优化降低重整装置汽油调和组分苯含量
2021-08-30王添
王 添
(中国石化青岛炼油化工有限责任公司,山东青岛266500)
某炼化公司1 800 kt/a连续重整装置,以常减压装置、柴油加氢装置、加氢处理装置提供的石脑油为原料,采用UOP3代超低压连续重整反应与再生工艺技术,生产高辛烷值汽油组分及混合二甲苯和苯等芳烃产品,同时还副产含氢气体、C6抽余油、液化气及燃料气等产品。通过全厂的平衡配置,高辛烷值汽油、C6抽余油和混合二甲苯可作为汽油调和组分。
由于受到海外原油变化的影响,催化装置出产汽油中的苯含量超高,导致汽油池中的苯含量上升,汽油调和困难,而目前催化装置没有有效的调节手段。为解决汽油池中的苯含量偏高问题,作为生产汽油主要装置之一的重整装置,成为降低汽油中苯含量的关键点。
1 流程简介
石脑油经过预加氢系统的脱除杂质、馏分切割之后,进入重整反应系统,反应产物经过气液分离后,含氢气体进入氢气管网共全厂使用,反应生成油进入后分馏系统,依次分馏出C5-~C10+,出产液化气、C6馏分、高辛烷值汽油组分以及混合二甲苯产品,其中C6馏分进入苯抽提继续分离,出产C6抽余油和苯产品,流程见图1。
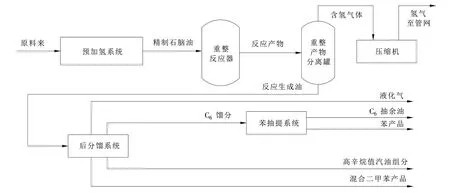
图1 装置流程
2 优化方案
目前重整工艺技术研究表明,降低重整装置汽油调和组分的苯含量主要方法有4种。
(1)选择合适的重整操作方案,优化反应条件,降低反应压力,改善催化剂性能。降低反应压力,就降低了氢分压,减少了加氢脱烷基(HAD)反应,从而减少苯的生成,但反应压力涉及到装置的初始设计,调整会对催化剂积碳、压缩机运行等多方面产生影响,没有充分的调整经验,产生的影响不可控,所以反应压力暂不调整[1,2]。
催化剂的性能对反应的影响较大,通过调整催化剂的组分等可以调整催化剂的功能,在一定程度上可以减少苯的生成,装置目前的催化剂仅使用1 a,远未到计划的4 a,并且催化性能并未见明显下降,同时由于催化剂昂贵,近期不做更换。
(2)切除原料中苯的前驱体。针对目前装置处于超负荷状态,后分馏系统以及后续的苯抽提系统操作困难、分离精度偏低的情况,通过提高精制石脑油初馏点来切除重整进料中苯的前驱体(如环己烷和甲基环戊烷),从而降低重整生成油中苯含量[3],进而降低后分馏系统和苯抽提系统负荷,降低操作难度、提高分离精度。但此方法会降低苯产量,同时会损失部分氢气,影响装置经济效益,违背公司的“降本增效”计划,所以暂不考虑。
(3)从重整生成油中脱除苯。经过重整分馏系统分离出的富含苯的轻石脑油可以进一步加工,将苯通过饱和、开环、异构化、烷基化进行转化,也可以通过芳烃抽提装置抽出苯作为产品[4],该装置的苯抽提系统属于第2种方式。由于苯抽提系统一直处于超负荷运转状态,许多参数调整受限,导致C6非芳和苯的分离精度不够,不仅C6抽余油中的苯含量偏高,而且苯产量较低,可以通过优化操作、技改技措或是改造扩能来优化装置操作、降低C6抽余油中苯含量。
(4)优化后分馏操作。后分馏系统出产高辛烷值汽油组分,根据不同物料产出量和苯含量的分析对比,通过测算得到合适的控制指标,利用Aspen流程模拟软件对生产过程进行模拟,通过优化分馏塔操作,实现降低高辛烷值汽油中苯含量。
3 优化过程
