水轮机磨蚀防护技术研究进展
2021-09-07孔令辉
杨 勇,喻 冉,孔令辉
(1.黄河水利委员会黄河水利科学研究院,河南省郑州市 450003;2.河北丰宁抽水蓄能有限公司,河北省承德市 068350)
0 引言
高水头大流速含沙水流对水力机械过流部位产生不同程度的磨损和空蚀[1-3],黄河以其高挟沙量闻名,磨蚀问题更加突出。黄河干支流已建的水利工程运行实践表明,水力机械和水工建筑物长期受泥沙磨损、空化空蚀、腐蚀锈蚀、冲击振动及耦合作用,过流部位出现了严重的破坏,影响了发电或灌溉等效益,增加了运行维护费用,严重时还会导致水利工程的运行安全。
针对磨蚀问题,自20世纪70年代,开展了大量机理、测试及防护技术的研究[4-6],取得了丰硕的成果,积累了丰富的经验。相关成果在黄河流域、长江流域、新疆、东北以及台湾等地区得到大力推广和应用,对解决水利工程的磨蚀问题起到了巨大的作用。
1 常见磨蚀防护技术
水轮机在低压区会发生空泡现象,空泡溃灭时对水轮机造成的破坏称为空蚀,流道表面呈现出针孔状或蜂窝状破坏特征。如果是含沙水流,泥沙颗粒还会对水轮机造成磨粒磨损,流道表面出现鱼鳞坑或沟槽破坏特征。含沙水流过机,往往同时存在空蚀与磨损,流道表面会呈现以上两种不同的破坏特征。但是当一种破坏强度远大于另一种时,较弱破坏的特征会被掩盖。因此,磨蚀在机理上十分复杂。磨蚀破坏的主要危害在于检修周期缩短、检修工作量增大、检修成本高、机组运行效率降低,用于水力机械的磨蚀防护材料或技术主要包括以下几类:
(1)补焊。这是最常用的修复技术,焊条种类和牌号较多,主要有高奥氏体不锈钢型[7](如A102、A132等)、低碳马氏体不锈钢型[8](如0Cr13Ni5MoRe、16-5、17-4系列等)和高铬铸铁型[9](如耐磨一号、瑞士5006等)。王者昌等[10]将GB1堆焊焊条在水轮机抗磨蚀修复中进行应用,该焊条既具有优异的抗空蚀性能,为A102的21.8倍、低碳Co-Cr-W的3倍,又具有良好的抗磨损性能,为低碳Co-Cr-W的0.93倍、A102的2.31倍,优良的抗磨蚀性能,为1Cr18Ni9Ti的6.7倍、0Cr13Ni5Mo的5.6倍。如果加入适量稀土或微量细化晶粒元素,可使其抗空蚀、磨损和磨蚀性能进一步提高。与单一的金属材料和陶瓷材料相比,金属/陶瓷复合材料具有硬度高、耐磨抗高温耐腐蚀等特点的优良工程材料。Bolelli[11]利用WC10Co4Cr作为喷涂材料,在基材45号钢上制备涂层,通过耐磨蚀试验证明,抗磨蚀WC10Co4Cr涂层既有高的硬度、强度来抵抗泥沙磨损,又有好的塑性与冲击韧性来防御空蚀破坏,能提高实际叶轮的抗磨蚀寿命,取得良好效果。
