焊缝金属对SUPER 304H奥氏体耐热钢焊接性的影响
2021-09-10孙咸
孙咸



摘要:综述了焊缝金属对SUPER 304H钢焊接性的影响。结果表明, SUPER 304H钢不同成分GTAW奥氏体焊缝的热裂纹倾向较大;焊缝中凝固裂纹倾向主要是受A凝固模式控制,而HAZ液化裂纹倾向的主要原因则与晶界析出相,以及铜的富集等因素有关。不同成分奥氏体焊缝接头的力学性能各异;合适的焊缝化学成分和优化的焊接工艺是获得满意接头综合力学性能的重要技术手段。不同成分形成的“ 同质 ”或“ 异质 ”焊缝,其微观组织皆为奥氏体+析出相。熔化焊焊缝为A凝固模式,非熔化焊的摩擦焊焊缝为AF凝固(相转变)模式。
关键词:焊缝金属;焊接性;SUPER 304H奥氏体耐热钢;热裂纹;力学性能
中图分类号:TG422;TG406 文献标志码:A 文章编号:1001-2003(2021)03-0037-10
DOI:10.7512/j.issn.1001-2303.2021.03.07
0 前言
与TP304H耐热钢相比,SUPER 304H钢的碳含量有所提高,Si、Mn、Ni、Cr含量有所降低,突出之处是新添了质量分数约3%的Cu、0.45%的Nb和一定量的N,并调整软化温度和固溶处理温度参数,获得细小的奥氏体晶粒,提高了钢的抗高温蒸汽氧化和腐蚀性能。同时,通过析出相(NbCrN、Nb(N,C)、M23C6和细的富铜析出相)強化,提高其蠕变强度,使用温度可高达650 ℃,已经在超临界和超超临界机组的过热器和再热器装置中获得应用。在实际工程应用中,SUPER 304H钢的焊接质量决定整体工程的质量。虽然现有的焊接材料和配套工艺基本能够满足制造要求,但这并不意味着在所有情况下焊接接头都能获得满意的焊接性。在一些情况下,焊接裂纹及其他焊接缺陷,在工艺评定或施工中时有发生,在运行中亦存在引发构件早期失效的危险性。迄今为止,涉及该钢焊接材料选用类型和牌号的文献已有共识,但专题性探讨焊缝成分对接头焊接性影响的文献罕见。为此,论文特意将焊缝金属类型与接头的工艺焊接性及使用性能相联系,探讨焊缝金属对接头焊接性的影响。该项工作对推动SUPER 304H钢焊接材料的开发、配套工艺的改进,以及工程质量的提升,具有参考价值和实用意义。
1 焊缝金属对SUPER 304H钢焊接热裂纹倾向的影响
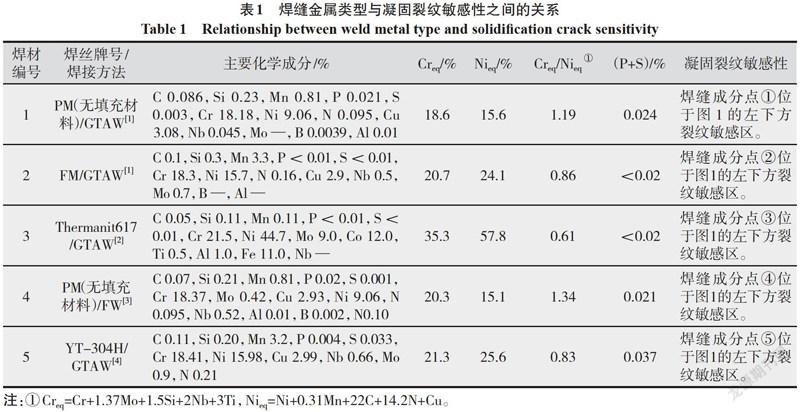