虽然高辛烷值汽油、C6抽余油以及混合二甲苯均作为汽油调和组分,但是高辛烷值汽油组分是通常意义上的重整汽油,全部进入汽油池中,而C6抽余油由于辛烷值偏低、产量较小并且可以直接作为高附加值6#溶剂油产品,所以仅部分作为汽油调和组分使用,同时混合二甲苯组分为C8,不包含苯。所以降低重整装置汽油调和组分苯含量,主要应以降低高辛烷值汽油中苯含量为主,以降低C6抽余油中苯含量为辅。
3.1 降低高辛烷值汽油组分苯含量
通过公司的整体统筹测算,高辛烷值汽油中苯含量控制指标由≤1.0%调整至≤0.5%。针对降低高辛烷值汽油中苯含量,利用Aspen流程模拟软件进行模拟分析,通过优化分馏塔操作,测算不同操作条件下高辛烷值汽油中的苯含量,为实际操作调整提供数据支持和方向指引。为保留一定的操作波动余量,按照高辛烷值汽油中苯含量≤0.3%的标准进行测算。
3.1.1 操作现状分析后分馏系统由5个分馏塔构成,反应生成油依次经过脱戊烷塔、脱丁烷塔、脱C6塔、脱C7塔和二甲苯塔,脱丁烷塔底油、脱C7塔顶油和侧线汽油混合构成高辛烷值汽油。具体流程见图2。
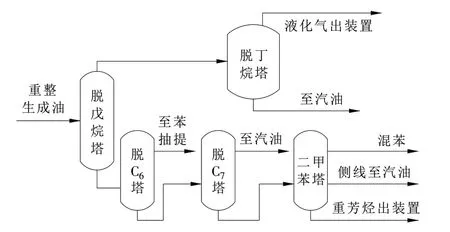
图2 后分馏系统流程
要到达降低高辛烷值汽油中苯含量的目的,需要分别降低脱丁烷塔底油、脱C7塔顶油和侧线汽油中的苯含量。目前的工况下,脱丁烷塔底油约占汽油的5%,苯含量无控制指标;脱C7塔顶油约占汽油的40%,苯含量控制指标为≤0.8%;侧线汽油约占汽油的55%,组分为C9+以及少量C8,不含苯。经过测算,将脱丁烷塔底油、脱C7塔顶油中的苯含量控制<0.66%即可保证高辛烷值汽油中苯含量≤0.3%。
3.1.2 优化过程由于脱丁烷塔和脱C7塔没有分离苯的能力,所以降低脱丁烷塔底油、脱C7塔顶油中的苯含量的关键点在于调整脱戊烷塔和脱C6塔的操作,脱戊烷塔顶油的苯含量直接决定脱丁烷塔底油的苯含量,脱C6塔底油的苯含量直接决定脱C7塔顶油中的苯含量。由于目前装置处于超负荷状态,而脱C6塔的分离精度要求较高,顶油中甲苯含量要求不大于0.05%(防止C6进入苯抽提系统影响苯产品纯度),所以可以适当降低脱C6塔的负荷,将部分C6组分经脱戊烷塔顶油拔除,以免影响脱C6塔分离效果。
经过计算,可将脱丁烷塔底油中苯含量指标放宽至低于1.0%,脱C7塔顶油中苯含量指标缩小至低于0.6%。
(1)对脱戊烷塔操作进行模拟分析。
脱丁烷塔底油的苯全部来自脱戊烷塔顶油,所以必须控制脱戊烷塔顶油中苯含量。根据分析测算,脱丁烷塔底油苯含量大约为脱戊烷塔顶油苯含量的2倍,那么脱戊烷塔顶油苯含量需控制低于0.5%。
调整脱戊烷塔顶灵敏板的温度,对控制苯经顶油拔出量起关键作用。设定脱戊烷塔塔压为0.88 MPa,回流比0.61(R/F),以顶油中苯含量为自变量,灵敏板温度为因变量,对脱戊烷塔操作进行模拟分析,并查询历史操作数据进行对比检验,结果见表1。

表1 脱戊烷塔模拟分析及数据对比
由表1可知,模拟值与历史操作数据基本一致,说明模拟具有一定的可信性。预留1部分操作波动余量,调整脱戊烷塔顶灵敏板温度至124.5℃,即可保证脱戊烷塔顶油中苯含量低于0.5%,进而保证脱丁烷塔底油苯含量低于1.0%。
(2)对脱C6塔操作进行模拟分析。
脱C7塔顶油的苯全部来自脱C6塔底油,所以脱C6塔底油中苯含量为控制点。根据分析测算,脱C7塔顶油苯含量约为脱C6塔底油苯含量的3倍,则脱C6塔底油苯含量需控制在低于0.2%。