(2)金属涂层防护。如金属热喷涂[12]、超音速喷涂[13]、等离子喷涂[14]、电镀等。因具有较高的硬度和弹性模量,较小的热膨胀系数和优良的化学性能而备受关注。金属涂层中广泛使用以WC、TiC等碳化物与金属Fe、Co、Ni等制成的黏结相合金粉末,其中碳化物相使涂层具有高硬度和耐磨性,黏结相则赋予涂层一定的强度和韧性。抗磨性能好,抗空蚀性能与不锈钢材料相当。
(3)非金属涂层防护。如树脂砂浆类涂层[15]、高分子涂料等。环氧砂浆由环氧树脂、磨料、固化剂、添加剂等组成,作为一种成本较低的非金属材料,在水力机械磨蚀修复方面广泛应用。聚氨酯和高密聚乙烯等工程塑料也分别应用于水轮机磨蚀防护,均取得了较好的效果。
2 熔覆技术及其应用
熔覆技术主要采用激光或电磁能量加热熔覆材料和基材表面,使所需的抗磨蚀材料熔焊于工件表面的表面改性技术。与传统喷涂技术比,具有以下特点:一是涂层与基体是冶金结合,结合强度高;二是不仅具有良好的耐磨性能,同时具备良好的韧性,抗空蚀性能好;三是成型质量高,热变形小。
新疆某引水式水电站,水轮机运行工况较为恶劣,过流部件磨蚀严重,活动导叶运行一年后小头减薄甚至破损。利用钎涂技术,在导叶小头熔覆镍基涂层材料,导叶小头修复后如图1所示。运行三年,涂层没有剥落或严重损伤。由此可见,熔覆工艺虽然成本较高、操作复杂,但是良好的机械性能也能够在水轮机的其他过流部位有更广泛的应用潜力。

图1 导叶小头熔覆修复Figure 1 Repair of guide vane tip by cladding
3 聚氨酯材料及其应用
聚氨酯材料品种众多,经过长期的室内试验和实际应用,黄河水利科学研究院积累了丰富经验,遴选出数种耐磨蚀性能优异的聚氨酯材料,改进并提高了其耐撕裂性、耐水性和黏接性能,形成了系列产品,这是在抗磨蚀方面具有代表性的成果。
(1)聚氨酯修复强空蚀破坏区。通过改性助剂和真空浇铸,突破了与金属材料界面黏接力低的难题,能够对水轮机过流强空蚀区进行修复。如牡丹江莲花水电站是清水水库,经过多年运行,两叶片之间靠右侧上冠出现空蚀现象。经过补焊技术,可以对空蚀区域进行修补,但补焊工作量大,需要工期较长,影响整个机组大修时间,同时补焊后,上冠采用的合金钢经过高温会破坏材料结构,致使其性能受到影响。再者,经过补焊后运行一段时间,上冠会再次出现空蚀现象,随着时间延长,空蚀区域扩大速度呈爆发式增长。2014年上冠空蚀区长度为70cm,2015年空蚀区长度增加到120cm,如图2(a)所示。
由于上述原因,本次采用改性氧化石墨烯/聚氨酯复合涂层技术对莲花厂水轮机转轮上冠强空蚀破坏区域进行处理,效果如图2(b)所示。历经4个大修周期后,修复效果如图2(c)所示。可以看出,除少量复合树脂砂浆被磨掉外,聚氨酯复合涂层几乎未受到任何破坏,仍能够起到很好的保护作用,这是目前国内外抗空蚀修复效果最好的案例。
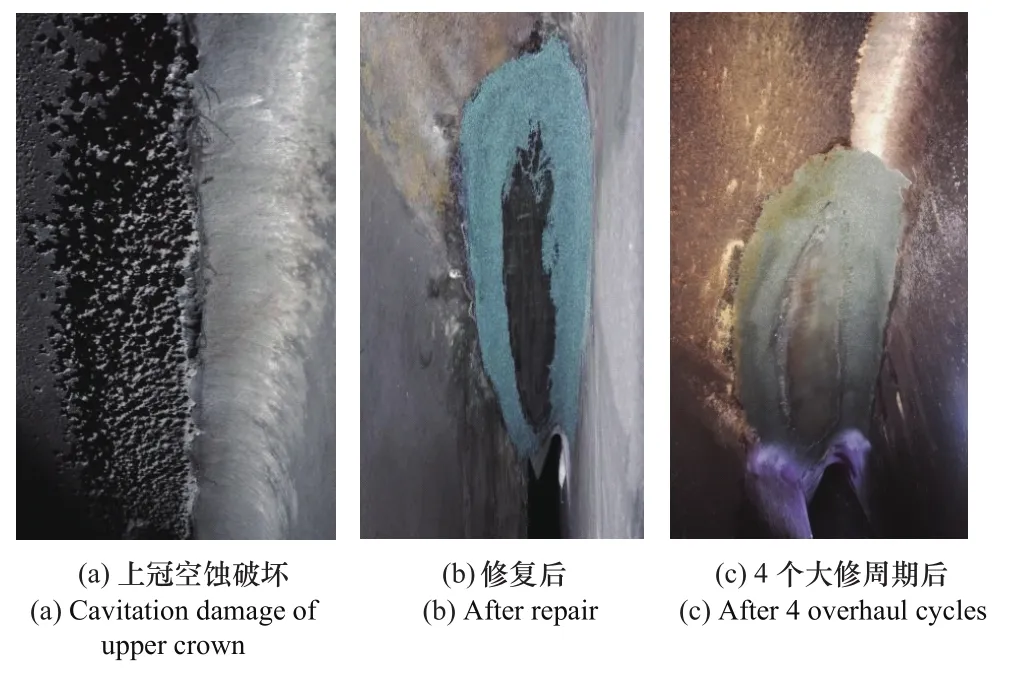
