农用外胎硫化前胎胚的预处理及硫化用水胎的控制
2021-09-04武杰韩兆星周刚孔令海段衍勇
武杰,韩兆星,周刚,孔令海,段衍勇
(山东泰山轮胎有限公司,山东 肥城 271600)
尼龙帘线斜交农用胎,在成型过程中因帘线、胎面的挤压、拉伸,致使胎胚在存放过程中释放内应力造成胎胚的变型,胎胚的变型对于成品质量影响较大。如:黏连造成的胎里露线、帘线弯曲;材料不均造成的缺胶、重皮质量缺陷;烘胎不足造成成品局部脱层、重皮、缺胶等,都与硫化前胎胚预处理、水胎的控制有关。因此加强控制是提高外胎质量的前提条件。
1 硫化前胎胚黏连的预处理
防止外胎硫化时水胎与生胎胎里黏连要刷涂料,为使胎圈在合模时有利于模型钢圈滑动着合,还要刷润滑剂。
1.1 刷胎胚隔离剂的目的
(1)在硫化过程中防止水胎与胎里黏连。
(2)放止胎里硫磺向水胎表面迁移,从而减缓水胎的老化过程,延长使用寿命。
(3)增加润滑性,装胎定型有利于水胎的舒展并防止胎里帘线打褶或裂缝。
1.2 刷胎圈用润滑剂的目的
(1)合模时,使水胎牙子与模型钢菱形圈迅速滑动着合,避免挤坏胎圈包布,压坏水胎牙子,减少子口硬边、子口宽窄不一质量缺陷。
(2)防止胎圈与钢圈的黏连,便于启模卸胎,避免胎圈弯曲变形。
2 胎胚预热的目的
胎胚预热的目的如下:
(1)恢复胶料疲劳变形,有利于定型和硫化时帘线均匀伸张,角度准确合乎标准。
(2)使成型时所使用的的汽油得到充分挥发,消灭因此而产生的气泡。
(3)胎胚变软,使定型极易操作,能减少定型时产生的打褶、裂缝等毛病。
(4)胎胚预热后温度升高,有利于界面噴霜类助剂在胶料中的扩散,从而达到均质硫化。
(5)胎胚温度升高后,可以缩短硫化时间,提高产量,并能提高帘布层的黏合强度。
(6)有利于胶料在模型中的流动,易填满模腔,使花纹清晰美观。
(7)可以减少缓冲层产生的水波浪现象,同时还能减少帘线弯曲,特别是大型规格越野花纹轮胎更为有利。
3 胎胚预热方法和时间
3.1 烘胎房预热
温度保持在30~45 ℃,温度过低胎胚预热时间较长且预热效果差,温度过高不仅浪费热能且对胎胚焦烧时间有损失,时间为4~96 h并根据规格大小控制烘胎时间,因此时间、温度控制要根据规格进行控制,确保硫化用胎胚的安全性(见表2)。其目的为有效控制热量,既达到使胎胚挥发分、水分、汽油等挥发,又能减少胎胚变形,还能使胎胚柔软易于下一步定型。一般用暖风机、中央空调、蒸汽散热片进行预热。
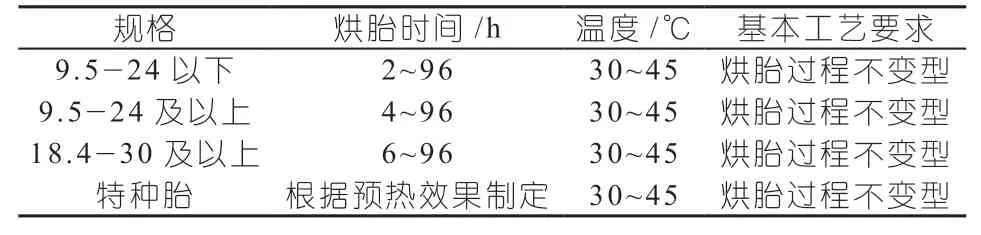
表1 烘胎工艺控制
3.2 红外线预热
温度控制在50~60 ℃情况下预热2 h左右。高频率预热法,在定型后硫化前预热温度60~80 ℃,时间为10~15 min,其缺点是耗电量大,但据国外资料9.00-20轮胎质量可以提高33%。
4 预热后胎胚的使用
胎胚按工艺规定有一定的停放时间,一般不超过96 h,停放时间过长会造成胶料喷霜即胎面发白现象,硫化后影响成品的物理机械性能和外观质量,同时因随时间的延长黏度升高、塑性降低,胎体、胎面发硬又会造成操作上的困难。若停放时间太短胎体里汽油、水分、挥发分挥发不净,也是造成外胎成品质量缺陷的原因之一。
因此,必须按先后顺序使用,防止长期预热而不送去硫化,其原因如下:
(1)使局部焦烧,而影响流动性能,易造成成品早期裂口。
(2)温度的变化,使喷出物迁移到表面,在表面形成一层薄膜,易造成重皮、裂口。