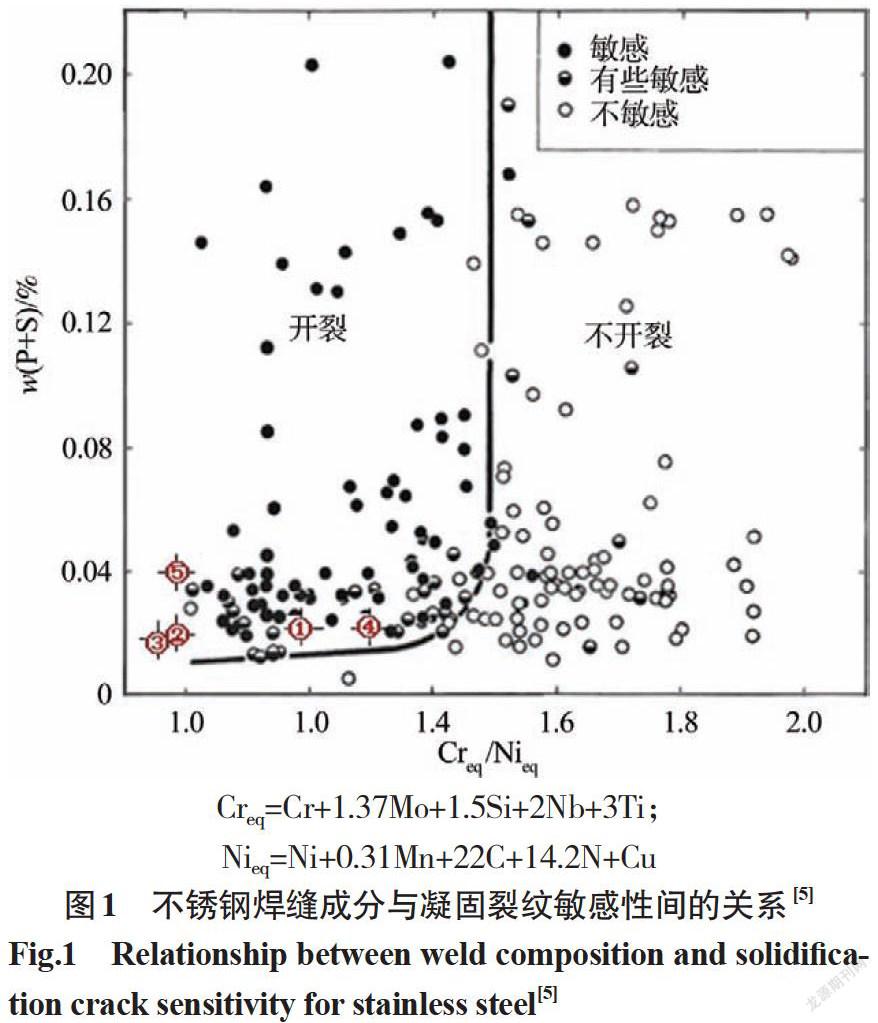
5种焊接材料焊接SUPER 304H钢时焊接热裂纹倾向的比较如表1所示,不锈钢焊缝成分与凝固裂纹敏感性间的关系如图1所示[5]。可以看出,图1中5种焊材(用红色带圈的数字标出)均位于图左下方、热裂纹曲线上方的裂纹敏感区。这表明,具有全奥氏体焊缝组织的5种焊丝对热裂纹都很敏感。具体到5种焊丝热裂纹敏感程度,可以通过焊缝金属凝固模式予以评价。借助于“ WRC-1992相组分图 ”,可以获知1、2、3、5号焊丝均为A凝固模式,唯有4号焊缝为AF凝固(相转变)模式。A模式凝固时,凝固晶粒边界很直,没有残留的铁素体,这使裂纹扩展容易得多。而在AF模式凝固时,沿相对光滑的奥氏体晶界生成了铁素体,结果相对全奥氏体凝固(A模式),在抗凝固裂纹能力上有所改进 (见图2)。可以认为,4号焊缝的抗热裂纹性能相对好一些。实际上,4号试件是摩擦焊固相连接接头,焊合区很窄,HAZ晶粒粗大倾向较小,同时力的因素(对接头施加压力)对防止接头热裂纹产生也是有利的。
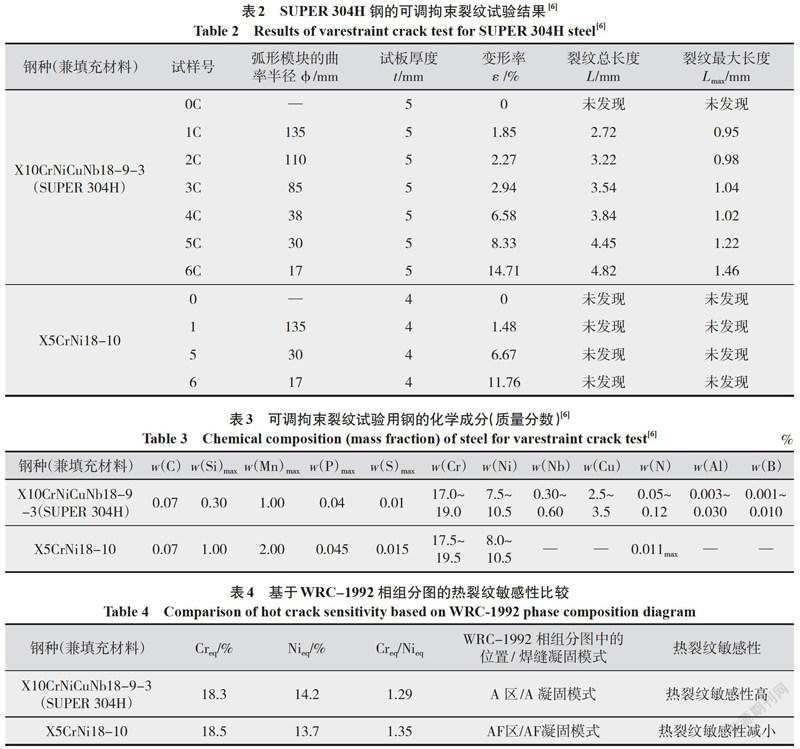
两种钢GTAW(不使用填充金属)可调拘束裂纹试验结果及试验用钢(兼填充材料)的化学成分分别在表2、表3中列出。可以看出,两种试件未施加变形焊接时,均未出现裂纹;即使小于2%的变形也会导致X10CrNiCuNb18-9-3钢焊缝出现裂纹;然而对于X5CrNi18-10钢,即使超过11%的变形也不会导致开裂。这表明,X10CrNiCuNb18-9-3钢焊缝比X5CrNi18-10钢焊缝更容易发生热裂纹。究其原因,可以从焊缝的凝固模式进行分析(见表4、图2):X10CrNiCuNb18-9-3钢焊缝是A凝固模式,而X5CrNi18-10钢焊缝是AF凝固模式。尽管这两种凝固模式都以奥氏体为初析相凝固,对凝固裂纹都敏感,但A模式凝固与AF模式凝固在细节方面存在差异。前者奥氏体晶界很平直,这使得裂纹的扩展容易得多。而后者可能有少量铁素体而不那么平直,对裂纹的传播或扩展形成阻力,相对而言,抗凝固裂纹的能力比前者有所提升。
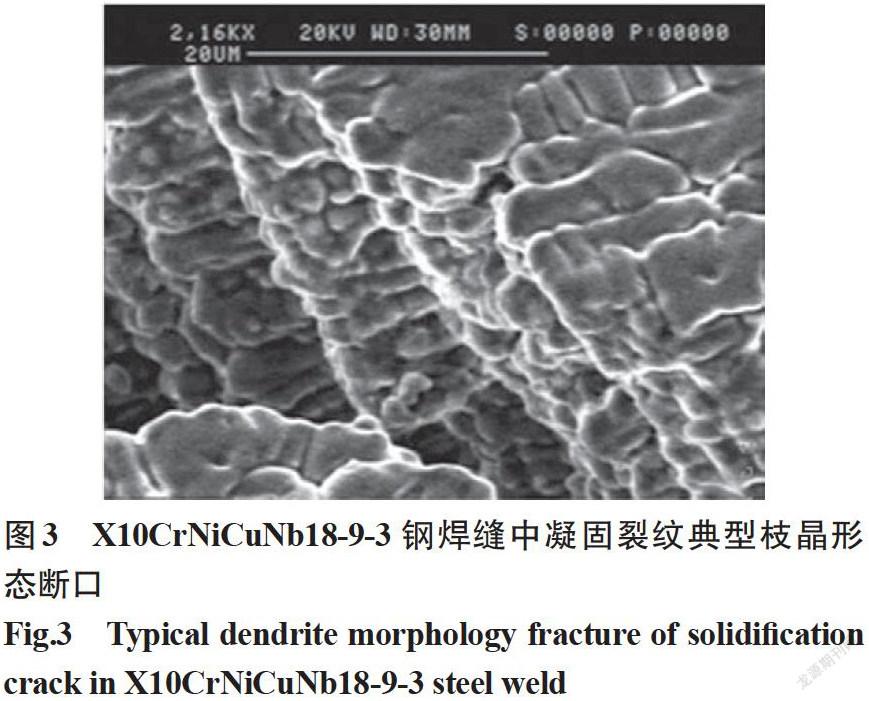
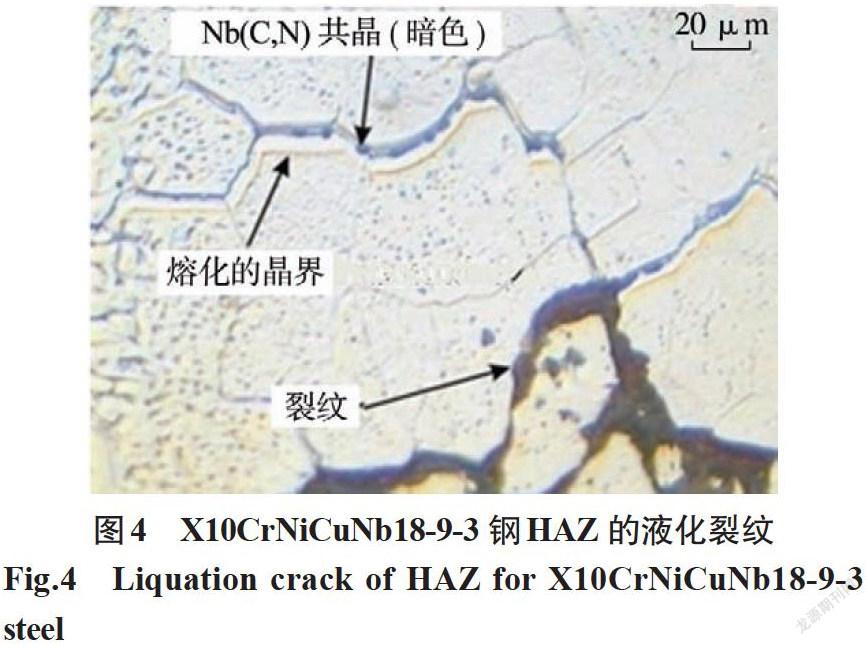