在保证脱C6塔顶油的甲苯含量控制指标低于0.05%的情况下,提高脱C6塔塔底温度,对降低塔底油中的苯含量起关键作用。设定脱C6塔塔压0.043 MPa,回流比0.52(R/F),以脱C6塔底油苯含量为自变量,脱C6塔塔底温度为因变量,对脱C6塔操作进行模拟分析,并查询历史操作数据进行对比检验,模拟结果见表2。由表2可知,脱C6顶油甲苯含量模拟值与历史操作数据基本一致,说明模拟具有一定的可信性。预留1部分操作波动余量,调整脱C6塔塔底温度至154.5℃,即可在保证脱C6塔顶油的甲苯含量低于0.05%的情况下保证脱C6塔底油中苯含量低于0.2%,从而保证脱C7塔顶油苯含量低于0.6%。

表2 脱C6塔模拟分析及数据对比
3.1.3 优化效果依据流程模拟结果,优化后分馏系统脱戊烷塔和脱C6塔的操作,调整脱戊烷塔顶灵敏板温度至124.5℃,脱C6塔塔底温度至154.5℃,即可保证脱丁烷塔底油、脱C7塔顶油中的苯含量在控制范围内,从而降低重整汽油中苯含量至不大于0.3%,保证公司要求的≤0.5%指标的要求。近期高辛烷值汽油组分中苯含量趋势明显下降,并且保持在不大于0.3%,见图3。
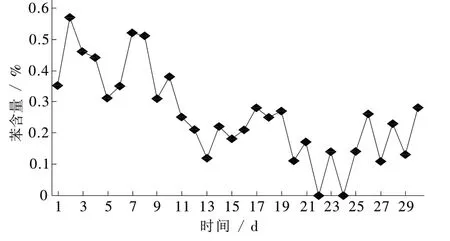
图3 高辛烷值汽油组分中苯含量趋势
高辛烷值汽油组分苯含量的降低,对降低汽油池中的苯含量起到关键作用。
3.2 降低C6抽余油苯含量
3.2.1 操作现状分析苯抽提系统包含2个塔:抽提蒸馏塔C-401和溶剂回收塔C-402,自后分馏系统脱C6塔顶分馏出的C6首先进入C-401,在溶剂的作用下进行抽提蒸馏,塔顶分离出非芳(C6抽余油),塔底富含苯的富溶剂进入C-402,通过减压蒸馏对富溶剂进行苯和溶剂分离,苯经C-402顶抽出,脱除苯后的贫溶剂经C-402底返回C-401,从而形成溶剂循环。苯抽提系统流程见图4。

图4 苯抽提系统流程
影响C6抽余油中苯含量的操作因素有:进料量及苯含量、C-401的操作、溶剂质量以及贫溶剂中苯含量。
作为后分馏系统的下游系统,进料量受限于重整装置的处理负荷,没有调整空间,同时经过后分馏的优化调整后,进料中的苯含量保持稳定;目前C-401操作较为平稳,无较大波动;据化验分析数据,溶剂质量保持良好,无老化、发泡现象。
贫溶剂中苯含量持续偏高,是导致C6抽余油中苯含量的主要原因。由于C-401的贫溶剂进料口位于塔的上部,并且经过换热后的贫溶剂温度降低、溶解度下降,若贫溶剂携带过多的苯很容易在低温下分离进入到塔顶,导致C6抽余油苯含量升高。而C-402操作状态直接关系到贫溶剂中苯含量,若富溶剂中苯含量不能拔除干净,不仅会直接导致苯的收率降低,而且会导致贫溶剂中苯含量偏高。所以优化C-402操作是降低C6抽余油苯含量的关键。
在C-402操作中,底温控制对苯与溶剂的分离起关键作用。为了防止C-402底温超温而导致溶剂老化分解,目前C-402底温控制方案,是以C-402底出口温度作为控制目标,底部再沸器凝结水流量作为主要控制手段,同时结合APC(Advanced Process Control,先进控制系统)的多变量预测控制的特点,将C-402塔顶回流、C-401进料温度等作为辅助控制手段,来共同控制C-402底温。但是C-402底出口温度受塔压影响较大,而塔压受塔顶回流温度影响较大,在目前苯抽提超负荷工况下,塔顶回流温度控制手段受限,进而导致塔压控制受限,塔压波动较大。所以若以C-402底出口温度作为控制目标,则不能及时跟随塔压的变化而变化,从而导致C-402操作波动,苯与溶剂的分离效果得不到保证,近期贫溶剂中苯含量最高已至0.17%,此时C6抽余油中苯含量可达0.6%,但是通过公司测算需要≤0.5%,还需进一步优化降低。
