Nb-Ni-Ti-B强化药芯焊丝堆焊金属组织结构及耐磨性分析
2021-09-10朱厚囯赵昆霍树斌吉荣亮宋昌洪陈波
朱厚囯 赵昆 霍树斌 吉荣亮 宋昌洪 陈波






摘要:针对Nb-Ni-Ti-B强化药芯焊丝堆焊金属进行研究,采用XRD和SEM分析了样品的相结构和显微结构;研究发现焊丝熔敷金属中的Fe2B能使熔敷金属堆焊层更加稳固,具有良好的抗剥离性能,Fe2B的硬度高、耐磨性好、分布均匀,镶嵌在熔敷金属的基体中有着骨架的作用,使该合金具有了良好的耐磨性;堆焊金属中的TiC为NbC提供了凝结核,形成NbC+TiC复合相,在提高耐磨性的同时有利于促进NbC弥散分布。NbC+TiC复合相弥散分布在熔敷金属中,部分NbC+TiC复合相嵌于Fe2B组织中有利于固化Fe2B组织。通过Nb-Ni-Ti-B强化药芯焊丝堆焊金属与5C-27Cr型高碳高铬合金焊丝熔敷金属磨损试验比较,Nb-Ni-Ti-B强化堆焊金属相对5C-27Cr型高碳高铬合金的耐磨性为2.08。
关键词:耐磨堆焊;药芯焊丝;组织
中图分类号:TG422.3 文献标志码:A 文章编号:1001-2003(2021)03-0031-06
DOI:10.7512/j.issn.1001-2303.2021.03.06
0 前言
堆焊技术是金属电弧增材制造、再制造的核心手段和载体,金属的电弧增材制造、再制造主要是通过堆焊工艺方法实现的。堆焊增材制造和再制造在我国建设绿色工业、资源节约型、环境友好型社会以及发展循环经济中的有着独特作用。采用堆焊技术对零部件新品进行堆焊增材制造和旧品的再制造可提高零部件使用寿命、循环再利用,可有效地避免相当一部分因磨损而造成的经济损失,并且越来越广泛地在工业各个领域得到应用 [1-2]。目前国内抗强磨粒磨损的堆焊主要采用铁基耐磨堆焊药芯焊丝,熔敷金属硬度高的基本在HRC58~68区间,多数采用加入Cr作为主要强化元素,再加入适量的Mo、W、V等元素,这些合金元素通过与C产生化学反应,生成碳化物来提高焊丝的熔敷金属的耐磨性能,常见的有C-Cr系、C-Cr-Mo系、C-Cr-W-Mo系、C-Cr-W-Mo-V系等,这类合金系在耐磨药芯焊丝领域应用中长期占有重要的地位,解决了大量的工程难题,其耐磨机理主要是通过堆焊熔敷金属中产生Cr3C2、Cr7C3、Cr23C6等碳化铬组织及其合金化合物MC型碳化物來提高耐磨性,但由于其基体组织中的碳化物组织粗大,产生了堆焊耐磨层开裂严重、抗冲击性能差、易产生剥落等问题,影响了工件的使用寿命[3-4]。