转向横拉杆故障分析及结构改进
2021-08-31杨贝贝
杨贝贝
(安联(郑州)工程机械有限公司,河南郑州 450001)
0 引言
目前,国内外挂车用转向桥转向横拉杆两端大多采用缓冲衬套和U形连接叉的方式连接。使用时,在转向节上焊接衬套支座,再将缓冲衬套装入支座内,并用夹紧螺栓固定衬套,这样衬套中间的内孔可穿入螺栓与横拉杆两端的U形连接叉连接形成铰链。在实际使用过程中,发现夹紧螺栓如果型号偏小或者强度等级偏低时则容易断裂。另外螺栓预紧力过大也会造成衬套外圈变形严重,从而无法调整前束。本文作者针对上述问题的原因进行了充分分析,并通过试验选出合适的螺栓型号和预紧力,优化了衬套座结构尺寸,最终解决了上述问题。
1 故障及原因分析
1.1 故障描述
公司开发的挂车转向桥在使用过程中出现了两种故障现象:(1)转向桥在使用不到两个月后出现夹紧螺栓断裂、衬套支座断裂现象,如图1所示;(2)客户调整前束时发现衬套变形严重,松掉夹紧螺栓后衬套无法转动,进而无法调整前束(未保留故障照片)。

图1 故障1照片
1.2 故障原因分析
1.2.1 原有转向桥横拉杆结构及技术要求
挂车用转向桥横拉杆包括:衬套支座、缓冲衬套、固定螺栓及螺母、夹紧螺栓及弹垫、横拉杆(两端为U形结构)。各零件装配关系如下:衬套支座焊接在转向节上,衬套装在支座孔内并用夹紧螺栓夹紧,衬套通过固定螺栓和螺母与U形叉拉杆连接在一起,如图2所示。衬套设计成偏心结构(图3),需要调整前束时可以通过旋转衬套改变衬套中心相对支座中心的距离,从而改变前束值。衬套支座上有一开槽(图4),使得支座可以有较大的弹性变形,当前束调整好后将加紧螺栓打紧,此时衬套支座上的开槽被压缩,支座孔发生变形,从而夹紧衬套。

图2 转向横拉杆及固定结构

图3 衬套(偏心结构)

图4 衬套支座(带开槽)
其中,衬套支座开槽尺寸原先是4 mm,夹紧螺栓为GB/T 5783 M14×60,要求预紧力(200±20)N·m。装配工艺要求为:将螺栓打紧,弹垫压平,螺栓预紧扭力不低于180 N·m,检测工具为带响声预置式扭力扳手。
1.2.2 螺栓断裂和衬套支座断裂原因分析
由于客户已自行更换了螺栓并继续使用,所以无法对故障件进行有效分析,仅能从照片推断出衬套支座断裂是因为夹紧螺栓断裂后支座在横拉杆拉动下产生大的变形后发生断裂。但可以先对原先的工艺要求进行验证,确认是否存在问题。
按照原先的工艺要求进行装配,当扭力达到200 N·m时,弹垫已被压平,衬套目视有轻微变形,如果继续拧紧螺栓,发现衬套会发生明显的变形,支座的开槽宽度明显减小;当扭力超过300 N·m后,开槽宽度迅速减小直至为0,此时槽口完全闭合,衬套外层铁圈变形严重,已无法再使用。如图5所示。

图5 槽口闭合后的支座和衬套
可以看出,发生上述情况的原因是支座开槽后结构刚度和强度降低,无法承受较大的预紧力,产生了大的变形。可以想象到,实际装配时开槽尺寸是不受控制的,有些可能很大,有些可能很小。如果开槽尺寸过小,则衬套会发生大的变形,且这种变形无法恢复,在使用过程中,转向桥会承受各种震动,从而会使衬套和支座之间产生间隙,衬套无法提供有效的减震和支撑作用,造成螺栓松动并断裂,螺栓断裂后,支座受到较大拉力时也会跟着发生断裂。当然,不能排除断裂的螺栓存在质量问题,因无法得到故障件,文中分析暂不考虑。
1.2.3 衬套变形原因分析
根据第1.2.2节所述,可能会认为衬套变形的原因是螺栓拧紧力矩过大。但是这不是真正的原因,真正的原因是支座变形后的开槽尺寸没有得到控制,开槽尺寸过小导致衬套发生永久性变形。
2 螺栓扭力及衬套变形问题的深入研究
为了较好地解决上述故障问题,需要知道:(1)夹紧螺栓选用什么型号,需要多大的预紧力矩合适;(2)衬套最大允许变形量是多少;(3)支座变形后开槽尺寸控制在多少合适。
对于第(1)个问题,可参考国外STEFFEN公司的转向桥将螺栓改为GB/T 5873 M18×70 8.8级,这样的话夹紧螺栓可以承受更大的力,使用起来更加安全。M18×70螺栓预紧力通过查标准QC/T 518—2013《汽车用螺纹紧固件紧固扭矩》[1]后设定为(350±20)N·m。对于第(2)、第(3)条问题,需要设计试验来得到数据。
2.1 试验方法
为了得到夹紧螺栓预紧力和衬套变形的准确数据,使用真实产品零件做试验,具体试验方法如下:首先,将支座焊接在一个静止的架子上;然后装入偏心衬套和夹紧螺栓,偏心衬套此时夹紧螺栓先不打紧;之后,用扭力扳手分别按100、150、200、250、300 N·m的顺序缓慢施力,每次施力到相应扭力后停止施力,测量开槽尺寸,并拆掉衬套测量径向变形量(最大直径和最小直径之差),测量完毕后按原先的装配位置重新装入衬套,继续拧紧螺栓到下一个扭力值,重复上述步骤。
2.2 试验数据
按照第2.1节中的试验方法可得到试验数据(表1)。

