面向柔性制造的新型自动锁螺丝机设计
2021-09-10吴曼华邹观华李金恩梁淑芬李晓明朱麟涛郑华坚
吴曼华,邹观华,李金恩,梁淑芬,李晓明,朱麟涛,郑华坚
(1.五邑大学 经济管理学院,广东 江门 529020; 2.五邑大学 智能制造学部,广东 江门 529020;)
在制造业中,“柔性”是指企业制造系统变换产品种类或数量的适应能力和便捷程度[1],“柔性”是相对于“刚性”而言的,传统的“刚性”自动化生产线主要实现单一品种的大批量生产. 拧螺丝是工厂生产线上的最常见的一个环节,锁螺丝装配工序普遍存在. 目前,螺丝的装配普遍采用人工锁付方式,但采用人工方法因长期重复劳动会使工人感到疲劳,造成锁付效率下降,而且人工锁付螺丝具有主观性,容易出现螺丝定位误差,会导致作业标准参差不齐、良品率下降[2]. 文献[3]设计了一种吹气式螺丝自动安装机,可节约人力成本,提高螺丝锁付效率,但其采用了固定的程序编制方法完成自动作业,因此不适用于复杂多变的生产环境中. 文献[4]设计了一种自动锁螺丝系统,通过机器视觉实现了视觉标定、PCB电路板和螺丝孔图像的特征匹配,从而完成螺丝钉自动装配操作,但工作时需要工人辅助完成工件的抓取和放置. 文献[5]将视觉定位、机器人和锁螺丝三者结合,实现锁螺丝工序的自动化,但该系统只能适应单一种类工件的螺丝锁付作业. 可以看到,目前锁螺丝机主要存在:1)螺丝机只能适应单一产品的锁螺丝作业,较为“刚性”;2)只能实现工件螺丝锁付单一作业,工件抓取等工序还需要人工辅助完成;3)自动锁付的效率与质量有待提高.
本文以“柔性制造”的理念,设计了一种新型自动锁螺丝机,该锁螺丝机能够适用于多种产品类型工件的螺丝钉锁付作业,并能够实现工件抓取、放置、取钉和锁付等多个工序自动化,提高螺丝机的工作效率和锁付质量,突出其柔性制造的优点.
1 总体设计
1.1 设计要求
本文所设计的锁螺丝机主要满足以下3点要求:1)视觉处理模块能够实现工件图像的快速采集、传输和处理;2)锁付机构能够稳定快速实现工件抓取、放置以及锁付等动作;3)机械臂无明显的振动现象,机构能够长时间稳定重复运行.
1.2 基本机构
锁螺丝机主要由机械硬件装置和视觉处理系统组成. 具体部件包括主体架构、锁付工作装置、机械臂和工业相机等,结构如图1所示. 功能设计流程如图2所示.
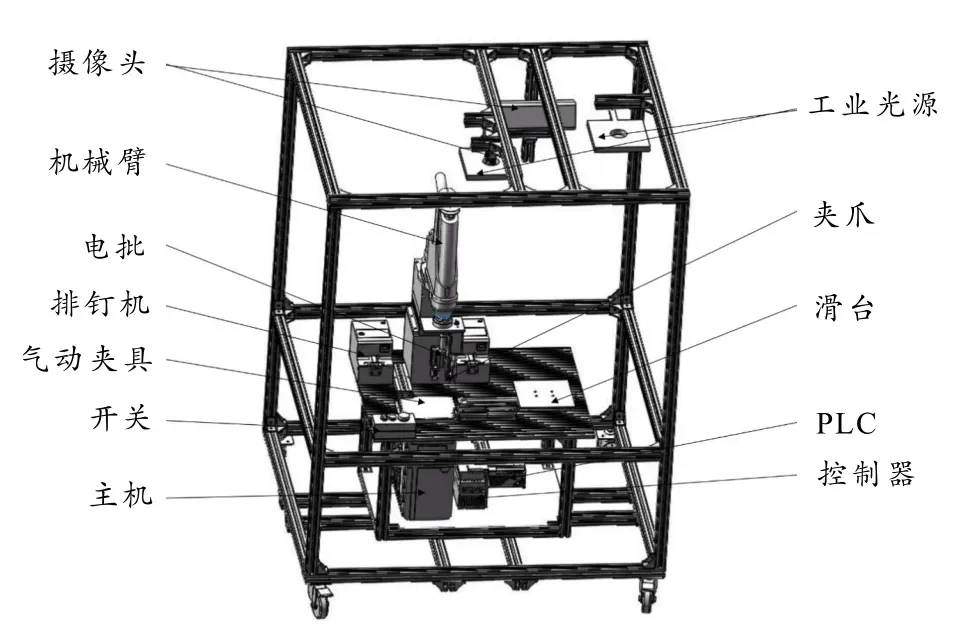
图1 螺丝机设计图
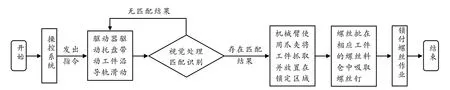
图2 螺丝机功能流程图
2 机械硬件装置设计
2.1 主体架构
锁螺丝机的外主体结构规格为1000 mm×800 mm ×1700 mm,实物图如图3所示. 为了提高机器在不同环境的定位稳定性和准确性,必须要过滤机器外部光源,采用预设具有固定阈值的光源. 因此本文在机器外部采用铝型材与茶色亚克力板搭建了一个滤光框架避免环境光对视觉处理的影响,最后选择使用具有固定阈值的工业漫反射光源.
