冲压用镀锌钢板白色凸点缺陷产生原因及对策
2021-08-31谭泽卓鞍钢广州汽车钢有限公司
文/谭泽卓·鞍钢广州汽车钢有限公司
赵磊,靳海峰·广汽丰田汽车钢有限公司
镀锌板材在冲压过程中经常出现冲压成品件的凹凸点现象,这种凹凸点为镀锌钢板表面上所带的白色凸点经过冲压后引起的凹凸缺陷。文中对热镀锌生产的合金化产品(GA)中常见的白色凸点缺陷进行了分类研究,对不同种类的白色凸点进行对策分析,通过对影响锌渣、锌灰等几类常见白色凸点的对策研究,得出稳定控制冲压件上常见白色凸点缺陷的措施。
汽车工业生产中,热镀锌板材的需求量一向较大,日系汽车制造冲压所使用的合金化镀锌钢材(GA钢板)更是需求量巨大。在合金化镀锌成品中,存在很多对于冲压生产而言面品质不合格的板件,某汽车主机厂冲压车间生产顶棚部品时,其白色凸点导致不良件达总数的3%~5%,通常一枚冲压板件上存在直径为1mm的一颗白色凸点即为不合格板件,其冲压后形貌如图1所示。

图1 白色凸点形貌
该冲压车间品质要求中基本不接受此类的缺陷板件,而在镀锌钢板中只要存在非常细小的凸点,冲压后的板件被检查出来的凸起就会扩大3倍以上,如图2所示。

图2 冲压前的异物1与冲压后凸点3的大小差异
经过分析,这种缺陷点中锌含量达80%以上,可以判断该缺陷由热镀锌工程的锌锅区域产生,而这种细小白色凸点缺陷在热镀锌生产中无论是过程控制还是检出都存在难点。以下将从锌锅区域的锌灰、锌锅底渣及锌锅浮渣方面进行白色凸点缺陷成因分类与对策分析。
热镀锌生产中板材白色凸点产生原因分类
入锌锅通道中的锌灰造成
锌灰为退火炉入锌锅通道(简称炉鼻)的锌液面产生的锌蒸气与水蒸气结合凝固形成(图3)。锌灰通常为白色灰状异物,在通道壁上凝固后掉落于带钢或锌液面上被卷入带钢面上,带钢经过锌锅中的辊系时部分异物被挤压入带钢内形成永久白色点状缺陷,此缺陷在正常状态下的成品镀锌板上只有单面可见,经过冲压生产后形成双面凹凸点。
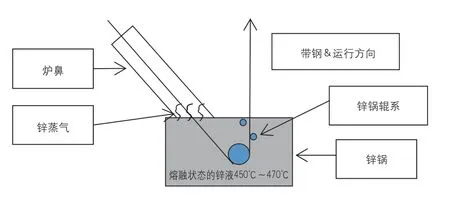
图3 锌灰形成示意图
锌锅底渣造成
热镀锌生产线在正常生产时,锌锅内有如下反应:
①Fe+7Zn→FeZn7↓
②2FeZn7+5Al→Fe2Al5+14Zn
浸入锌锅的带钢和锌锅中运动的辊系会源源不断地带入铁元素,而铁元素和锌液中的锌元素在特定条件下反应生成FeZn7,FeZn7即是沉淀在锌锅底部的底渣,而热镀锌生产中添加的铝元素与底渣进行反应,可以溶解底渣。
合金化生产过程中底渣堆积的原因为:合金化产品因热镀锌后存在合金化退火过程以保证锌层附着力,如果锌液中的铝含量高将抑制合金化过程导致不完全合金,因此合金化生产铝含量将受限在一定浓度范围内,生产过程中随着锌锅温度和带钢温度的变化以致铁元素的不断溶入与锌元素结合生成底渣,而铝浓度不足以溶解底渣,导致底渣也不断的形成,堆积在锌锅底部,当底渣达到一定高度时就会被搅动的锌液带起压入带钢与辊系之中,形成板件上的底渣白色凸点缺陷。此缺陷轻微时为单面附着,而严重时双面可见对应凹凸点。
锌锅浮渣造成
合金化镀锌过程中,运行的带钢浸入锌锅带出锌液,经过气刀对表面的锌层进行平整和控制镀层厚度,而吹回的锌液部分被氧化成ZnO。产生的浮渣容易在锌液面飘浮移动的过程中或捞取的过程被锌锅内运行的带钢与运动的辊系夹入形成浮渣白色凸点缺陷。
白色凸点缺陷的主要控制对策
控制锌灰白色凸点的对策
主要控制生产过程中入锌锅通道中锌液面的锌蒸气量来控制锌灰的产生,其方法是:炉鼻内通入足量的湿氮(氮气+水汽)在炉鼻内的液面上生成ZnO氧化膜以抑制锌蒸气的生成,再辅以液面排渣装置去除通道内的浮灰浮渣达到预防炉鼻处产生锌灰白色凸点,如图4所示。

图4 锌灰控制示意图
控制锌锅底渣白色凸点的对策
底渣及生成主要和锌液中的铁元素和铝元素有关,当铁元素大量增加时底渣也将大量生成,而铝元素波动大时也将影响底渣的生成及溶解,这些情况都将导致底渣颗粒压入带钢之中,因此控制底渣白色凸点的措施有:
⑴控制锌液中的铁元素。
铁元素主要由进入锌锅的钢板溶入及锌锅辊系溶解带入,这两者均具有固定的体积和通过量参数,而影响它们溶解铁元素的因素为温度,其中包括锌液温度及带钢进入锅液时的温度,当锌液温度过高或波动较大时,锌液中铁含量随之波动,而过量的铁只会析出底渣,可溶解的部分则由钢板或辊系带入,因此想要减少铁含量的增加,需要保持稳定而合适的锌锅温度及钢板温度。通常由锌锅设备的自动温控系统及钢板入锌锅温度自动闭环控制,通过优化温度控制数学模型及合理的设计钢板入锌锅的工艺温度来实现控制铁含量带入。
⑵维持稳定的铝元素浓度。
铝元素的浓度可影响与底渣反应的程度,正常生产时铝浓度作为生产工艺参数要求,应当处于稳定状态,但实际控制中受加锌锭频率不当及生产品种产线速度的影响导致铝浓度出现波动,当铝浓度减少时因与铁结合减少而造成底渣增加,当铝浓度增加时也会优先与铁元素结合造成钢板及辊系铁溶入加剧,因此维持稳定铝元素浓度也是减少底渣生成的方法。通过合理设计锌锭中的铝含量、合理的加锌锭频率和方式来实现铝浓度的稳定。
控制锌锅浮渣白色凸点的对策
采取合理的捞渣频率和捞渣方式可有效避免浮渣带来的带钢锌渣缺陷,例如生产汽车用外板时通常不进行捞渣以避免锌渣带入钢带,生产汽车用外板时合理排产,捞渣时不宜造成液面大幅度波动,有条件时可采取机械自动化捞渣,少量多次进行扒渣、捞渣作业。
结论
通过冲压生产的观察及热镀锌生产中所遇的顽固缺陷的分析,常见的热镀锌白色凸点缺陷通常由锌锅区域引起,退火炉入锌锅通道湿氮不足量、锌液温度及入锌锅带钢温度控制不稳定、铝浓度控制不稳定及不合理的捞渣作业均会造成白色凸点缺陷的产生,因此要科学合理的判断具体的导致原因,加强对各种设备和生产参数控制要因的综合管理,才能更好的解决冲压生产时出现的白色凸点缺陷问题。

