全焊缝堆焊过渡层重要性分析
2021-09-10李浩然刘启松白舸
李浩然,刘启松,白舸
(海洋石油工程股份有限公司,天津 300452)
X7Ni9焊接试板机械性能试验是保证LNG储罐内罐焊接质量的一个重要检测手段。在检验过程中,有时会遇到试板拉伸不合格现象。本文对我国某LNG储罐建设项目,出现一例具有代表性的X7Ni9焊接试板拉伸试验不合格原因进行分析。
1 X7Ni9焊接试板成份、机械性能及焊接工艺(如表1)

表1
位置为2G,预热温度10℃,层间温度99℃,最大热输入为2.46kj/mm,坡口清理采用刷和打磨的方式,采用打磨和气刨方式进行清根。
2 试板坡口形式和焊道顺序(如图1)
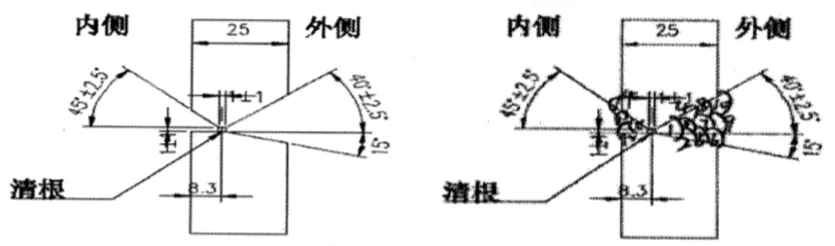
图1
3 力学性能试验分析
焊接工艺评定力学试验采用ISO 4136:2012标准进行试验,试验3项试验合格,1项试验不合格。其中无损检测:外观、射线检测、渗透检测均合格;弯曲试验:纵向面弯、纵向背弯均无裂纹;冲击试验采用V型缺口进行试验,热影响区冲击吸收能量和侧向膨胀量均满足要求且试样未断开。拉伸试验两个试件均不合格,1号试件承受最大力437823N、抗拉强度704MPa焊缝位置断裂,2号试件最大力436086N、抗拉强度704MPa焊缝位置断裂。X7Ni9焊接试板拉伸试验如表2。

表2 X7Ni9焊接试板拉伸试验
4 拉伸试件断裂原因分析
对此,我们进行了全面认真的分析,分析试板拉伸试验不合格的原因。结果发现,两件拉伸试件的断口都位于焊缝处,而焊接试板的冲击、弯曲试验均合格。排除了母材力学性能问题;故初步判断试板焊缝可能存在问题。分析试板拉伸不合格的几点原因:(1)焊工资质:人员信息网上可查,资格证未过期;(2)焊材质量:具有完善的质量证明文件和检验报告;(3)母材质量:具有完善的质量证明文件和检验报告;(4)焊接工艺:符合要求;(5)焊接外观:外观合格;(6)无损检验:各项检测均合格。
分析原因后,排除相关问题,从新依据EN ISO 15614-1标准要求从新进行试验:EN ISO 15614-1标准中要求的横向横向拉伸试验样本数值应该不小于纵缝设计中所使用的数值,和/或水平焊缝数值的80%。两块全焊缝金属测试版应该使用涂油的碳钢板进行准备处理(1G和3G位置各一个);两个全焊缝金属测试样本应该从每个测试板中进行处理准备。
第二次焊接试板制作工艺采用堆焊前打底(加焊过渡层)的方式制作,并对焊接电流进行了调整,力学性能试验全部通过。
表3是本次试验焊接工艺。

表3 电流种类:DCEP、焊接电流范围(A):260~420、电弧电压(V):24~35
本次拉伸力学性能试验合格报告如表4。通过全定量分析仪对2次焊接试验试板化学和金属元素含量分析发现,对打底的试板化学元素和金属元素和进行打底的试板化学和金属元素含量相比较,发现未进行打底试板的化学和金属元素含量较少。怀疑由于未进行施焊前打底产生了焊接烧损的问题,是导致第1次拉伸力学性能试验未通过的主要原因。

表4
5 分析打底作用
通过以上力学性能对比试验,分析得出全焊缝过渡层,施焊前打底显得尤为重要。焊接打底作为这个工艺过程中的一个重要环节,主要作用是确保在焊接过程中焊缝不被焊穿,从而保证焊接的连续进行。具体体现在,如果焊接过程中无气保焊打底,为了确保不被焊穿,采用小电流,小电压容易造成未焊透,产生焊接缺陷;但如果采用大电流,大电压就会烧穿母材。因此如何在焊接过程既要保证能焊透又避免烧损,焊接打底就显得尤为重要。
6 结语
影响焊接试板拉伸性能试验的因素是多方面的,通过对拉伸断裂位置的判定,寻找影响焊接试板拉伸试验不通过的主要原因。其中在施焊过程中先打底再焊的主要目的是控制变形和焊缝成型好,先用适当的电流和焊材打底。焊缝成型后,焊缝反面成形良好,这对于单面焊双面成型非常重要,然后再用稍大的电流进行填充,这样成型好,速度快。如果不打底就度直接填充,这样有可能出现焊穿或是未焊透和产生焊接烧损的情况,影响焊缝力学性能和焊接质量。