表1 试验数据
通过表1可以看出当开槽尺寸为3.5 mm时,衬套变形量为0.1 mm,变形不明显,较合适。
2.3 横拉杆结构改进方案
综上,可以制定如下的改进方案:(1)夹紧螺栓改用GB/T5873 M18×70 8.8级,预紧扭力(350±20)N·m;(2)增加垫圈厚度3.5 mm,装在开槽处,用于限制开槽尺寸。改进后的衬套支座结构如图6所示。
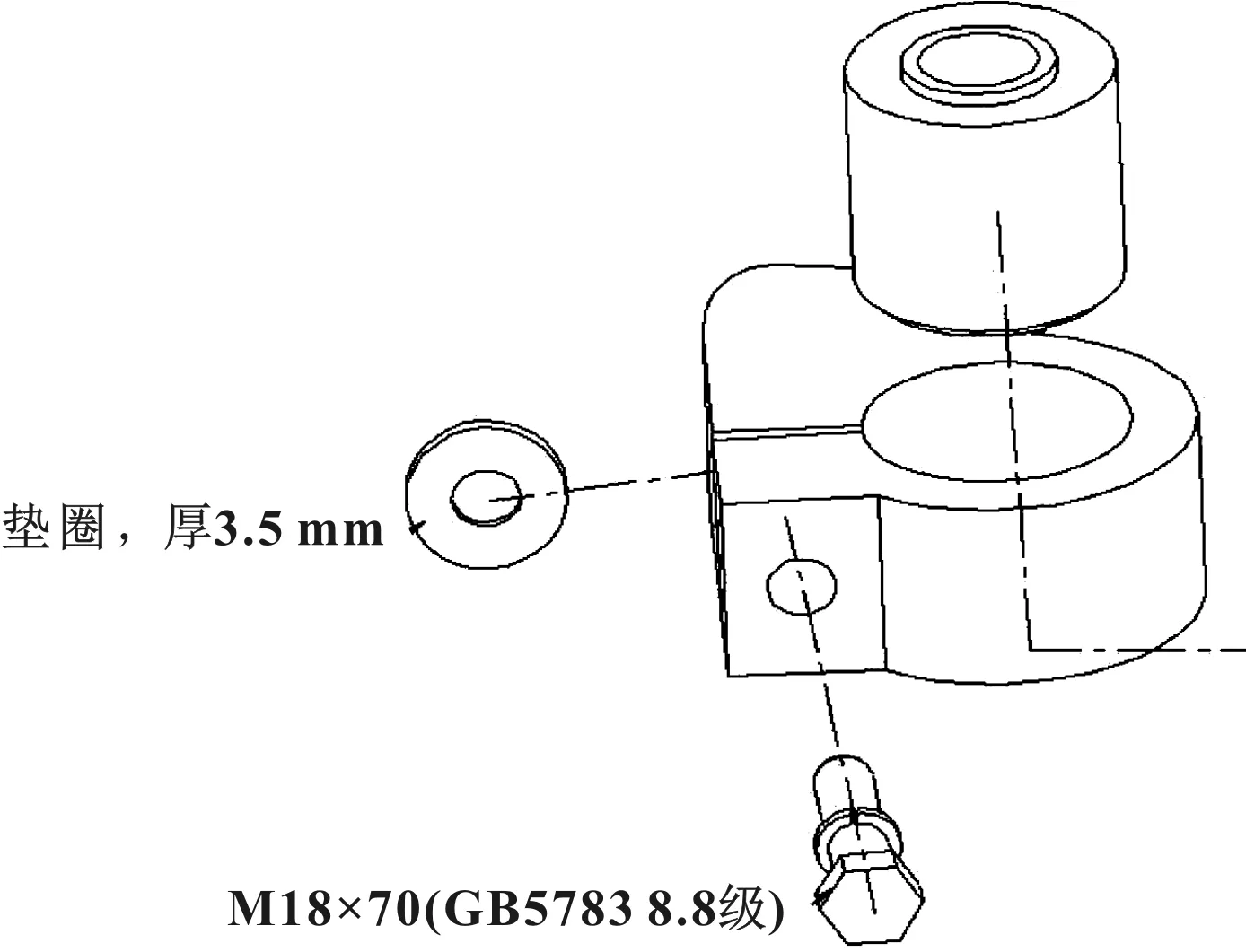
图6 改进后的衬套支座结构
2.4 方案验证
虽然设计出了改进方案,但是此方案是否正确还需要进一步验证。需要验证以下问题:(1)夹紧螺栓打紧后衬套变形是否和前面的试验一致(约0.1 mm);(2)夹紧后衬套不能转动;(3)松开夹紧螺栓后衬套需能转动(调节前束)。
为了验证上述问题,按照改进后的方案支座样件进行试装,试装结果如图7所示:(1)衬套变形量为0.12 mm;(2)夹紧后用扭力扳手对衬套施加扭力,扭力150 Nm时衬套外圈依旧不动,符合要求;(3)松开夹紧螺栓后衬套可轻松转动。

图7 改进后的衬套支座实物照片
根据试装验证结果说明改进方案可行,能够满足实际需要。
3 结束语
通过分析和验证,不仅得到了夹紧扭力与衬套变形量以及开槽尺寸的具体数据,还对横拉杆结构进行了改进,解决了故障问题。这说明正确的分析与试验是解决问题的有效方法,同时也能为今后的产品设计积累宝贵经验。