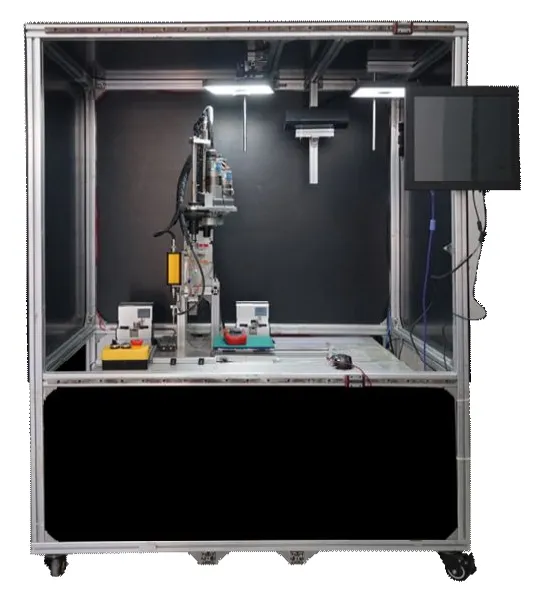
图3 面向柔性制造的新型自动锁螺丝机
2.2 螺丝供给机
本文选用FUMA全自动螺丝供给机,该设备可满足快速连续锁付的功能,如图4所示. 输入电压为DC15 V,输入电流为2 A,通过过载停转或反转进行线路保护. 全自动螺丝供给机是通过电机带动凸轮运转,将螺丝举升推送到直线料道里,再由送料机构将其送至转盘式分料机构. 通过转盘旋转,螺丝被运送至出料口,等待电螺丝批的抓取操作.

图4 螺丝供给机
2.3 锁付工作装置
为了提高锁付的工作效率以及节省设备所占用的空间,设计的锁付工作装置见图5. 为了令抓取动作和锁付动作连贯一体,在装置中设计了一个气爪和电螺丝批集成一体的机械载体,将其搭载在与机械臂Z轴同轴方向上,形成一个集成机械结构.
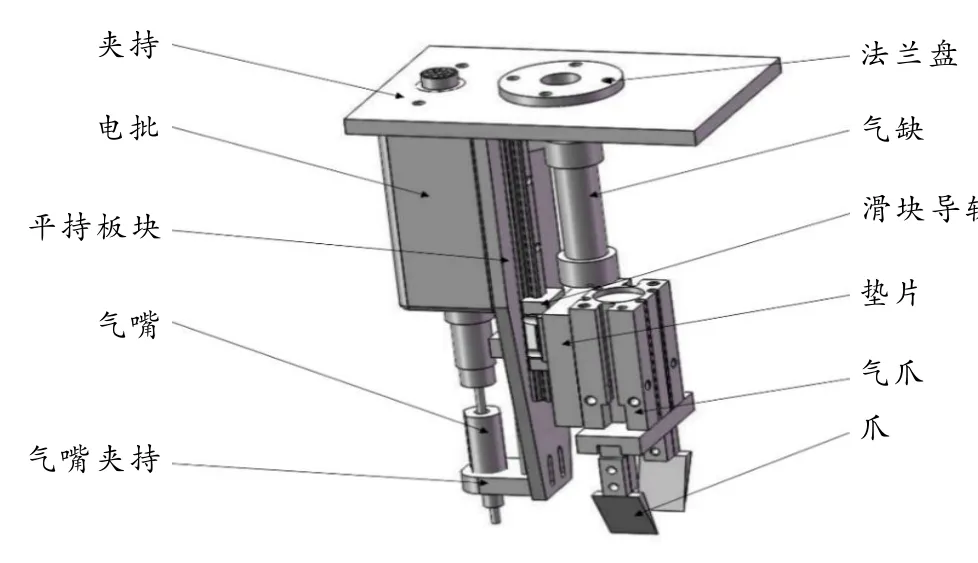
图5 锁付工作装置
2.4 电螺丝批
为了解决扭力反馈控制效果差的问题,本文设计了具有电磁阀和气压供应的螺丝批嘴,不仅能完成不同类型工件的复杂取钉,同时有效地监测扭矩变化并进行自适应调整,从而避免锁付力度不当所产生的爆钉滑钉现象,电螺丝批设计如图6所示. 主要操作包括首先放大扭矩变化的应变信号,再对其进行压频转换,最后将转换结果融合在电螺丝批中,从而改善扭力反馈控制效果.