(3)长期存放变形,特别是夏天,胎体变形大影响胎胚的几何尺寸,因胶料的流动易造成重皮、裂口。同时也应搞好卫生工作,保持清洁,不沾杂质污尘,进而减少外胎外观重皮、裂口缺陷的出现。
5 胎胚的存放方式
一般用烘胎房集中预热胎胚并存放,但随着农用轮胎大型化,低压胎、层级少的特点,对于胎胚的存放提出较为严格要求,例如:胎体、胎圈不变型、存放过程材料分布要合理等,否则因变型造成外胎胎面胶分布不均、胎圈宽窄不一等质量缺陷并对使用性能有直接影响,如:胎面胶分布不均,使用过程中局部受力、升温、散热不同,造成的应力集中、热氧老化而丧失使用价值。这就要求根据不同的规格、层级采取不同的存放措施。
宽断面轮胎宜横躺放置在胎胚架或干净的烘胎房地面上,如图1所示。

图1 宽断面轮胎放置
一般大型人字农用胎应放置在有固定起保护作用的支撑架上,以防变形造成的外观缺陷,如图2所示。
图2 一般大型人字农用胎的放置
胎面胶用量大的水田胎,为防止胎面胶料在存放移动,进而造成成品材料分布不均,直接影响使用寿命,应放置有支撑的胎胚架上,如图3所示。

图3 胎面胶用量大的水田胎放置
胎体层数14PR以上的胎胚,胎面胶相对较少,为减少变形,可放在竖立的胎胚架上,对子口部位进行支撑,减少变形,如图4所示。

图4 胎体层数14PR以上的胎胚放置
6 胎胚擦胎、扎眼
擦胎的目的就是去除表面杂质、污染物,以及因胶料叠加过渡产生的界面的处理。扎眼的目的就是在定型、硫化打压阶段,排出胎胚在成型时带入的气体和汽油等挥发物,减少气泡、海绵质量缺陷的产生。在此过程一定要加强自检,对于有缺陷的胎胚按要求进行修补与技术处理,严禁有缺陷的胎胚流入硫化工序。对于扎眼为便于控制,应制定工艺要求如下。
6.1 擦胎注意事项
(1)表面的粉尘、水、油污、杂物等要擦干净,胎侧要用铁刷子打起毛来。
(2)定型后的胎胚要逐条检查,表面有缺胶、折子、胎面接头脱开、不平和没压实等毛病要进行认真修复,必须用同类胶补,气泡要刺破,这是保证轮胎各部位性能的要求。
(3)检查水胎与外胎的规格是否相符。否则因水胎子口牙子不同,如无内胎、有内胎的混用造成外胎废品。
(4)定型后胎胚停放不少于一个硫化周期。其目的就是筒状胎胚转化为扁平化成品状态时,尽可能使帘线经线、纬线的变化符合轮胎设计要求。
(5)发现水胎有不舒展者要及时处理,否则造成帘线打折弯曲而报废。
(6)注意工具保管,切勿将锥子、铁塞等工具掉进胎里或黏在胎胚上。有气密胶用氯化丁基胶、溴化丁基胶,所用修补工具必须单独存放,因此种胶料与天然橡胶不相容、硫化不同步,进而造成重皮、局部欠硫质量缺陷。
(7)复合胎面的结合部位要彻底清擦并打起毛,能有效促进胶料流动,减少裂口、重皮、缺胶等质量缺陷。
6.2 擦胎的工具、步骤及要求
(1)必备的工具:擦胎布、汽油、汽油盒、刀子、短锥子、毛刷子、钢丝刷子、胶条等。
(2)步骤:①用擦胎布先把杂物、尘土、粉子等去掉,用刀子把折子修平,用短锥子把气泡斜刺破;②用毛刷子刷上汽油,用钢丝刷子打起毛来;③胎面接头处要有开裂现象必须把断面处理干净后用同类胶补齐;④子口处要有漏白现象必须用胶糊涂刷或用同种性能的胶片补贴。
6.3 具体工艺要求
