橡胶厂挤压脱水机螺杆主轴断裂原因探究及解决建议
2021-09-04马志涛
马志涛
(哈尔滨博实自动化股份有限公司,黑龙江 哈尔滨 150078)
挤压脱水机是合成橡胶干燥后处理生产线的关键设备,其主要的特点为设备体积小、占地面积小、控制方便、能耗低,采用渐开线齿轮传动,具有噪音低、运转平稳、承载力大,寿命长等特点。最初国内橡胶厂主要引进进口设备,国外的橡胶挤压脱水机供应商主要有Anderson、French和Welding[1]。但进口设备在引进和使用的过程中出现了厂商受限、供货周期长、价格昂贵等问题,所以设备或者其备件的国产化很紧迫。目前国内以哈尔滨博实自动化股份有限公司的橡胶后处理成套设备为主导。此次出现的问题是国产化的挤压脱水机螺杆主轴在安装使用18个月后发生了断裂,本文针对此问题进行探究。
1 挤压脱水机原理简介
挤压脱水机的主体结构包括:进料斗、主螺杆、锥筒体、直筒体、可调模板和出料斗[2]。含水率为40%~60%的胶粒由脱水筛经过渡料斗进入挤压脱水机,螺旋的压缩比使物料所受的压力不断提高,将分散在胶粒和胶粒之间的游离水清除掉,胶向前推进,螺距变化使物料受到的剪切力增加,温度升高,水由各机体上的排水点排入排水槽。另外,通过机械销钉剪切及筒体蒸汽加热适当提高进入膨胀干燥机的物料温度,为膨胀干燥做好能量储备的基础[3]。
2 观察与分析
2.1 宏观观察与分析
由图1~图8观察可知,主轴断裂部位在紧定螺堵处,介于直筒体和可调模板装置之间,断裂处轴径表面有明显研伤,以及研伤形成的沟槽;可调模板装置中的定位套内孔有明显研伤,且端面有明显凸起,定位套紧固螺钉头有明显的磨擦伤;转动模板端面有明显刮伤;各个螺套螺棱侧面及剪切螺钉均有刮伤;筒体衬套有研伤。分析为剪切螺钉与螺套相互位置不正确,相互干涉;螺套与筒体衬套干涉、研伤;主轴与定位套内孔相互有研伤;转动模板端面有明显研伤,曾与切刀相干涉。

图1 主轴外圆研伤

图8 主轴断口形貌
断口垂直于轴线,呈脆性断口特征,且有疲劳断口的全部特征,说明该轴属疲劳断裂。从断口形貌上看,符合低载荷、尖缺口、旋转弯曲断口形貌。
该轴为螺旋橡胶挤压脱水驱动轴,在被动段通过键连接螺套在其外侧的螺旋挤出装置。正常工作时以承受扭力作用为主,在螺旋套偏心或填料不均匀的情况下,两轴承间轴段有产生弯矩的条件。

图2 定位套内孔及紧固螺钉
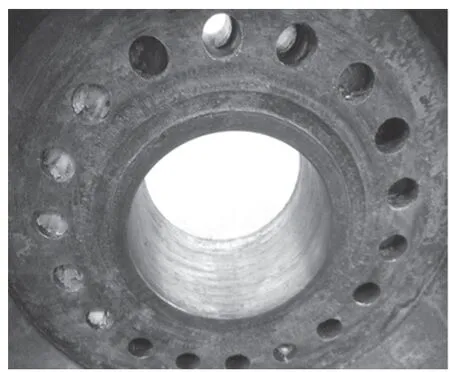
图3 转动模板端面研伤

图4 螺套研伤

图5 剪切螺钉研伤图
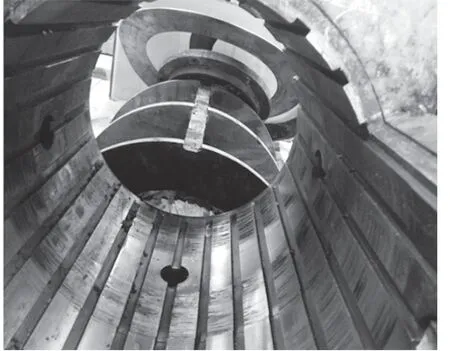
图6 筒体衬套研伤

图7 螺套外圆研伤图
2.2 检测分析
检测项目:可调模板装置中定位套内孔相对可调模板装置安装止口的同轴度误差;检测设备:三坐标测量机;检测内容:以Φ500(切刀侧)和Φ420(筒体端)建立公共轴线测定Φ140内孔同轴,测定Φ140内孔共8点分别到中心距离。
检测结果如表1所示。