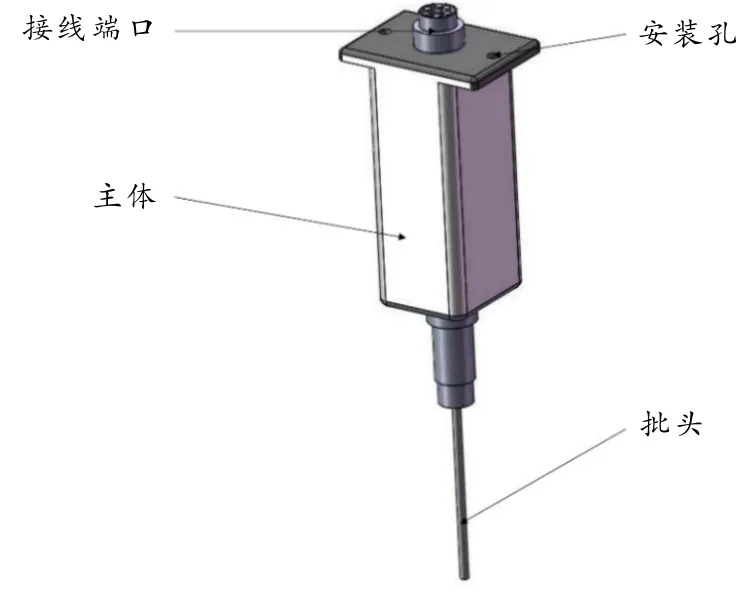
图6 电螺丝批
2.5 SCARA结构机械臂
为了提高锁螺丝机的反应速度,本设计选用结构紧凑、动作灵活、定位精度高、活动范围大的SCARA结构机械臂. 使用4个高分辨率步进电机驱动,每转一圈可细分至40 000步以上,最大负载3 kg,操作半径为250 mm,Z轴范围为170 mm内.
2.6 气压供应机
锁螺丝机的机器驱动动作和取钉动作的动力都由气压驱动. 为了满足批嘴吸钉、托盘滑动和气爪抓取等多种功能的气压要求,本文选用的空气压缩机的输入功率为550 W,容积流量为40 L/min,容积为8 L,工作压力为0.5 MPa,配合电磁阀控制气动开闭.
3 视觉处理系统设计
3.1 视觉处理系统设计
为了解决只能识别单一产品的问题,本文设计了一个视觉处理系统. 视觉系统的硬件部分主要由工业相机、同轴漫反射光源和滤光设备等组成. 视觉处理算法则是基于HALCON图像处理库,利用图像形状的模板匹配技术来设计算法.
设计采用Eye-To-Hand[6]的形式,即摄像机固定在机械臂以外的基座上,如图7所示. 利用九点标定法[7]来确立工业相机和SCARA机械臂之间的坐标转换关系,如图8所示. 最后基于HALCON对摄像机和机械手之间的手眼关系进行求解. 图像形状模板匹配的流程如图9所示.