具体工艺要求见表2,其他方面:扎眼用针不能太细,特别是无内胎轮胎,扎眼要扎透但不得刺断帘线,否则影响胎体强度;用机械扎眼的胎胚不得偏移中心,刺不到的部位(胎侧、子口)要用手工扎眼并且扎透,胎面接头部位扎一至两排孔,机械扎眼禁止重复扎眼。目的就是在硫化打压阶段,尽可能减少因层贴造成的胎胚内空气、挥发性汽油的减少,进而提高致密性,减少脱层等质量缺陷。凡胎胚变型大及小规格不能使用刺孔机的胎胚,均需手工刺孔,尺寸要均匀,扎眼要到位。
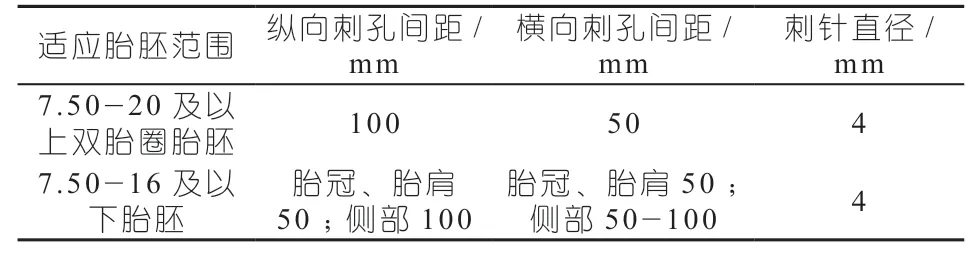
表2 扎眼尺寸及要求
6.4 其他注意事项
(1)扎眼前要核对胎胚胎面字头是否与所需规格、层级相符,是否存在缺陷,是否有特殊标记、各种标识是否齐全等,做好这些准备工作后才能开始扎眼。否则,因胎胚结构不同易造成废品,如:水田胎、人字胎胎面重量的差异,造成胎里不平或胎面冠部露线而报废。
(2)宽断面小规格无内胎胎胚冠部、胎侧、子口都要严格按工艺要求:纵向100 mm,横向50 mm,并且扎眼锥子不能太细。
(3)无内胎轮胎胎胚扎眼后不能停放太长时间,最好随扎随用,定好型后及时装锅硫化。
(4)用胶囊定型的无内胎农用胎多次出现胎里窝气现象,分析其原因不仅与中心机或单向阀漏有关,而且与扎眼也有直接关系,扎眼时扎不透、扎的少或锥子太细都达不到排气效果,这样就会造成胎里窝气。
(5)用风钻扎眼的特种胎扎眼时不能太快,每扎6~8个眼必须凉一次锥子,以免锥子太热使胶料焦烧,造成外胎缺陷。另外风钻用的针不能太细,太细容易断针和达不到排气效果,也不能太钝或三角状以免损伤帘线。
(6)扎眼的胎胚若不能及时使用,等到再次使用时必须重新扎眼。
7 硫化用水胎工具的预处理及控制
水胎表面涂以常用甘油与水的混合液,用以保护水胎外表面的热氧老化。不仅起隔离、润滑作用,还为胎胚顺利定型提供条件。甘油为三元酸,沸点290 ℃,吸湿性极强与水任意混合,容易为橡胶表面所吸附。当外胎硫化结束,水胎拔出来,把甘油均匀涂刷在表面,就等于水胎表面附一层水膜,由于甘油的吸湿性极强,所以表面不干燥,因而隔绝了空气中的氧,从而延缓了水胎的热氧老化,延长了水胎的使用寿命。
7.1 水胎检查操作要点
水胎适量充风后用铁塞堵好水胎咀浸在水中,做气密性检查,胶囊充风检查气密性。发现有缺陷处用有色蜡笔划出标记待修,暂停使用。合格者发到存放处,涂上保护剂,涂抹要均匀,停放待用。
7.2 水胎涂隔离剂的作用
水胎涂隔离剂的作用如下:
(1)起隔离作用,防止硫化过程中外胎与水胎黏连在一起,便于拉出水胎。
(2)保护水胎,防止老化,延长水胎使用寿命。
(3)起润滑作用,便于定型操作,定型过程中水胎易于伸张舒展。
7.3 水胎质量的控制
(1)在用水胎用之前必须逐条检查,水胎要逐条充风,仔细检查胎体,对于有胎体老化、修补不平、局部减薄、表面气泡、脱皮、水胎咀子周围凹陷较深等现象的不准使用,并且用蜡笔做好标记,并放置在不合格存放区。用新水胎时,一定要检查水胎接头处是否牢固,有无减薄现象,有无因冠部吐胶造成的壁薄现象。修补的水胎应特别注意检查修补处是否符合使用要求,有无漏气现象。
(2)胎体老化:老化后的水胎胎体弹性、强度均有所下降。水胎胎体表面抗老化性很强的氯化丁基胶片已老化,胎体内层会老化的更严重,有的地方会出现裂痕,如果再使用,在高温、高压作用下会出现破水胎现象,造成外胎废品。丁基胶用水胎因胶种的特殊性,会出现胎里发黏、表面龟裂、局部不均等现象。
(3)修补凹凸不平:修补补丁凹凸不平,如果使用,成品外胎就会出现胎里不平,影响产品外观质量。