在可调拘束裂纹试验中,不仅发现了焊缝中凝固裂纹(见图3),而且发现了HAZ液化裂纹(见图4)。X10CrNiCuNb18-9-3钢焊缝中凝固裂纹倾向大的原因主要是受A凝固模式控制,而HAZ液化裂纹倾向大的主要原因则与晶界析出铌的碳氮化物,以及裂纹区铜的富集等因素有关[6]。
综上所述,尽管SUPER 304H钢具有一定的热裂纹倾向,但由于钢中加入3%Cu后材料的抗蠕变温度增加、耐腐蚀性提高,可在更高温度及恶劣工况下运行,且显著延长了锅炉部件的使用寿命[6]。然而,另一方面,采用Thermanit617(ERNiCrCoMo-1)焊丝对该钢进行的Y型坡口裂纹试验中发现,焊接电流小于130 A、焊接速度小于70 mm/min时,表面裂纹率为0。这表明采用低的热输入、层间温度等工艺方案可以有效防止热裂纹[2]。综合考量之下,电力工程上依然优先选用SUPER 304H钢作为锅炉过热器、再热器装置的制造材料。
2 焊缝金属对SUPER 304H钢接头力学性能的影响
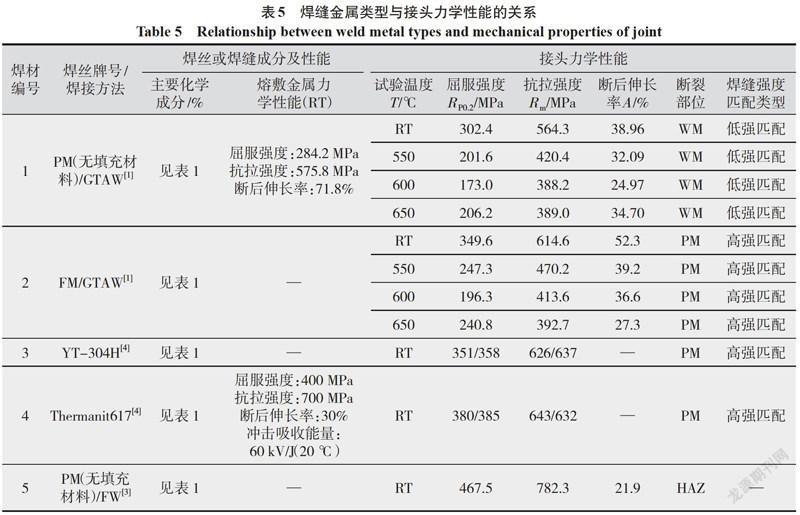
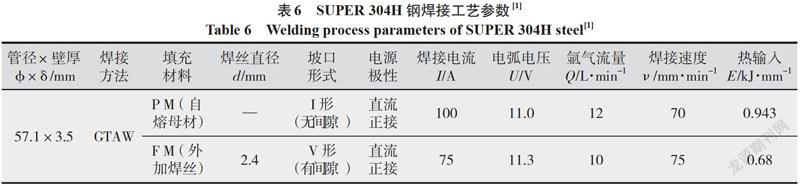
在表5中所列的1号和2号数据,是用两种焊接材料分别对SUPER 304H钢进行GTAW焊接后接头力学性能的比较[1]。前者PM是无填充材料I形坡口SUPER 304H钢GTAW焊接接头,而后者FM则是采用 “ 准成分匹配 ”焊丝的SUPER 304H钢GTAW焊接接头。它们的焊接工艺参数列于表6。从表5可以看出,两种填充材料化学成分有差别。接头的力学性能,无论是室温还是高温强度,2号试样均高于1号。2号试样的拉伸断口均位于母材,而1号试样的拉伸断口均位于焊缝。究其主要原因,1号焊缝属于母材自熔,在焊接中被熔化母材的合金元素烧损,焊缝成分低于母材,凝固后焊缝的强度低于母材,形成所谓低强匹配焊缝,拉伸试件断口位于焊缝。2号焊缝填充焊丝设计成分(C、Cr、Ni、N、Nb、Mo等)比母材高,尽管焊接中焊丝中的元素有所烧损,但熔池中主要元素仍比母材中的高,凝固后焊缝的强度高于母材,形成了高强匹配焊缝,拉伸试件断口位于母材区,亦在情理之中。
3号和4号是另外两种焊接材料形成GTAW接头力学性能比较[4]。可以看出,前者是“ 准成分匹配 ”的同质焊缝接头,而4号是“ 组织匹配 ”的异质焊缝接头。根据合金化的需要,两种焊缝的成分不同,S、P等有害元素含量控制很严格。实测的室温拉伸试件断口均位于母材区,表明两种焊缝均属于高强匹配焊缝。接头的力学性能完全满足工程使用要求。
