651型橡胶止水带硫化热熔焊接工艺性试验及质量控制
2021-09-03张鹏李勇
张鹏,李勇
(中国水利水电第七工程局有限公司,成都,610213)
1 工程简况
杨房沟水电站是雅砻江中游河段一库七级开发的第六级,Ⅰ等工程,工程规模为大(1)型的国内首个百万千瓦级EPC水电站。挡水建筑物采用混凝土双曲拱坝,最大坝高155.00m,引水发电系统布置在河道左岸,地下厂房采用首部开发方式,电站总装机容量1500MW,安装4台375MW的混流式水轮发电机组。引水发电系统主要由进水口、压力管道、主厂房、主变洞、尾水调压室、尾闸室、尾水洞、出线洞、开关站等组成,洞室共设置651型橡胶止水9888m。
本文通过651型橡胶止水带硫化热熔焊接工艺性试验,确定651型橡胶止水带焊接的各项参数,确保现场651型橡胶止水带焊接质量。
2 工艺性试验准备
2.1 试验依据
(1)《水工混凝土施工规范》(DL/T 5144-2015);
(2)《水工建筑物止水带技术规范》(DL/T 5215-2005);
(3)《高分子防水材料第2部分:止水带》(GB 18173.2-2014);
(4)《水电水利基本建设工程单元工程质量等级评定标准》(DL/T 5113.1-2005);
(5)《雅砻江杨房沟水电站设计施工总承包合同文件》。
2.2 设备机具
橡胶止水带硫化热熔焊接工艺性试验设备机具见表1。

表1 橡胶止水带硫化热熔焊接工艺性试验设备机具
2.3 人员配置
橡胶止水带硫化热熔焊接人员配置:焊工2名、试验人员1名、安全员1名、电工1名、普工2名。
2.4 材料
651型橡胶止水带厚8mm,宽400mm,进场时必须有工厂质量保证书(或检验合格证),经试验合格后方可使用,否则不得使用于本工程中。橡胶止水带的物理性能指标见表2。
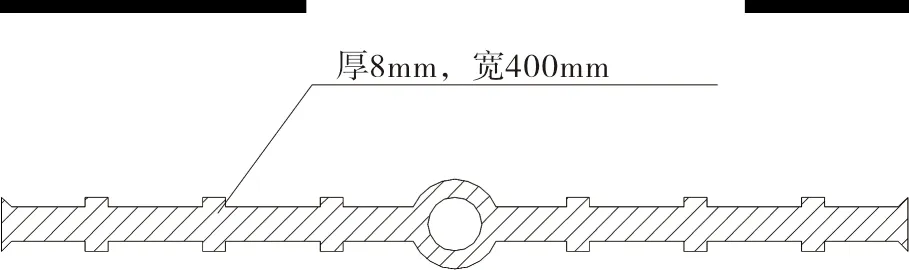
图1 651型橡胶止水带大样
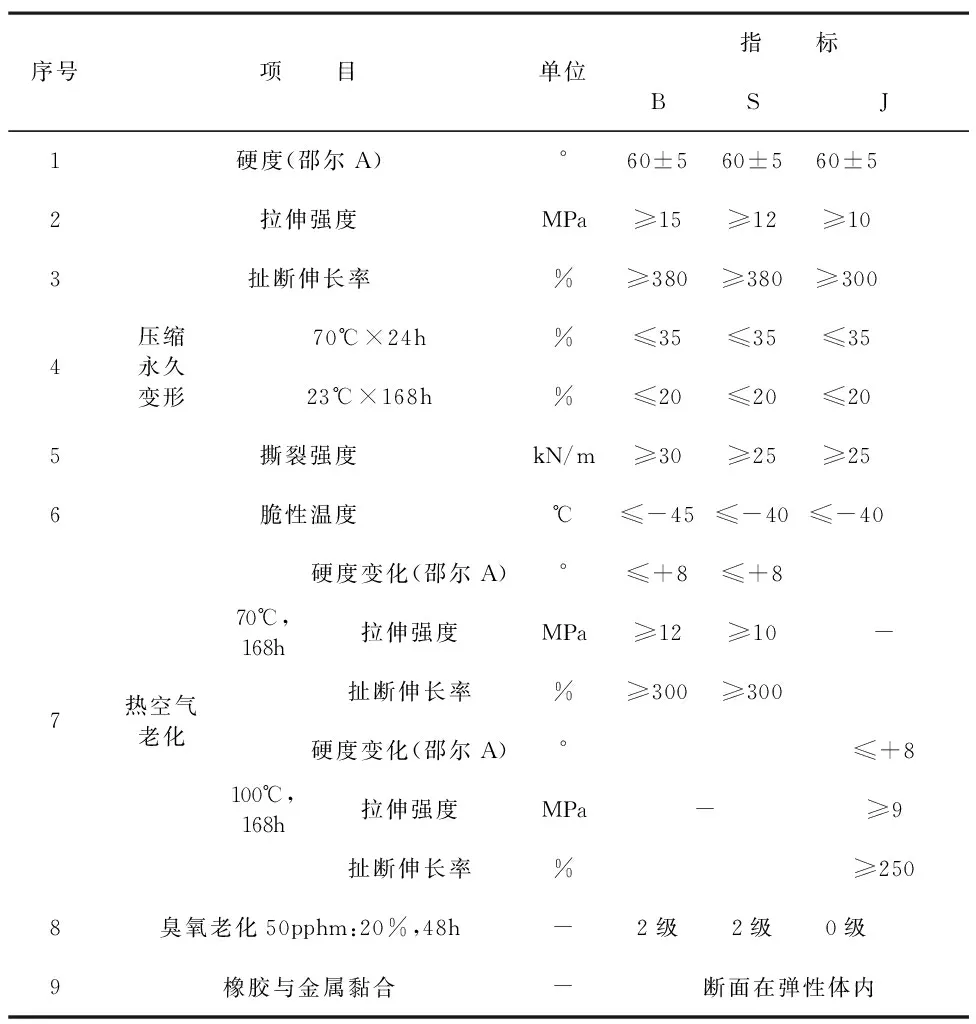
表2 橡胶止水带物理性能指标
表注:①B为适用于变形缝的止水带,S为适用于施工缝的止水带,J为适用于有特殊耐老化要求的接缝止水带;②试验方法按照《高分子防水材料第2部分:止水带》(GB 18173.2-2014)的要求执行。
2.5 试验时间及场地
试验时间应在现场使用前完成,实验场地应平整、空旷。
3 施工工艺
3.1 施工工艺流程
施工准备→施焊参数→试件施焊→外观检查→试验室检测。
3.2 施工准备
(1)施工前做好人员培训及技术交底。
(2)做好施工设备机具的检查保养工作。
(3)施焊场地应平整,周围无油类、木材等易燃、易爆物品。
(4)施焊使用的橡胶止水带应检验合格。
(5)做好焊接试件编号及焊接材料准备。
3.3 施焊参数
本次试验按照焊接温度分类共计施焊3组,具体施焊参数见表3。
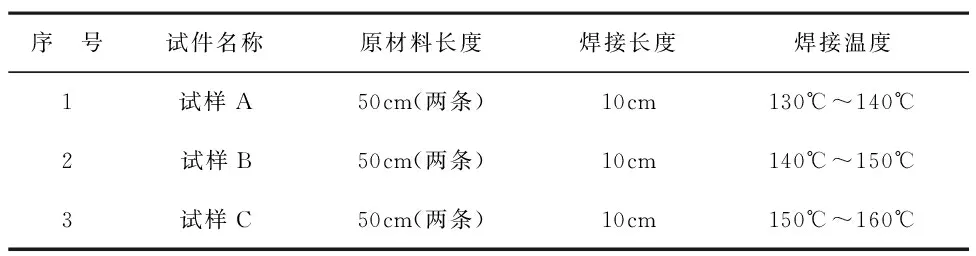
表3 施焊参数
3.4 试件施焊
3.4.1 热硫化复合式焊机预热
焊机提前30min接通电源进行预热,预热温度达到130℃~150℃。
3.4.2 焊接材料准备
(1)将成卷的651型橡胶止水带采用美工刀裁剪成长50cm焊接试件,共计裁剪6条。裁剪时保证端头齐平,将焊接端头采用角磨机进行打毛,打毛宽度5cm,打毛厚度约2mm。
(2)切割长40cm,宽10cm生橡胶帮接条,共计切割3条。
(3)切割长40cm,宽1cm生橡胶连接条,共计切割3条。
3.4.3 焊接
第一步:拔掉电源,关闭预热焊机,将止水带接头平铺在焊机底板上(毛面朝上)。
第二步:将1cm宽生橡胶连接条放入接缝中间。然后将10cm宽的生橡胶帮接条平铺在止水带的打磨面上,保证接缝两侧宽度均等。

