,等. A-USC 锅炉关键部件用候选合金金属间相特征[J].中国电机工程学报,2014(8):3983-3989.
李玉清,刘锦岩. 高温合金晶界间隙相[M]. 北京:冶金工业出版社,1990.
郭岩,周荣灿,侯淑芳,等.镍基合金的析出相及强化机制[J].金属热处理,2011(7):46-50.
邢希学,邸新杰.一种镍基高温合金熔敷金属的组织和性能[J].焊接学报,2014(9):73-76.