图2 水轮机上冠空蚀修复Figure2 Repair of cavitation erosion in upper crown of hydraulic turbine
(2)研制多种钢塑复合(聚氨酯+不锈钢)抗磨蚀零部件,应用于水力机械,性能优异[16]。图3导叶大头嵌入安装的是钢塑密封板,中间突起与导叶小头搭接形成软硬结合密封面,有效解决了漏水和磨损问题,多个水电站多年运行实践表明,这是目前应用效果最好的导叶密封技术。图4是钢塑底环抗磨板,高含沙水库应用表明,抗磨效果优于不锈钢抗磨板。

图3 钢塑导叶密封板Figure3 Steel plastic guide vane sealing plate

图4 钢塑底环抗磨板Figure4 Steel plastic bottom ring wear plate
4 综合防护技术及其应用
4.1 综合防护措施
水轮机的全寿命周期管理包括采购、使用、维修、报废等一系列过程,水电站往往根据使用工况,设计合理的维修策略(事后维修、预防维修、点检、视情维修、状态维修、机会维修等),确定维修时间和维修目的。
单一技术无法满足恶劣工况下的抗磨蚀要求,甚至在同一过流部件单一技术也很难解决磨蚀问题。因此,需要在设备(设施)的全寿命周期的不同阶段,针对具体部位和工况,基于对破坏机理、性能试验、应用效果的深刻理解,设计合适的材料(焊条、砂浆类涂层、橡胶类涂层、钢塑复合材料、金属涂层等)、结构和工艺,提供高性价比的综合防护措施,以达到维修目的。
4.2 水轮机导水机构综合防护案例
新疆某引水电站,含沙量大、沙质硬,水轮机磨蚀严重,导致漏水量增大且机组出力下降。转轮、活动导叶以及底环抗磨板破坏严重,如图5所示,每年需要大修,维修工作量大。

图5 底环抗磨板和活动导叶破坏Figure5 Failure of bottom ring wear plate and movable guide vane
对此,综合防护措施设计如下:①转轮修复。转轮工况最为恶劣,采用补焊和超音速喷涂进行防护。②活动导叶修复。活动导叶立面采用复合树脂砂浆抵抗泥沙磨损;在大头搭接处,采用钢塑复合立面密封板;在小头搭接处,采用超音速喷涂进行处理。搭接处形成软硬材料接触,能够达到更好的密封效果。③抗磨板采用钢塑复合材料,内圈密封环进行超音速喷涂处理,增强抗磨能力。
目前采用两年一个维修周期,一年大修一年小修;活动导叶及抗磨板报废期由2年提高到4年。 运行实践表明,机组导水机构抗磨蚀性能得到明显提高,维修工作量大为减少。
5 结束语
水轮机磨蚀问题是电站运行和工程设计必须考虑的问题之一,近些年来金属熔覆技术和抗撕裂聚氨酯材料等取得了较大进展,有效提高了水轮机抗磨蚀性能,未来具有良好的应用潜力。单一技术无法解决水轮机磨蚀修复问题,必须针对不同过流部位设计综合防护措施,并且解决方案的有效性和先进性需要在运行实践中检验。