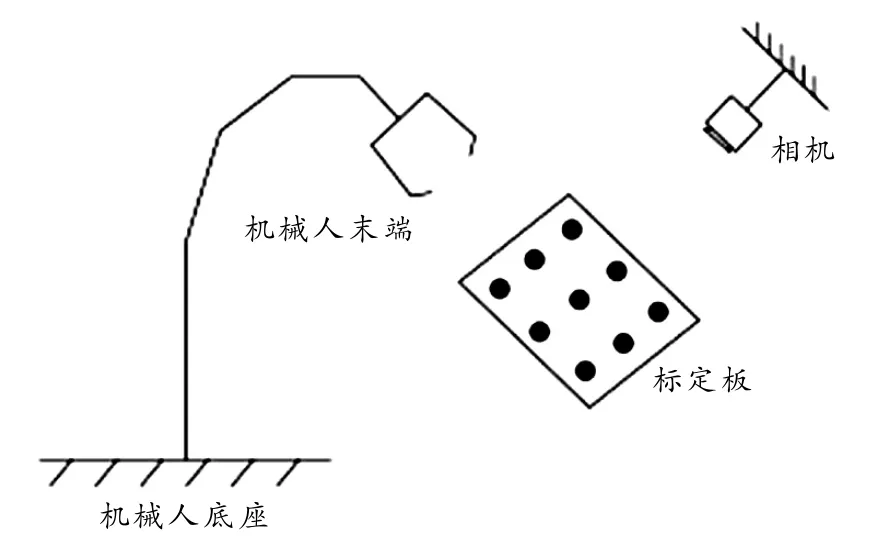
图7 Eye-To-Hand结构示意图
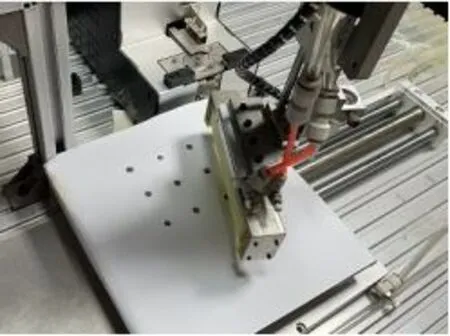
图8 机械臂九点取坐标
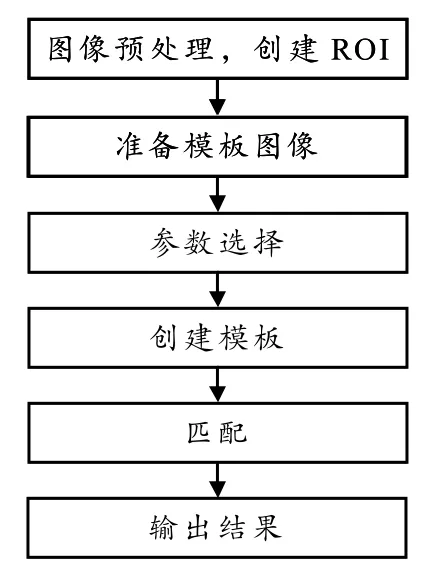
图9 图像形状模板匹配流程图
3.1.1 工件图像预处理
以小风扇和小万用表作为实验工件产品. 首先打开工业相机拍摄工件在工作区域的清晰图像,然后对图像进行灰度化处理、图像滤波和增强处理,减少图像处理的计算量,避免噪声对图像处理的影响[8],其处理过程如图10所示.