文中针对一种新型Nb-Ni-Ti-B强化药芯焊丝的堆焊金属组织结构及耐磨性进行研究,该焊丝熔敷金属组织具有优良的耐磨性及抗冲击性能。通过分析Nb-Ni-Ti-B强化堆焊金属的组织结构及耐磨性,为有效改善该焊丝性能提供参考。
1 焊接试验
试验采用的药芯焊丝直径为φ1.6 mm,其熔敷金属成分如表1所示。
堆焊试样如图1所示,试验条件如表2所示,堆焊5层,将堆焊试样底面的母材进行加工后,第五层堆焊层沿焊道方向用磨床加工出宽5 mm的平面,该平面与底面平行,在该平面进行硬度检验,硬度取点位置避开起弧区和收弧区,测量5个点后取平均值。
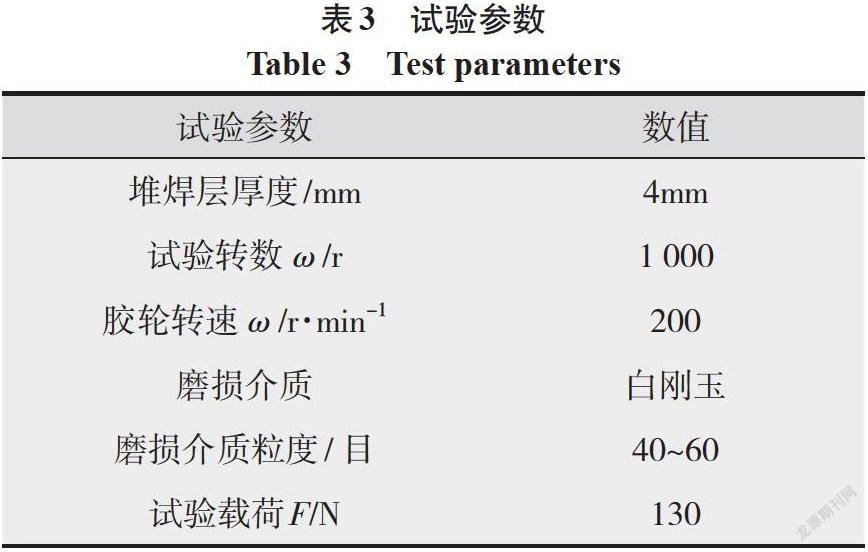
使用显微维氏硬度计测量不同组织的显微硬度,采用D8 ADVANCE X射线衍射仪对试样进行物相分析,采用扫描电子显微镜(SEM)对该熔敷金属的基体组织及不同物相进行成分分析;采用金相图像分析系统OLYCIA分析各物相的含量;使用MLG-130型干砂橡胶式磨损试验机进行磨损试验,试验参数如表3所示。
2 试验结果及分析
2.1 堆焊熔敷金属硬度及组织结构
2.1.1 堆焊熔敷金属洛氏硬度
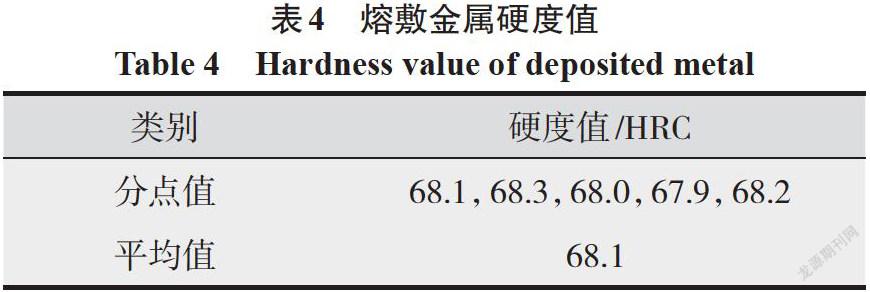
采用HRD-150电动洛氏硬度计测量熔覆金属表面硬度,实测值如表4所示。
2.1.2 堆焊熔敷金属组织
(1)堆焊金属金相组织及显微硬度。
在试板(见图1)上表面中间位置取边长10 mm的正方体块,观察堆焊金属金相组织如图2所示。
初步判定:堆焊熔敷金属的金相组织为条状初生相+块状析出相+共晶组织。由图2a可见,白色长条状初生呈相交错状分布。由图2b可见,在条状初生相之间和初生相上有较深色的块状析出相,块状析出相的形态有花瓣形、多边形、椭圆形及其他不规则形状,块状析出相在基体和初生相上呈弥散分布;在条状初生相之间填充着较为细小的白色及深色析出相。
使用显微维氏硬度计测量不同组织的显微硬度,测量值如表5所示。
(2)堆焊金属的相组成分析。
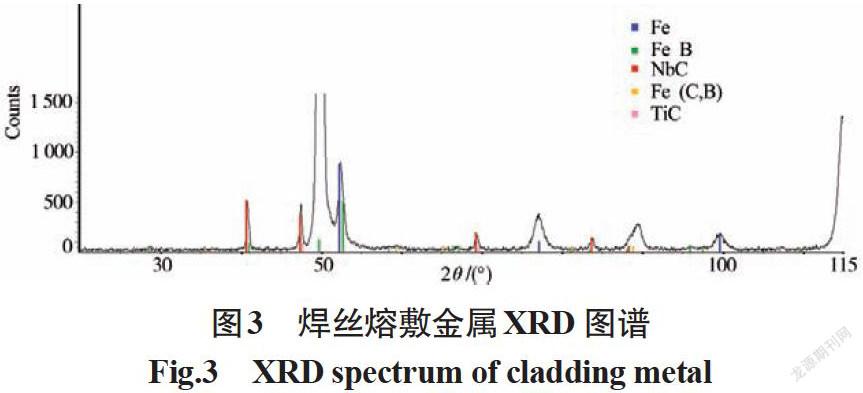