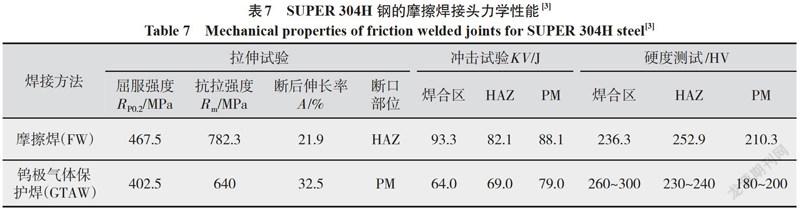
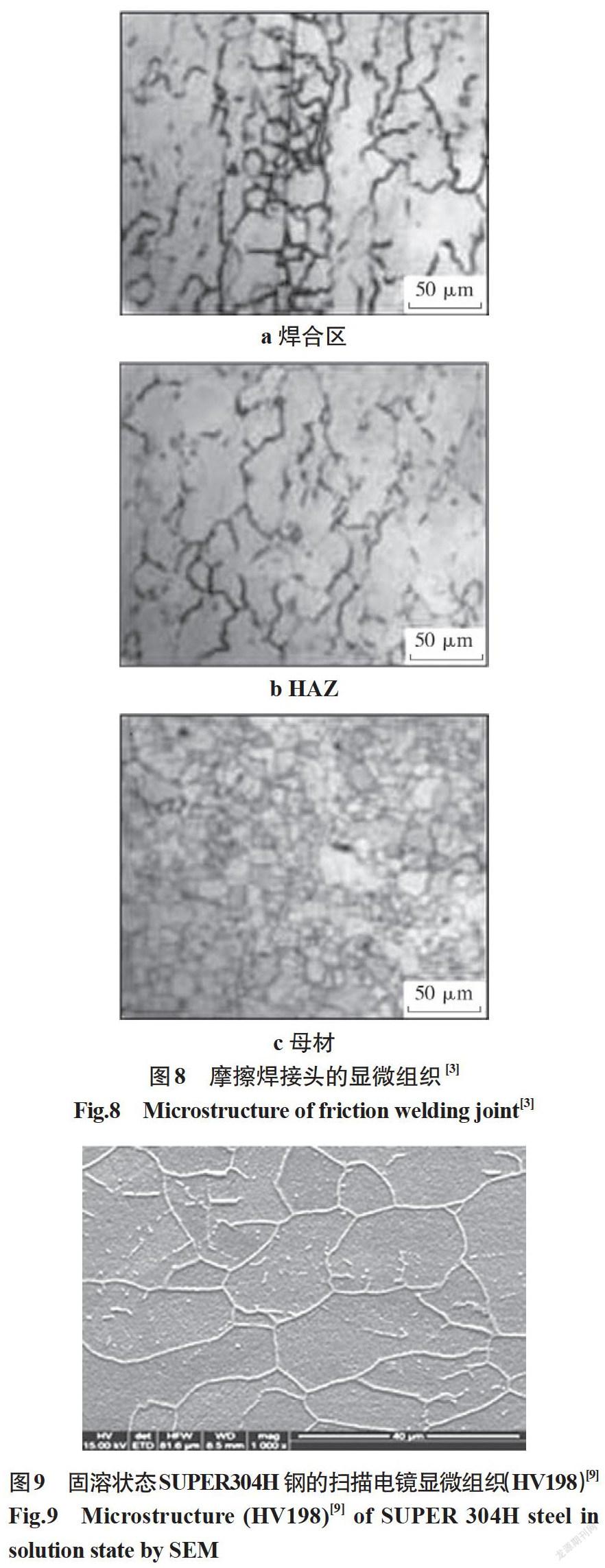
5号是SUPER 304H钢管的摩擦焊接头的力学性能数据(见表7)[3]。该接头对两个管材对接施加压力旋转摩擦生热、顶锻加压形成固相连接接头,接头中无需添加焊接材料。拉伸试件的断口位置位于接头的HAZ。数据表明,接头的抗拉强度接近但略低于母材,且高于SUPER 304H钢规定的最低抗拉强度值。接头试件断口位于HAZ,与焊接过程中HAZ发生再结晶、晶粒长大相关;同时,与摩擦焊过程中顶锻加压时HAZ的热变形引起该区晶格缺陷、促进脆性σ相析出相关[7]。实测HAZ显微硬度高于母材和熔合区,以及试样断后伸长率较低的情况事实(见表7)[3],不能排除HAZ析出极少量σ相或其他脆性相的可能性。
3 焊缝金属对SUPER 304H钢接头高温蠕变性能的影响
从Metrode617(ERNiCrCoMo-1)提供的数据可以看出,焊丝中的C含量与SUPER 304H母材相似,除了高Ni(55%)和高Cr(22%)含量之外,新加了12%的Co、9%的Mo和适量的Al。由于这些元素的作用, 在高温服役条件下,焊丝具有优良的抗高温氧化和硫化能力。其中Co和Mo的固溶强化加上细小碳化物的析出,以及在650 ℃左右时效时析出的一次γ相,大大提高了显微组织的稳定性和蠕变强度。在540~625 ℃之间,ERNiCrCoMo-1焊丝的许用应力高于Super 304H,但稍低于HR3C钢;温度高于625 ℃后,许用应力明显高于Super 304H和HR3C钢。
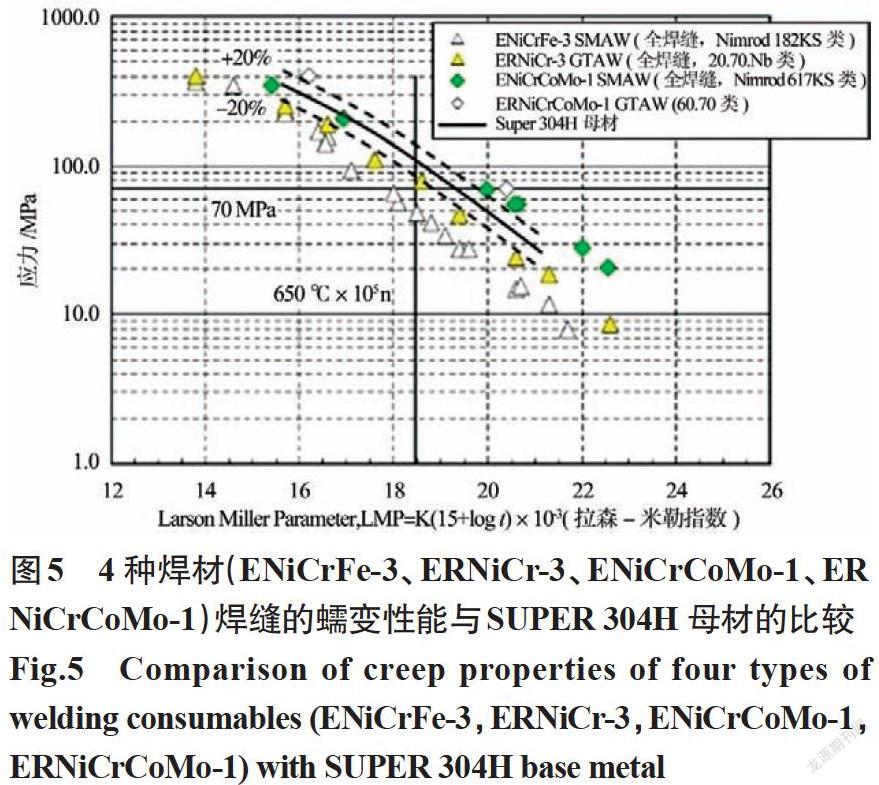
4种焊材(ENiCrFe-3、ERNiCr-3、ENiCrCoMo-1、ERNiCrCoMo-1)焊缝的蠕变性能与SUPER 304H母材的比较如图5所示[8]。可以看出,在L-M参数较低时,ENiCrCoMo-1焊条SMAW焊缝的蠕变性能,处于SUPER 304H母材强度平均值和平均值的80%之间;在L-M参数较高时,处于高于SUPER 304H母材强度平均值,甚至高于强度平均值20%~40%的水平。实心焊丝(ERNiCrCoMo-1)GTAW焊缝的蠕变强度稍高于对应的药皮焊条,超过母材平均强度+20%的水平。可见,该焊丝具有良好的高温蠕变性能。