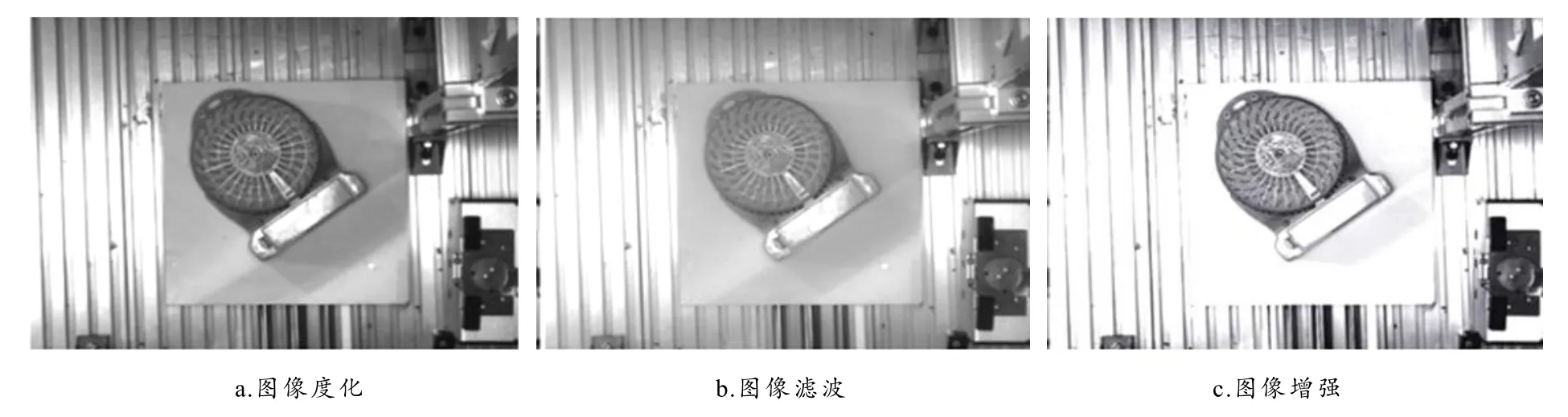
图10 视觉系统预处理过程
在对工件图像进行预处理以后,需要先在图像中划定并裁剪出感兴趣区域(Region of Interest,ROI),同时在模板创建时利用滤波、增强等算法对模板图像进行基本处理,增强图像中目标的特征轮廓,并通过多次实验选取合适的参数. 在HALCON中设定创建模板和查找模板算子的具体参数,然后在ROI上选择工件中具有辨识度的形状创建模板,其创建过程如图11所示.

图11 创建模板图
3.1.2 模板匹配算法流程
图像形状模板创建成功后,使用HALCON图像处理库的find shape_model算子[9]进行模板的匹配,分类实验主要有小风扇和小万用表两种工件,以输出的Score值为基准,当Score>0.5时,则认为匹配成功,输出分类结果,移动机械臂到相应的料仓取螺丝钉. 模板匹配算法流程如图12所示.

图12 模板匹配算法流程图
3.2 机械控制系统设计
螺丝机采用了YAMAHA的RCX240型号控制器来驱动和控制机械臂,该控制器集成度高,操作简便,具有多种编程指令、多任务处理等功能,可以提高工件分类和螺丝锁付速度. 本文通过YAMAHA机器操作软件VIP+操控机械臂,通过VIP+提供的控制语言编辑执行程序,采用编程自动模式实现对机械臂的自动控制.
在接收到视觉系统工件分类的结果后,中央控制系统会驱动机械硬件设备执行螺丝锁付作业. 在作业过程中,机械臂移动和电螺丝批锁付螺丝动作由其对应的控制器进行控制. 气爪夹取、托盘滑动和批嘴吸钉等动作则由可编程逻辑控制器(Programmable Logic Controller,PLC)控制电磁阀配合气压供应设备进行控制,其控制框图如图13所示.

图13 机械系统控制图
4 实验测试
本文以万用表和小风扇(每件物品有两个螺孔需锁付螺丝)作为工件进行性能测试,其中万用表的螺孔适用M3规格自攻型螺丝,小风扇的螺孔适用M4规格的自攻型螺丝. 测试在室内进行,保证机械设备运作良好,电源、气压供应正常,待测工件完好无损.
为避免测试的偶然性,使用这两种工件交替进行了连续10次重复测试,每次测试工件500件,且分别记录下测试中视觉处理的每次测试中的平均响应时间,工件分类准确率以及螺丝锁付的准确率,以评判设计的应用在工件分类和螺丝锁付的效果情况,测试结果如表1所示.
