汽车电机用接头冲压工艺分析与模具设计
2021-08-30陈爱军
陈爱军
(河南天海电器有限公司,河南 鹤壁 458030)
0 引 言
连接器端子在汽车电子系统中发挥电能传输、信号控制和传递任务的作用[1],是集冲裁、弯曲、局部成形等工序为一体的电器接插件。根据其技术要求和生产批量,成形该类端子一般采用高速精密冲压级进模,因此模具设计的关键是冲压工位排样、弯曲方式、成形机构的结构和模具总体结构等。现以某汽车电机用接头冲压成形为例,介绍其工艺及模具设计。
1 制件分析
1.1 制件结构分析
图1所示为汽车电机用接头,材料为CuSn6,厚度为0.45 mm,有一处翻孔结构连接电机转子,另外有一处配合精度较高的卷圆结构与电源圆插头连接。

图1 汽车电机用接头
1.2 制件成形工艺分析
由图1可知,成形该制件工序较多,包括冲孔、压边、弯曲、翻孔、卷圆等,制件尺寸精度要求高,且批量较大。若采用单工序模成形则需要多副模具,成形制件尺寸小操作困难,多次定位易造成成形制件精度差和变形,且生产效率低、制造成本高、安全性差等,无法满足生产需求。经分析计算,采用级进模冲压成形能保证该制件的成形精度和批量生产的需求。
2 排样设计
2.1 翻孔工艺计算
成形制件关键工序是图1所示的内径φ(8.1±0.05)mm,高度为的翻孔成形,按翻孔工艺参数[2]计算如下。
平板毛坯翻孔预冲孔直径d0可以近似地按弯曲展开计算。由图2可知:

图2 平板毛坯翻孔计算
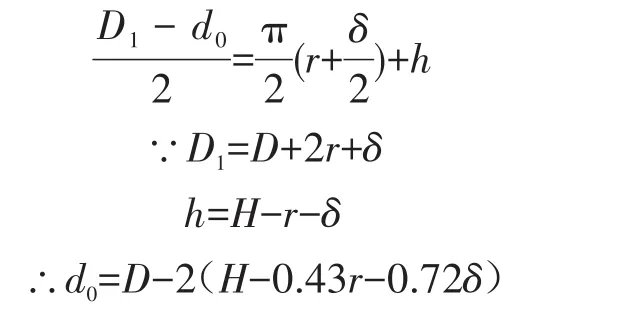
根据翻孔系数,校核一次翻孔可能达到的翻孔高度为:

如果将极限翻孔系数K0min代入翻孔高度公式,可求出一次翻孔的极限高度:

其中,δ为翻边前原始料厚,mm;d0为预冲孔直径,mm;D为中性层直径,mm;D1为翻孔变化区直径,mm;r为翻孔处内圆角,mm;H为翻孔高度,mm;h为翻孔处直段高度,mm。
根据表1常见材料的翻孔系数查得翻孔系数K0=0.68,K0min=0.62,按照公式计算Hmax≈2.1 mm,一次翻孔无法满足生产要求,需采用两次翻孔工艺进行翻孔成形[3]。

表1 几种常见材料的翻孔系数
2.2 排样分析
经过翻孔尺寸和成形制件展开计算,并且避免卷圆部分和平面连接部分出现开裂,在卷圆部分和平面连接部分增加止裂工艺豁口,展开结构如图3所示。

图3 展开结构
根据制件展开结构设计的排样如图4所示,卷圆采用无芯卷圆,为避免弯曲处影响卷圆成形,弯曲处采用仿形的成形工序,模具工位共有19个,分别是:①冲导正孔;②导正;③导正;④冲翻孔圆孔;⑤第一次翻孔;⑥第二次翻孔;⑦落料;⑧裁边;⑨步距检测;⑩压边;[11]卷圆预翻边;[12]卷圆预弯曲;[13]卷圆成形 ;[14]卷圆整形 ;[15]弯曲 1;[16]弯曲 2;[17]弯曲 3;[18]弯曲 4;[19]落料。