3.2.2 优化过程为了降低C-402的操作波动,稳定并降低贫溶剂中苯含量,需要优化C-402底温控制方案,来克服塔压的波动对C-402操作产生的影响。据长时间的观察分析以及翻阅资料,发现C-402塔底灵敏板温度与溶剂中苯的拔出率呈正相关关系[5]。如果灵敏板温度低,则溶剂中苯的拔出率下降,贫溶剂中的苯含量增加,导致C6抽余油中苯含量升高;反之,则C6抽余油中苯含量下降。所以优化C-402塔底灵敏板温度,是提高苯与溶剂分离效果的关键。更改C-402底温控制方案,采用“C-402灵敏板温度(TIC-1)——塔底再沸器凝结水流量(FIC-1)”串级控制,即通过控制塔底再沸器凝结水流量来达到控制灵敏板温度的作用,控制方案见图5。
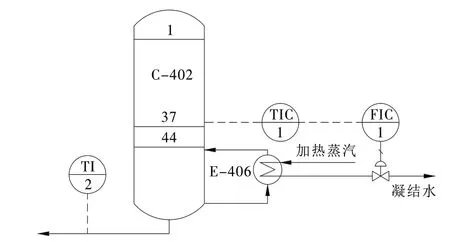
图5 优化后C-402底温控制方案
同时对C-402操作进行模拟分析,探索新的控制方案的操作参数。
将C-402塔压设定为50 KPa,塔底灵敏板温度为因变量,贫溶剂中苯含量为自变量,对C-402操作进行模拟分析,探究塔底灵敏板温度与贫溶剂中苯含量的关系。模拟结果见表3。

表3 溶剂回收塔C402塔底灵敏板温度模拟结果
由表3可以看出,随着C-402塔底灵敏板温度的提高,贫溶剂中的苯含量逐步降低,塔底灵敏板温度达到150℃时,贫溶剂中苯含量已降低至0.021%,苯与溶剂的分离精度已达到较高水平,此时C6抽余油中苯含量可降至低于0.1%,进一步提高塔底灵敏板温度会有损失溶剂的风险,所控制150℃较为适宜。
但是随着天气温度的升高,C-402塔顶回流温度由于受限于空冷设备,也在不断的升高。为防止C-402底温超高而造成溶剂老化分解,提高塔底灵敏板温度的同时也需要考虑塔压的升高对塔底出口温度的影响。将塔底灵敏板温度设为150℃,以C-402塔压为因变量,塔底出口温度为自变量,对C-402进行模拟分析,结果见表4。由表4可以看出,随着塔压的升高,保持灵敏板150℃不变的情况下,塔底出口温度在不断的上涨。塔压升至60 kPa的时候,塔底温度已至178.2℃,已有产生溶剂老化分解的风险。所以塔压维持在60 kPa以下比较适宜。

表4 溶剂回收塔C-402塔压模拟结果
3.2.3 优化效果随后将模拟结果应用于实践,并且为了保证塔压低于60 kPa,防止C-402塔顶回流温度受限,实施了冲洗塔顶空冷器、投用预冷设施等措施,通过维持塔顶冷后温度来调整塔压。实施效果显著,C6抽余油中苯含量大幅下降,最低可至0.01%,趋势见图6。

图6 C6抽余油中苯含量趋势
C6抽余油中苯含量的降低,有助于降低全厂汽油池中的苯含量。
4 结论
降低重整装置汽油调和组分苯含量,应以降低高辛烷值汽油中苯含量为主,降低C6抽余油中苯含量为辅。根据厂控指标进行分析测算,通过对后分馏系统脱戊烷塔和脱C6塔的操作进行模拟分析,成功实现将高辛烷值汽油中苯含量由0.6%降至≤0.3%;优化C-402底温控制方案,并模拟探索新控制方案的操作参数,同时采取冲洗空冷、投用预冷器解决塔压调节受限问题,使C6抽余油中苯含量大幅降低,最低可至0.01%。成功解决全厂汽油调和困难问题。