为了准确地判断堆焊熔敷金属的相组成,采用D8 ADVANCE X射线衍射仪分析试样物相,获得焊丝熔敷金属XRD图谱如图3所示。通过物相检索软件对衍射谱线的检索,确定该焊丝熔敷金属主要物相组成为:基体相α-Fe、Fe2B、NbC、Fe3(C,B)、TiC。
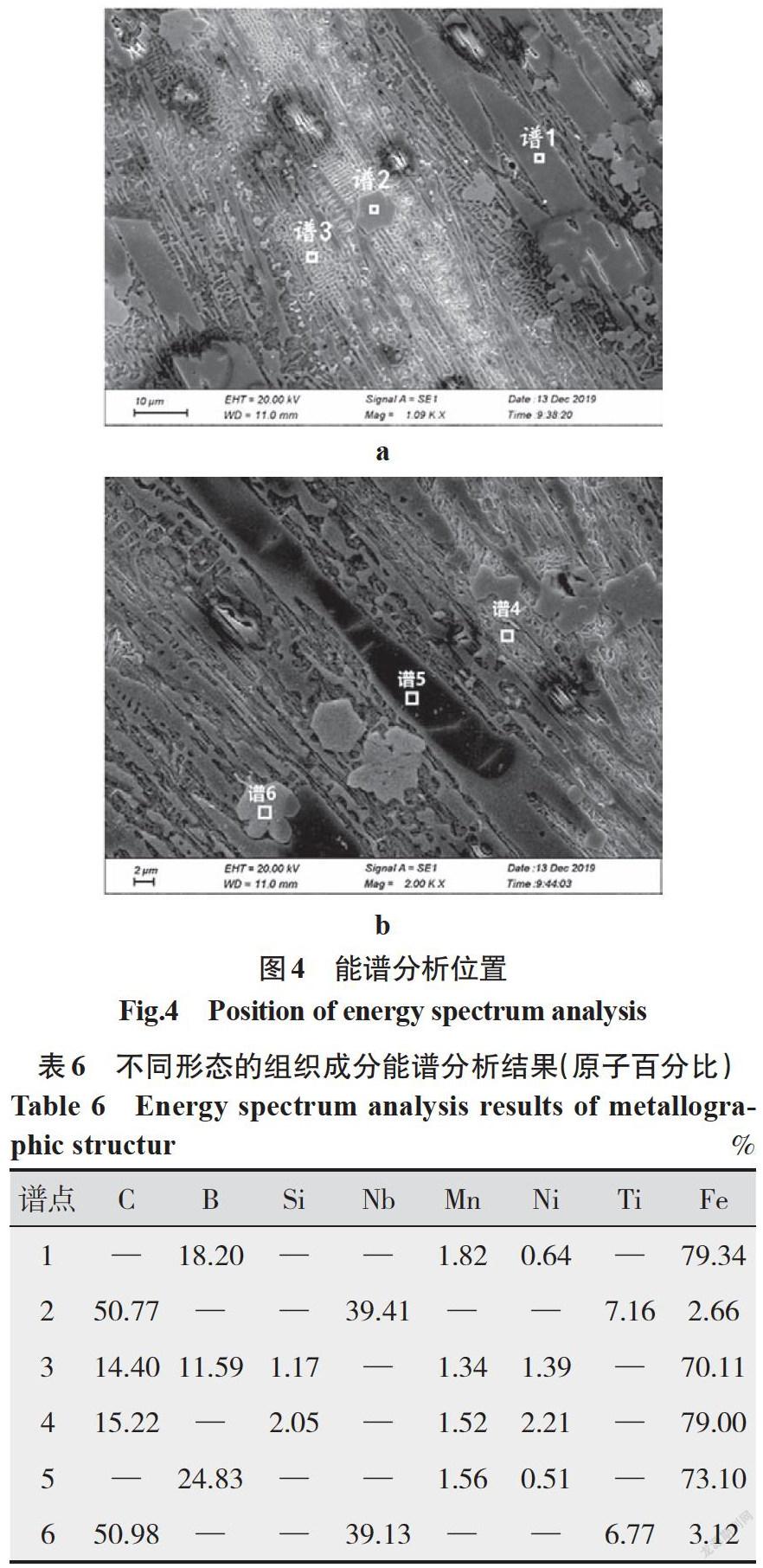
采用扫描电子显微镜(SEM)对该熔敷金属的基体组织及不同物相进行了能谱分析,进一步分析熔敷金属中各组织的组成成分。不同形态组织的谱点分析位置如图4所示,其中谱点1、5为长条状初生相,谱点2、6为不规则析出相,谱点3、4为基体及共晶组织。不同形态的组织能谱分析成分原子比率如表6所示。
表6中条状初生相的谱点为1和5,能谱分析结果显示谱点1、5的原子种类相同,该组织内原子以B和Fe为主,含有少量Mn和Ni,与X射线衍射图谱物相分析的Fe2B组织相吻合。
块状析出相为谱点2、6,能谱分析结果显示谱点2、6是以C和Nb两种元素为主,含有少量Ti和Fe,与X射线衍射图谱物相分析的NbC组织相吻合。从谱点2、6分析结果可见,NbC相中的Ti含量较高,由此可见,NbC相中伴有一定量的TiC,形成NbC+TiC复合相。
谱点3成分较为复杂,C、B、Fe含量都高,还有少量Si、Mn,根据其原子组成,结合XRD图谱物相组成,这种组织是Fe3(C,B)共晶组织。
谱点4组织相对简单,是Fe-C化合物基体组织。
2.2 堆焊熔敷金属中各强化相的特点与作用
2.2.1 Fe2B的组织特点及其在熔敷金属中的作用
硼在奥氏体的溶解度很小(质量分数≤0.008%),根据B-Fe 二元合金相图,如图5所示[5-6],在冷却的过程中Fe2B析出并迅速长大,Fe2B以初生相形态分布于堆焊熔敷金属内部。经检测,在观察范围内Fe2B组织的面积占比约为17%~21%。文献[5-6]显示,Fe2B是一种典型的金属间隙化合物,它具有金属的特征,其晶体结构为C-16型体心四方结构,其原子配位团中的各键投影到(001)面如图6所示[7-8],从该投影面上的键络分布可见,在一组原子配位团中密集的分布着20多条键络,在这种原子配位结构中,Fe、B原子被紧密地束缚在一起,在宏观上就表现出了较高的硬度,其维氏硬度约为:1 250~1 500 HV,同时由于Fe2B的原子配位团中B-B键的结合力弱,具有轻微的脆性特征[9-10],因此在Fe2B初生相表面产生了一些细小裂纹如图7所示,微裂纹的产生可及时释放熔敷金属的内应力,在一定程度上减少了更大裂纹产生的趋势。