(4)局部减薄:局部减薄容易造成水胎促折,促折部位轻者造成外胎胎里促折,严重在高温、高压作用下可能发生断裂出现破水胎。
(5)表面脱皮:水胎的脱皮部位面积较大时容易打折,会造成外胎胎里出现一个月牙型的沟,影响产品质量。
(6)咀子周围凹陷较深:咀子凹陷较深,说明厚度达不到,强度也会相对减弱可能会出现漏气现象,在硫化过程中在高温、高压作用下由于强度不够也可能会出现破水胎或把咀子打出来,进而造成外胎报废。
(7)两咀子不对称:咀子不对称,在装胎的时候不便于操作,有时还会因为嘴子导管过度弯曲、损伤出现串水,严重会出现外胎废品。
7.4 水胎取舍标准
在用水胎按下列标准取舍:
(1)水胎充入约0.098 MPa空气进行检查,胎身要膨胀均匀,无胎身漏气现象。
(2)无偏转筋及严重缺胶毛病,模缝胶边厚度不超过1 mm,并且修剪平整。
(3)胎身及接头无明显厚薄不均及裂纹现象,水胎胶咀偏歪不超过5 mm。
(4)翻修水胎无过软,咀子对面冠部无过薄现象。
(5)水胎牙子凹凸不平深度不大于2 mm,水胎表面无气泡,但翻新水胎允许有直径不大于20 mm的小气泡。
(6)各种规格水胎不少于三排循环使用,主要是为了便于操作,提高工作效率,恢复水胎疲劳变形,延长使用寿命。
7.5 水胎使用中的注意事项
(1)外胎更换规格时,要注意核对所用水胎规格,特别是同一规格有多种类型时,避免用错。
(2)用水胎定型时要把钩子升起,以免损伤,禁止用钩子压水胎。定型后要逐条充风,在装锅前如果发现水胎无风要检查漏风的原因,确信水胎完好后才能装锅。
(3)打水时充风要适当,禁止压力太大造成水胎爆破烫伤人。拉出胎里水胎要缓慢,钩子搭牢,并且钩子要错开水胎咀子部位。
8 定型过程中的注意事项
(1)胎胚应按存放先后顺序使用,定型前胎胚要按工艺扎眼,水胎表面隔离剂不干,水胎腔内有水不能定型。否则,造成胎里帘线劈缝、疤痕等质量缺陷,严重者报废。
(2)定型时定型盘必须保持清洁,拉水胎的钩子要避开水胎咀子,以免污染胎胚、损伤水胎。
(3)水胎要装正舒展,不准将胎胚压到底再送定型风,杜绝定型过程中将胎体帘线排列改变。
(4)定型前胎胚的检查:胎胚表面清洁、胎体无严重变形和局部烘过等现象;胎胚扎眼是否符合工艺要求;水胎和胎胚的规格型号要相符;有无露白、漏线、胎面接头裂开或胎面复合处裂开、子口脱空、胎里黏连(特别是无内胎轮胎)、胎体脱层等质量缺陷。
(5)定型时发现胎胚有气泡要及时刺破,黏附杂物要清除。
(6)定型后水胎内应充入适量的压缩空气,并且用铁塞塞紧。保持适当风量的目的:可以使胎胚保持原来的伸张状态使其接近外胎成品形状。风少或无风,在存放过程中轻者易收缩变形,重者水胎不能舒展影响装模或造成胎里折子、子口硬边、胎侧裂口、胎侧漏线(即帘线打折)、无内胎的轮胎还可能产生胎里窝气等缺陷。
(7)装锅前如果水胎内无风或风压变小,一定要重新仔细检查水胎,确信不是水胎问题时才能装锅,不然就有可能造成废品。
(8)现因规格大型化、特殊化,有用胶囊充入氮气进行定型的方式、方法,需要探讨定型时间、胎胚定型高度等工艺要求,满足硫化需求。
9 结语
根据斜交尼龙轮胎结构特点,对胎胚、预热、存放等预处理的控制,以及对轮胎用水胎进行相应控制,就会减少或杜绝质量缺陷的发生,为成品使用性能提供可靠保证。只要按规定细心操作,就能有效提高硫化外胎外观与质量,为将来大型农用胎胎胚的处理、存放和硫化用水胎控制,积累丰富经验。