4 焊缝金属对SUPER 304H钢接头显微组织的影响
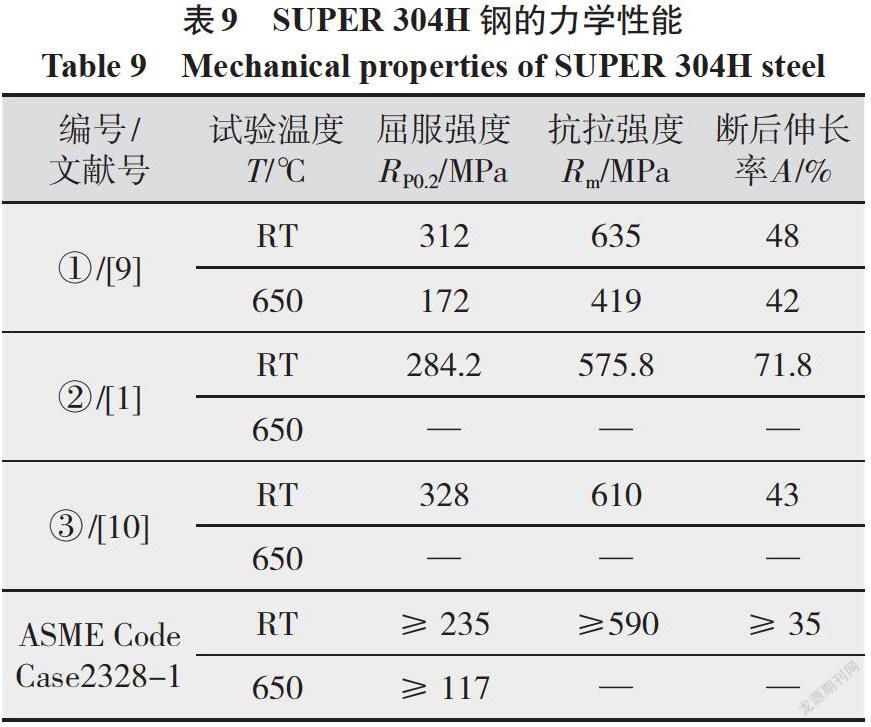
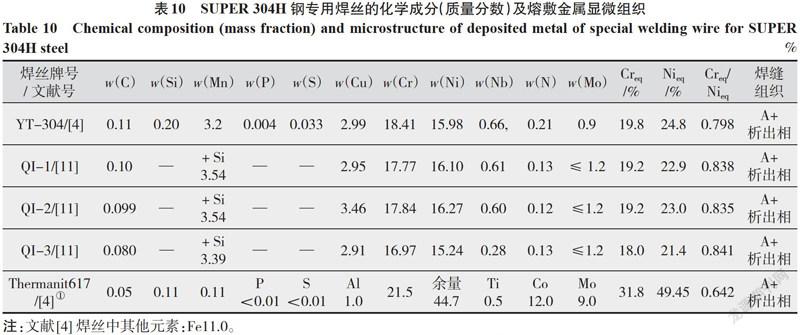
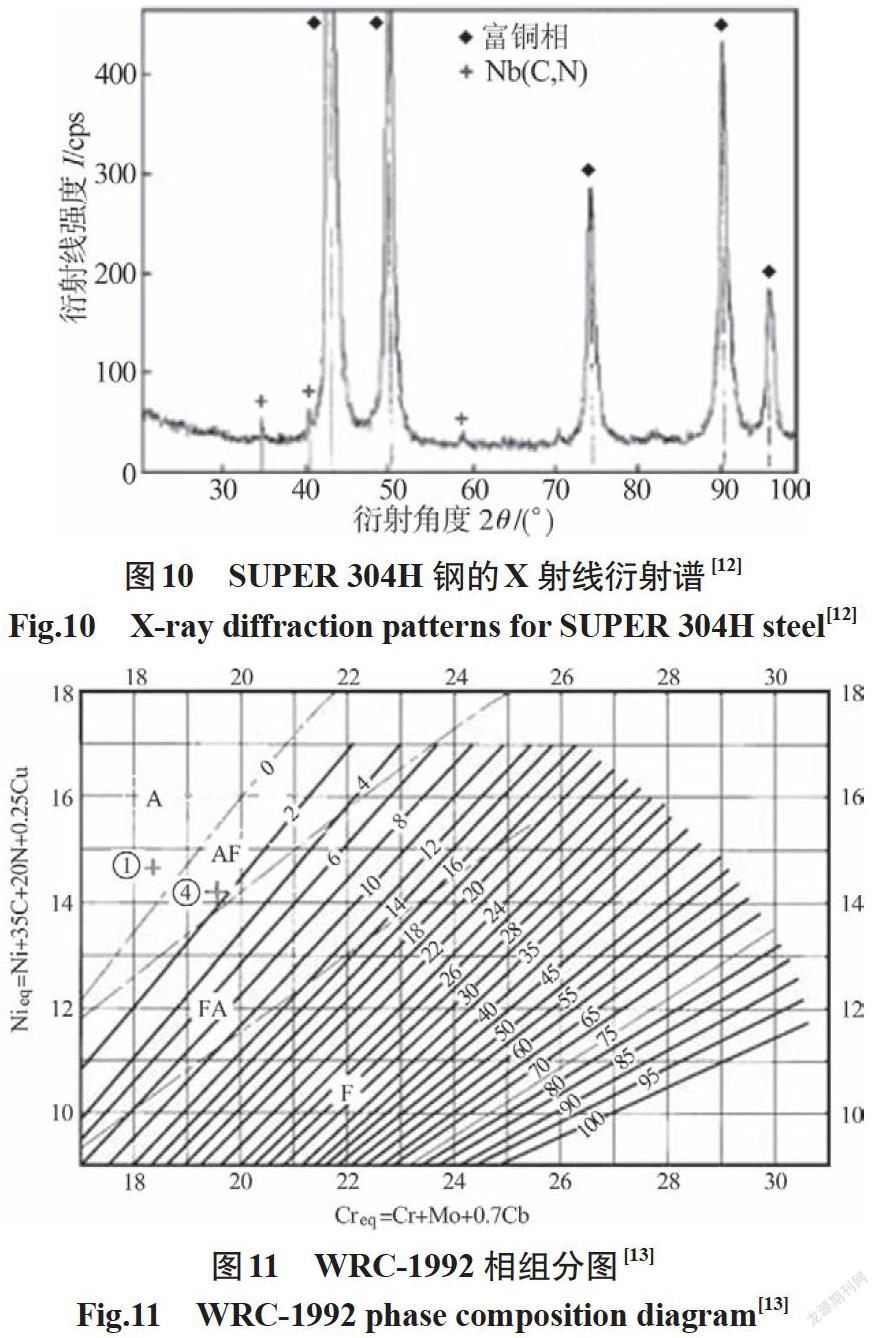
SUPER 304H钢的化学成分和力学性能分别如表8、表9所示。YT-304是日本住友公司研制的SUPER 304H钢的专用焊丝(见表10)。从焊丝化学成分看,基本遵循“ 准成分匹配 ”选用原则。为了改善焊丝的工艺性能,特别是抗裂性和高温性能,提高焊丝中的Mn、Ni和N的含量,同时加入1%Mo。根据WRC-1992相组分图中的Creq、Nieq计算公式所得数据点,位于图中的奥氏体区,与实测的熔敷金属组织完全一致。QI-1、QI-1、QI-3三种SUPER 304H钢的专用焊丝在成分设计方面,除了C、 Si、Mn、S、P,以及Ni、Mo含量与YT-304焊丝的较接近、N含量微降之外,适当调整Nb、C 和Cu含量。三种焊丝熔敷金属的显微组织均为奥氏体+Nb的析出相Nb(C,N)。研究发现,QI-1和QI-2焊丝熔敷金属亚晶界上的Nb相Nb(C,N)含量约为QI-3焊丝的4~5倍。焊丝中的Cu含量在2.91%~3.46%,对熔敷金属的显微组织没有明显影响,认为Cu不是Nb相Nb(C,N)的形成元素,对Nb相析出的影响可以忽略不计。三种焊丝的Creq和Nieq计算点均落入WRC-1992相组分图中的奥氏体区,与实测熔敷金属组织完全一致。可以看出,WRC-1992相组分图中的奥氏体区域范围很广,也就是说,焊丝设计成分范围亦很宽,虽然可以方便获得奥氏体组织,但熔敷金属的力学性能各异, 所得SUPER 304H鋼焊接接头未必具有最佳的综合力学性能(见表11)。Thermanit617是Ni基奥氏体型焊丝。与YT-304焊丝相比,为了改善焊丝的工艺性能,特别是提高抗裂性和高温性能,降低了C、 Si、Mn、S、P含量,提高了Cr含量,同时增加0.5%Ti、12.0%Co,并保留9.0%Mo。由于计算的Creq和Nieq数值较大(见表10),在WRC-1992相组分图中难以标出,采用外推法后依然落入奥氏体区,与实测熔敷金属组织完全一致。该焊丝也被称为“ 异质焊缝 ”的“ 组织匹配 ”型焊丝。