图8a所示为采用Nb-Ni-Ti-B强化药芯焊丝堆焊的石油钻杆耐磨带,堆焊层表面的细小裂纹不易用肉眼直接观察到,整个堆焊层没有肉眼可见的裂纹,使得堆焊金属的整体稳定性及抗冲击剥离性能得以保证。图8b所示为在Q235钢试板上堆焊的5C-27Cr型高碳高铬合金表面裂纹照片,与图8a相比,高碳高铬合金堆焊层裂纹严重,在有冲击的作业环境下更易发生剥离。
综上所述,Fe2B在熔敷金属中的作用为:(1)Fe2B初生相表面微裂纹的产生可以释放及平衡熔敷金属内部应力,使堆焊层更加稳固,具有良好的抗剥离性能;(2)Fe2B硬度高、耐磨性好,镶嵌在熔敷金属的基体中有着骨架的作用,是该合金具有良好耐磨性的主要原因之一。
2.2.2 Ti在熔敷金属中的作用
由表6能谱分析谱点2、6结果可见,在NbC相中含有少量的Ti和Fe,钛和铌都是强碳化物形成元素,根据碳化物形成原则,钛与碳的亲和力要高于铌与碳的亲和力[11],因此可以判定TiC相先于NbC相形成,先形成的TiC為NbC提供了凝结核,NbC以TiC为中心聚集,形成NbC+TiC复合相。其形成过程是由于TiC的熔点高,在堆焊过程中温度迅速下降,致使其尚未有充足的时间长大,在其周围就生成了NbC,最终形成以TiC为凝结核弥散分布的以NbC为主的块状析出相。TiC本身具有较高的硬度和耐磨性,其硬度约为2 800 HV,因此,钛在该合金系中主要作用是形成TiC提高耐磨性及促进NbC+TiC复合相的生成并弥散分布。
2.2.3 NbC的组织特点及其在熔敷金属中的作用
通过金相组织、物相分析及能谱分析,确定了观察到的棕色析出相为NbC+TiC复合相,分布在条状Fe2B初生相之间和初生相上,微观形态有花瓣形、多边形、椭圆形及其他不规则形状,对比金相组织可知,NbC+TiC复合相在图2a中的是浅棕色的小点,呈弥散分布,在观察范围内NbC组织的面积占比约为7%~10%。NbC的硬度很高,显微硬度约为2 280~2 400 HV,超过C-Cr合金系中的Cr3C2(1 300 HV)、Cr7C3(1 450 HV)、Cr23C6(1 050 HV),因此在磨损的过程中,NbC具有比CrmCn相更强的耐磨性,NbC的高硬度及分布的特点使它像钉子一样将熔敷金属表面的Fe2B等组织紧紧地固定在基体组织上,宏观上表现出高耐磨性及抗剥离性。