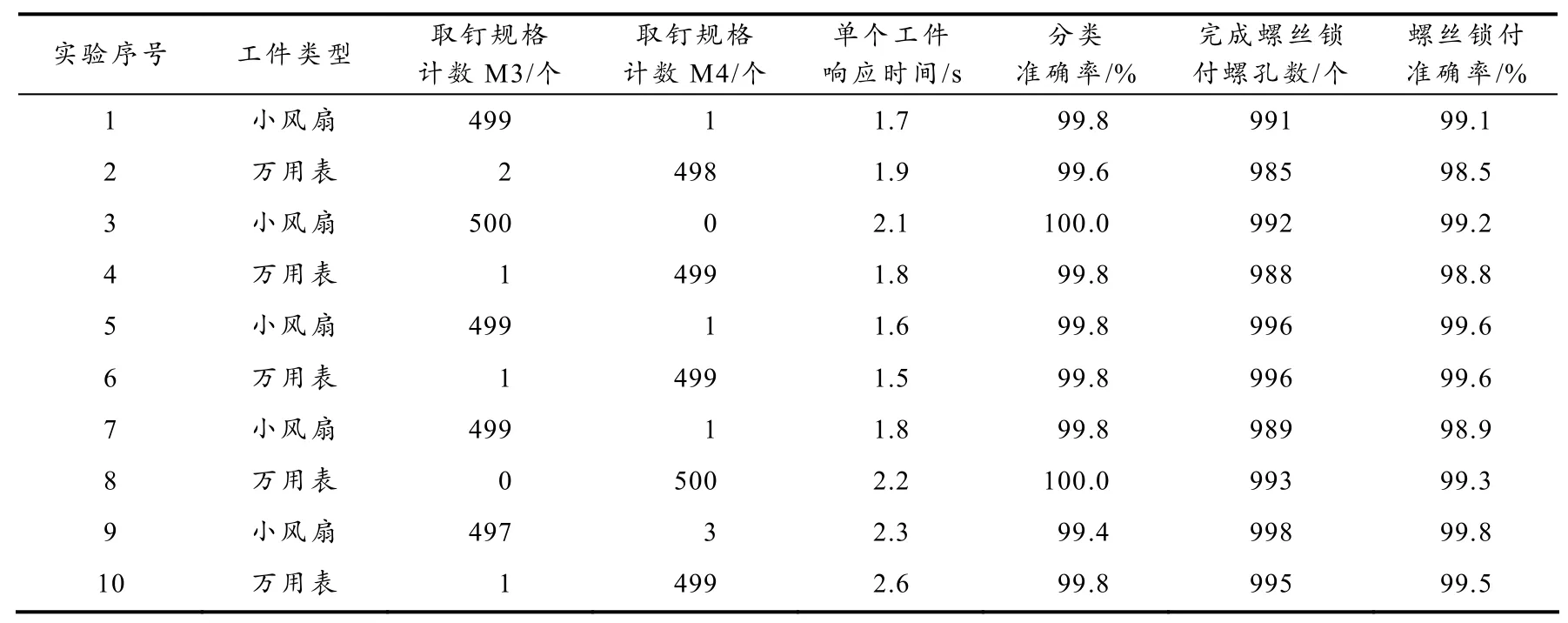
表1 螺丝机应用测试结果
4.1 测试指标
本文主要以响应时间、分类准确率以及锁付准确率作为试验测试指标.
响应时间:指视觉处理执行一个操作所需的时间,包括从发出请求开始到最后收到响应所需要的时间,即每个工件到达视觉区域,到机械臂开始执行动作的时间.
分类准确率:指螺丝机依据视觉处理结果执行动作表达的正确程度,即机械控制系统是否能在接受视觉处理结果后,根据不同的工件取相应规格的螺丝钉.
锁付准确率:指的是螺丝机成功将螺丝钉锁付至工件的螺丝孔内,不含爆钉、滑钉和虚钉等不规范锁付现象.
4.2 测试结果
从表1可知,对万用表和小风扇两种工件进行测试时,本文锁螺丝机的分类准确率不低于99.4%,平均响应时间为1.95 s,螺丝锁付平均准确率为99.23%,表明本文螺丝机具有良好的工件分类效果和锁付性能,其成功率可与六轴自动锁付螺丝机(平均成功率99.8%)[10]相媲美,但本文螺丝机的工件分类能力更优.
在测试结果中,部分工件分类结果出错可能是由于环境光线干扰了视觉处理系统,从而导致工件识别出现失误;部分螺钉锁付失败可能是因为螺钉质量欠佳和工件的塑料毛坯存在瑕疵的原因,从而导致爆钉、滑钉和虚钉现象发生.
5 结论
针对当前螺丝机只能适应单一产品的锁付作业以及需要人工辅助作业等问题,本文设计了一种面向柔性制造的新型自动锁螺丝机. 该螺丝机的工件分类准确率不低于99.4%,螺丝锁付平均准确率达99.23%,达到工业螺丝锁付的精度要求. 此外,螺丝机还能够实现自动对工件的抓取和放置等工序,减少人工辅助,自动化程度更高. 本文设计的自动锁螺丝机提高了生产制造柔性,降低了生产成本和节省人力,有利于自动锁螺丝机的大范围推广. 为了实现三维锁付的功能,下一步计划将把四轴机械臂升级为六轴机械臂. 同时,为了提高设备锁付的精确度和鲁棒性,将进一步改进图像预处理算法.