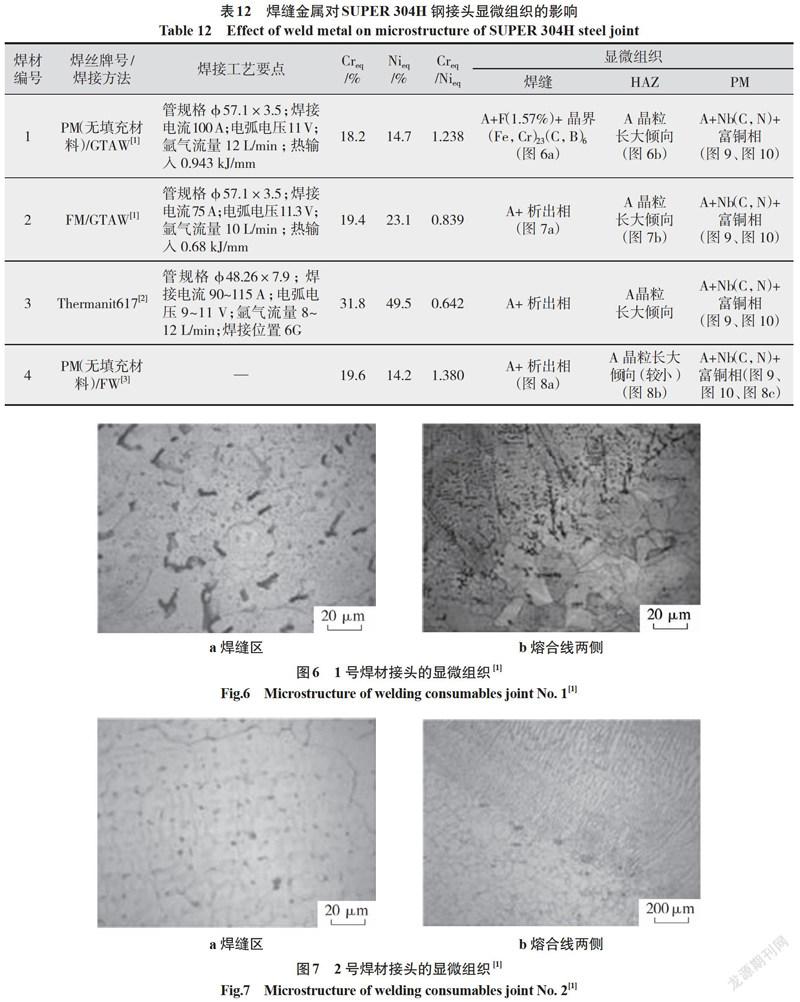
焊缝金属对SUPER 304H钢接头显微组织的影响如表12所示。可以看出,4种不同成分形成的焊接接头显微组织基本相同,即焊缝为奥氏体+析出相,HAZ为具有长大倾向晶粒的奥氏体,母材为奥氏体+析出相。可以借助WRC-1992相组分图(见图11)来分析焊缝中的组织组成特点。1号焊缝成分决定的Creq和Nieq点①位于WRC-1992相组分图中左上方A区,实测的奥氏体焊缝中含有1.57%δ-铁素体。2号焊缝成分决定的Creq和Nieq点②位于WRC-1992相组分图中左上方A区(已经位于图外),与实测熔敷金属组织(纯奥氏体+析出相)完全一致。3号焊缝(Thermanit617)成分决定的Creq和Nieq点③位于WRC-1992相组分图左上方A区(位于图外很远处),采用外推法后Creq和Nieq点位于图中A区,与实测熔敷金属组织(纯奥氏体+析出相)完全一致。4号是摩擦焊接头焊缝,焊缝成分决定的Creq和Nieq点④,恰好位于WRC-1992相组分图中A区和AF区边界线之内、靠近1FN线附近,而实测的焊合区组织为纯奥氏体+析出相。1号和4号焊缝均为母材成分形成的接头,其母材成分决定的Creq和Nieq点分别为18.2、14.7和19.6、14.2。前者实测奥氏体焊缝含有1.57%δ-铁素体,而后者实测奥氏体焊缝不含有δ-铁素体。从理论上分析,焊缝中的Creq/Nieq值越高就有越多的铁素体形成。既然Creq/Nieq=1.23的1号焊缝中含有1.57%δ-铁素体,那么Creq/Nieq=1.38的4号焊缝中理应含有一些δ-铁素体,然而实测的焊合区为纯奥氏体组织。这种有悖理论的现象可能与4号测试误差有关。因为摩擦焊接头的焊合区很窄(见图8),奥氏体晶界附近的细小δ-铁素体难以分辨,采用常规的金相分析方法很可能漏检而未测出。只有采用特别的测试技术,如对试样进行染色处理,或通过电子衍射物相鉴定等手段测出微量δ-铁素体。总之,在4号是摩擦焊接头焊缝中可能含有少量δ-铁素体。上述数据表明, 采用WRC-1992相组分图预测的相组分与实测的焊缝组织基本一致,具有一定的实用价值,个别焊缝的差异可能与测试手段的先进性有关。