由金相图可以估计NbC分布的间隙小于20 μm,当洛氏硬度为HRC60~70时,洛氏硬度计金刚石压头在试件上留下的永久压痕深度为68~91.6 μm[12],金刚石的压头锥度为120°,金刚石压头试板留下的压痕直径约为深度的3.46倍,即压痕直径约为235~317 μm,依此估算,洛氏硬度在HRC60~70时每一个压点都有10~15个NbC+TiC复合相作为支撑点,因此,焊丝熔敷金属的洛氏硬度较高,平均洛氏硬度达到了HRC68.1。
NbC在熔敷金属中的作用可归纳为以下两点:(1)NbC相使试件具有很高的硬度和耐磨性;(2)NbC弥散分布在Fe2B初生相之间和初生相上,起到了柱石的作用,增加了堆焊金属耐磨性及抗剥离性能。
由以上分析可见,文中的Nb-Ni-Ti-B强化药芯焊丝堆焊金属除基体组织具有一定的耐磨性外,其主要耐磨强化相为Fe2B、NbC、TiC,其中Fe2B含量为17%~21%、NbC含量为7%~10%、TiC含量为0.5%~1%。
2.3 Nb-Ni-Ti-B强化药芯焊丝堆焊金属与高碳高铬型堆焊金属耐磨性对比
为了考察Nb-Ni-Ti-B强化药芯焊丝堆焊金属的耐磨性,将它与目前应用较多的5C-27Cr型高碳高铬药芯焊丝进行堆焊金属耐磨性对比试验,试验结果如表7所示。
表7中1#试件为5C-27Cr型高碳高铬药芯焊丝堆焊金属,2# 试件为文中Nb-Ni-Ti-B强化药芯焊丝堆焊金属。由表7可知,2# 试件的平均磨损失重量明显低于1#试件,其相对耐磨性计算公式为:
经计算得ε=2.08,可见Nb-Ni-Ti-B强化药芯焊丝堆焊层相对5C-27Cr型高碳高铬药芯焊丝堆焊层的耐磨性为2.08,耐磨性明显高于5C-27Cr型高碳高铬合金。
3 结论
(1)Nb-Ni-Ti-B强化药芯焊丝堆焊金属金相组织为:条状Fe2B初生相+块状NbC+TiC复合相+Fe-C化合物及Fe3(C,B)共晶组织。
(2)采用的Nb-Ni-Ti-B强化药芯焊丝堆焊金属主要耐磨强化相为Fe2B、NbC、TiC,其中Fe2B含量为17%~21%、NbC含量为7%~10%、TiC含量为0.5%~1%。