图2 橡胶止水带焊接示意
第三步:合上热熔焊机,拧紧螺栓。接通电源5min后,再次拧紧螺栓加压(以拧不动即可),继续加热5min(焊接温度按照表3控制),关闭电源,焊接结束。
第四步:热熔焊机冷却20min后,取出止水带,进行焊接的外观检查。
3.5 外观检查
焊接接头外观应平顺、对接整齐,两侧缝隙填满,无烧焦、碳化,没有气泡、夹渣或假焊现象。
3.6 接头强度检查
根据设计文件要求,本工程橡胶止水带设计拉伸强度为不小于12MPa。根据《水工混凝土施工规范》(DL/T 5144-2015)、《水工建筑物止水带技术规范》(DL/T 5215-2005)、《高分子防水材料第2部分:止水带》(GB 18173.2-2014)、《水电水利基本建设工程单元工程质量等级评定标准》(DL/T 5113.1-2005)规范要求,橡胶止水带接头焊接质量检查见表4。根据表4对比显示,橡胶止水带焊接长度不小于10cm,接头拉伸强度不小于12MPa×75%=9MPa。

表4 橡胶止水带接头焊接质量检查要求
4 质量控制与安全保证措施
4.1 质量控制措施
(1)进场材料须有产品合格证(或材质检验报告)。
(2)材料在运输时,避免阳光直射,勿与热源、油类及有害溶剂接触,成品勿重压。
(3)施工人员应严格检验材料规格、外观有无缺陷。
(4)由具备经验的施工人员操作,操作人员持证上岗。
(5)止水带焊接必须位置准确、牢固,毛面必须用刷子清理干净。
(6)橡胶止水带表面不允许有开裂、缺胶、海绵状等影响使用的缺陷,中心孔偏心不允许超过管状断面厚度的1/3。止水带表面允许有深度不大于2mm、面积不大于16mm2的凹痕、气泡、杂质、明疤等缺陷,每延米不超过4处。
4.2 安全保证措施
(1)施工现场用电和机械用电应符合《施工现场临时用电安全技术规范》的规定。
(2)提高安全意识,做好操作人员的安全培训。
(3)安全管理人员负责核查焊接作业人员所要求的资格,将焊接可能引起的安全事故告知操作人员。保证使用合格的设备,保证各类防护用品的合理使用,在现场配置防火、灭火设备。
(4)焊机的熔断器和漏电保护开关的容量,焊机电源线规格,焊机保护接地线规格,必须按照焊接设备使用说明书要求配置和安装。
(5)焊接区域内应无火灾隐患。焊机周围半径5m~10m以内,不得堆放油类、木材等易燃、易爆物品,防止火灾事故发生。