5 结论
(1)SUPER 304H钢不同成分GTAW奥氏体焊缝的热裂纹倾向较大;焊缝中凝固裂纹倾向主要是受A凝固模式控制,而HAZ液化裂纹倾向的主要原因则与晶界析出相,以及铜的富集等因素有关。
(2)不同成分奥氏体焊缝接头的力学性能各异,采用不加填充材料形成焊缝的焊接接头(含摩擦焊),其拉伸试样断口位于焊缝区,工程应用中不被采用;合适的焊缝化学成分和优化的焊接工艺是获得满意接头综合力学性能的重要手段。
(3)ERNiCrCoMo-1焊丝不仅具有较好的焊接工艺性、抗热裂性、优良的常温力学性能,而且具有比ERNiCrMo-3更好的高温蠕变性能。
(4)不同成分形成的“ 同质 ”或“ 异质 ”焊缝,其微观组织皆为奥氏体+析出相。熔化焊焊缝为A凝固模式,非熔化焊的摩擦焊焊缝为AF凝固(相转变)模式。
参考文献:
Kumar M V,Balasubramanian V,Rao A G. Effect of filler addition on solidification behaviour and hot tensile properties of GTA-welded tube joints of Super 304H austenitic stainless steel[J]. International Journal of Mechanical and Materials Engineering,2015,10(25):1-11.
王轶,丁德林.镍基焊材代用于 SUPER 304H、HR3C 钢焊接工艺评定试验[C].天津:超(超)临界锅炉用钢及焊接技术协作网第三次论坛大会论文集,2009:213-221.
鲁元,贠柯,杨旭,等. Super 304H 奥氏体耐热钢摩擦焊焊接接头的显微组织和力学性能[J].中国特种设备安全,2015,31(12):26-29,48.
殷智,殷守斌,乔朋利.新型奥氏体耐热钢SUPER 304H的焊接材料选择及焊接工艺[J].中国电力,2011,44(2):43-45.
Kujanpaa V,Suutala N,Takalo T,et al. Correlation between solidification cracking and microstructure in austenitic and austenitic-ferritic stainless steel welds[J]. Welding Research International,1979,9(2):55-76.