(3)Fe2B初生相内部产生的一些细小裂纹可释放部分堆焊金属的内应力,避免堆焊层产生更大的裂纹,有利于抗剥落性能的提升。
(4)在文中的磨损试验条件下,Nb-Ni-Ti-B强化药芯焊丝堆焊金属耐磨性明显高于5C-27Cr型高碳高铬合金,相对5C-27Cr型高碳高铬合金的耐磨性为2.08。
参考文献:
徐滨士,马世宁,劉世参,等. 21世纪的再制造工程[J].中国机械工程,2000(Z1):45-48.
徐滨士,董世运,朱胜,等.再制造成形技术发展及展望[J].机械工程学报,2012,48(15):96-105.
刘政军,勾健,贾华,等. Fe-Cr-C-B-Nb堆焊合金的显微组织和耐磨性[J].焊接学报,2018,39(3):75-78,132.
何实,李家宇,赵昆.我国堆焊技术发展历程回顾与展望[J].金属加工(热加工),2009(22):25-27.
Mehmet Eroglu. Boride coatings on steel using shielded metal arc welding electrode:Microstructure and hardness[J]. Elsevier B.V.,2009,203(16):2229-2235.
陈国良,林均品.有序金属间化合物结构材料物理金属学基础[M].北京:治金工业出版社,1999.
唐仁政,田荣璋.二元合金相图及中间相晶体结构[M].湖南:中南大学出版社,2009:155.
O Allaoui,N Bouaouadja,G Saindernan. Characterization of boronized layers on a XC38 steel[J]. Elsevier B. V.,2006,201(6):3475-3482.
李木森,傅绍丽,徐万东,等. Fe2B相价电子结构及其本质脆性[J].金属学报,1995,31(5):201-208.
慕东,王渠东,沈保罗.渗硼对钢铁表面组织与性能影响的研究现状[J].材料导报,2009,23(7):42-44,55.
赵品,谢福洲,孙振国,等.材料科学基础教程[M]. 黑龙江:哈尔滨工业大学出版社,2002:212-216.
张永安,朱俊杰,程娜.洛氏及表面洛氏硬度与压痕深度对照表[J].计量技术,1985(6):20-23.