图4 排样设计
3 模具设计
3.1 模具结构
根据成形制件的结构及材料厚度,采用级进模生产,模具各工位零件采取镶件结构,各孔位置精度要求±0.002 mm,固定孔累计误差保证±0.005 mm,模具长度约600 mm,采用固定卸料板结构形式,卸料板兼起导料板作用[4],模具结构如图5所示。模具结构主要由上模座22、凸模垫板33、凸模固定板38、固定卸料板20、凹模固定板9、凹模垫板5、下模座2等组成,这些模板通过若干圆柱销19和若干螺钉3精确定位和固定,模具由导柱4和导套37导向,凸模镶件和凹模镶件分别镶在凸模固定板和凹模固定板中。
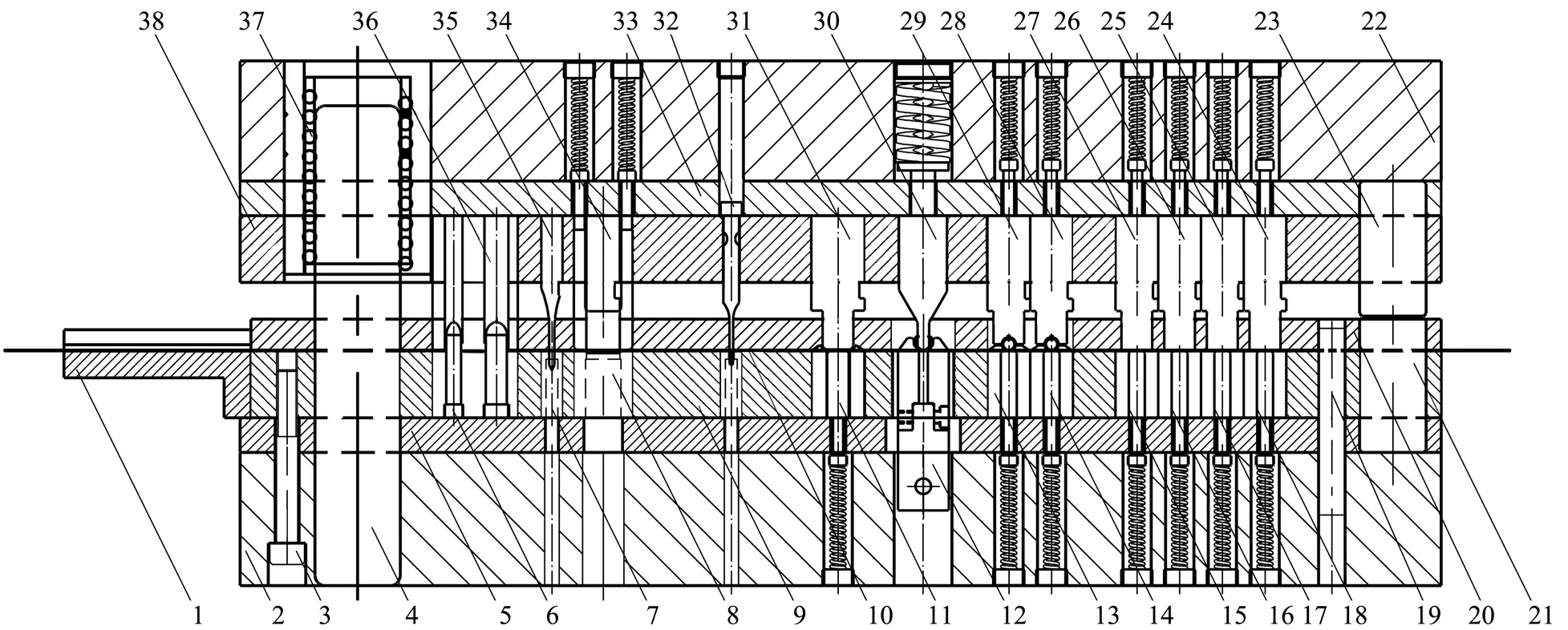
图5 模具结构
模具工作原理为铜带料从模具左侧通过自动送料机送料,经过导料板1进入模具内,冲出上、下两排导正圆孔,按步距尺寸对带料导正,冲出翻孔底孔,由翻孔凹模6和翻孔凸模36进行第一次预翻孔和第二次翻孔,落料凹模8和落料凸模34进行落料,再经过裁边、压边等工序。预弯曲凹模11和卷圆预弯曲凸模31进行卷圆预翻边;由卷圆预弯曲凹模12和卷圆成形凸模30进行卷圆预弯曲,再由卷圆成形凹模13和卷圆成形凸模29进行卷圆成形,卷圆整形凹模14和卷圆整形凸模28进行卷圆整形。后续4个工序对2个90°的直角弯曲分别由弯曲凹模15~18对应弯曲凸模24~27完成弯曲成形。最后1个工序通过落料将成形制件冲下,工艺废料从模具右侧送出,完成整个冲压工作过程。
3.2 模具主要零件设计
(1)上、下模座设计。上、下模座采用45号钢,热处理硬度为225~255 HB,表面采用镀镍处理,保证表面耐磨性和防锈;导柱、导套孔、销钉孔采用坐标磨床一次性加工成形,各孔位置精度和尺寸精度达到±0.002 mm;其他螺钉孔、螺钉过孔、漏料孔等采用数控铣床加工中心一次性加工成形。
(2)凸、凹模固定板设计。凸、凹模固定板是模具内的关键部件,为了保证其高精度和长寿命的要求,材料选用模具工具钢SKD11,其具有淬透性好、淬火变形量小、淬火硬度高等优点,热处理硬度为58~62 HRC,最后采用深冷处理,增强材料的韧性,同时降低材料的应力变形,2块板上的导柱导套孔、销钉孔和凸、凹模镶件固定孔均采用坐标磨床一次加工成形,各孔位置精度和镶件孔尺寸精度可以达到±0.002 mm,固定孔累计误差在±0.005 mm,确保模具零件的位置精度以及与镶件的配合精度。
(3)卸料板设计。模具采用固定卸料板结构,卸料板兼起导料板作用,材料选用工具钢SKD11,热处理硬度为58~62 HRC,为获得较高的硬度和消除材料的内应力变形,采取深冷处理工艺。为方便加工制造和模具维修,卸料板分为三部分加工。生产时带料从模具左侧冲床送料机送进,通过卸料板上的导料槽进入模具内,进行冲裁、弯曲、成形等,卸料板上的导料槽具有定位和卸料的作用。
(4)凸、凹模镶件设计。模具各工位零件采取镶件结构[5],各零件具有外形尺寸小、精度要求高等特点,凸模镶件固定在凸模固定板上,固定方式采用压板加螺钉固定,零件材料经热处理后进行线切割加工,再采用工具磨床和光学曲线磨床磨削加工刃口形状和尺寸,凸模各类镶件精度要求±0.002 mm。凹模采用镶件结构,热处理后采用精密慢走丝多次线切割及精密工具磨床磨削加工,各类镶件精度要求±0.002 mm,其他精密配合零件加工均要求采用精密慢走丝、精密工具磨床、精密电火花、光学曲线磨床等设备加工以达到模具零件高精度、长寿命的要求。
4 结束语
模具零件经设计、加工、组装调试,顺利成形制件,模具冲次达到600次/min,成形的制件质量稳定,单次保养周期超过500万冲次,模具使用寿命超过1亿冲次,提高了生产效率,保证了成形制件的精度,降低了生产成本,达到了设计预期的效果。