Ziewiec A. Study of the weldability of austenitic PH steel for power plants[J]. Arch. Metall. Mater.,2016,61(2B):1109-1114.
孫咸. 电站锅炉奥氏体耐热钢接头中的σ相[J].电焊机,2020,50(6):16-25.
张筑耀,Graham Holloway. 采用617类镍基材料焊接SUPER 304H和 HR3C高温奥氏体耐热钢[C]. 天津:超(超)临界锅炉用钢及焊接技术协作网第三次论坛大会论文集, 2009:70-79.
Zieliński Adam. Structure and properties of Super 304H steel for pressure elements of boilers with ultra-supercritical parameters[J]. Journal of Achievements in Materials and Manufacturing Engineering,2012,55(2):403-409.
公永建,张雨航,刘轶. 新型奥氏体不锈钢SUPER 304H焊接工艺评定[J].焊接技术,2013,42(9):44-46.
Qi Yanchang,Wu Zhiquan,Zhang Xin,et al. Microstructure and properties of deposited metal for SUPER304H steel[J]. Scientific RepoRts,2017(10):14454.
王丽篥,朱丽慧,王起江. SUPER 304H耐热钢的强化机理[J].材料热处理学报,2011,32(6):127-131.
Kotecki D J,Siewert T A. WRC-1992 Constitution Diagram for Stainless Steel Weld Metals:A Modification of the WRC-1988 Diagram[J]. Welding journal,1992,71(5):171-178.