表1 模孔调节装置测量数据表
由表1可知:
(1)同轴度误差1.193;定位套内孔直径Φ139.5 (测量时按实际孔大小取整给的设定值Φ140),实测:筒体 端Φ139.5+1.395(140.895)、Φ139.5+1.221(140.721),切刀侧Φ139.5+0.707(152.207)、Φ139.5+0.416(151.916);
(2)从上面数据可以看出,主轴与定位套干涉,相互研伤,且筒体端定位套内孔磨损大,切刀侧定位套内孔磨损小。
2.3 计算分析
(1)剪切螺钉与螺套螺棱干涉,即图示上Z<0(正常单侧间隙10 mm),螺杆与筒体间的相对位置不正确,切刀与模板装置间的间隙3 mm变小。
(2)剪切螺钉与螺套螺棱干涉,导致螺杆受径向和轴向交变力,螺杆弯曲,螺套外圆与筒体衬套间干涉、摩擦;主轴与模板装置上定位套干涉、摩擦;切刀与模板装置间的间隙变小,甚至干涉。
(3)图示螺棱与筒体衬套间间隙单侧2 mm,主轴与模板装置上定位套单侧间隙0.75。假设只是螺杆中间一点受径向力,简化成几何图形,见图9,计算结果如下:

图9 主轴简化几何图形

即螺杆弯曲,螺套外圆与筒体衬套间产生摩擦,势必导致主轴与模板装置上定位套产生干涉。同时,模板装置上定位套磨损也符合简图上线性规律,即靠近弯曲中心,弯曲大,磨损大;远离弯曲中心,弯曲小,磨损小;筒体端定位套内孔磨损大,切刀侧定位套内孔磨损小,与数据分析测量的结果一致。
2.4 综合分析
综合以上分析认为:剪切螺钉与螺套相互位置不正确,即螺杆与筒体间的相对位置不正确,切刀与模板装置间的间隙3 mm变小;剪切螺钉与螺套螺棱干涉,导致螺杆受径向和轴向交变应力,螺杆弯曲,螺套外圆与筒体衬套间干涉、摩擦;主轴与模板装置上定位套干涉、摩擦;切刀与模板装置干涉。
剪切螺钉与螺套螺棱干涉以及主轴轴径与可调模板装置中的定位套内孔互研,产生附加横向载荷,引起附加弯矩;同时主轴轴径表面因研伤形成了明显的缺陷;势必造成主轴受高应力疲劳破坏。
结论:属于安装、调整不当,导致螺杆主轴断裂。
3 螺杆安装的步骤及注意事项
3.1 螺杆安装
(1)将筒体内表面清洗干净,螺杆清洗干净,减速箱键槽清洗、吹扫干净。
(2)螺杆的标记方位在顶部位置。用专用起吊工具将螺杆水平吊起,找正,缓慢将其穿入减速箱箱空心轴内,螺杆轴端部锁紧螺母固定安装。
(3)挤压脱水机螺杆轴安装完成后,进行料筒的安装,料筒采用分段式设计,从挤压机进料斗开始安装,进料斗-锥筒体-直筒体-挤出模板逐级完成安装。
(4)卸下螺杆支撑工具,用塞尺测量螺杆与模板的间隙,应符合要求,然后紧固模板连接螺栓及轴承座安装螺栓。
3.2 注意事项
(1)设备的轴对中
设备从安装时的冷状态,到开车运行时的热状态,此过程由于受温度变化等原因,会引起轴中心线的位移变化,所以在安装时必须考虑各种因素的影响。当设备受温度变化时,在螺杆轴浮动端预留膨胀量,使设备在运行时具有一定的膨胀补偿余地,这样才能保证设备长周期、平稳运行。
(2)筒体水平度的测量
挤压脱水机的机身尺寸长、长径比(L/D)大,挤压脱水机筒体为分段式,各段之间靠止口定位,法兰连接。测量筒体纵向水平度是将方水平仪直接在直筒体外表面加工面上进行测量,这样可以准确地反映筒体本身的水平度。
(3) 挤压脱水机螺杆尺寸长、重量大,与筒体的平均间隙只有2 mm,安装技术难度大。装配时稍有不慎就有可能与筒体碰撞和别劲,容易出差错,螺杆安装过程中允许与筒体轻微摩擦。
4 结论
(1)挤压脱水机短期运行后发生螺杆主轴断裂,采用宏观观察与分析、检测分析及计算分析方法进行了探究。最终确认其原因为螺杆安装、调整不当。
(2)基于螺杆的安装对设备运行有较大的影响,所以应严格按照安装手册进行操作,同时应重点保证设备的轴对中、筒体水平度的测量以及装配时避免与筒体碰撞和别劲等问题。
