焊接工艺措施对L555M管道环焊接头性能的影响
2021-08-27隋永莉孙哲徐维章冯大勇
隋永莉, 孙哲, 徐维章, 冯大勇
(1. 中国石油天然气管道科学研究院,油气管道输送安全国家工程实验室,河北 廊坊 065001;2. 中国石油管道局工程有限公司第一分公司,河北 廊坊 065001;3. 中国石油管道局工程有限公司燃气分公司,河北 廊坊 065001)
0 前言
1999~2016年期间,中国建设的X65,X70和X80等高钢级油气管道大量地采用了纤维素焊条(或STT、RMD)根焊与自保护药芯焊丝填充、盖面焊的组合半自动焊工艺,该工艺对野外焊接施工时多变的气候环境、地质环境和人文环境适应性强,与以往的焊条电弧焊工艺相比,焊接熔敷效率和合格率大幅度提高[1-5]。近几年,通过在役高钢级管道环焊缝质量风险排查和隐患整治工作,发现部分半自动焊工艺的环焊缝存在预热措施不到位、道间温度不足及焊接层数/道数少于焊接工艺规程规定的最小数量、单道焊缝厚度过厚,焊接方向错误、焊接顺序错误等违反焊接工艺纪律的问题,导致环焊接头的性能稳定性变差,甚至部分焊口中含有施工期阶段留存的裂纹[6-10]。
文中采用STT根焊与自保护药芯填充、盖面的组合半自动焊工艺对管径1 219 mm、壁厚18.4 mm的L555M直缝埋弧焊钢管进行环焊缝焊接,通过力学性能和金相试验对比分析不同预热温度、道间温度和焊道数量对环焊接头强度、弯曲性能、低温冲击韧性和微观组织的影响,研究了不同环焊缝焊接工艺措施对环焊接头性能的影响。
1 试验材料及方法
1.1 试验材料
母材为 L555M直缝埋弧焊钢管,管径1 219 mm,壁厚18.4 mm。焊接材料分别为用于根焊的实心焊丝,焊丝直径为φ1.2 mm,型号ISO 14341-A G 46 5 M21 3Si1,以及用于填充焊和盖面焊的自保护药芯焊丝,焊丝直径为φ2.0 mm,型号GB/T 36233 E63 3 T8-Ni2。钢管和焊接材料熔敷金属的化学成分见表1,其力学性能见表2。

表1 钢管和焊接材料熔敷金属的化学成分(质量分数,%)

表2 钢管和焊接材料熔敷金属的力学性能
1.2 试验方法
分别采用不同的预热温度、不同的道间温度和不同的焊道数量进行环焊缝的焊接。焊接使用的焊接设备,根焊为具有表面张力过渡能力的脉冲直流焊接电源及相匹配的送丝机,送丝速度3.8 m/min,焊接速度200 mm/min,焊接热输入1.0 kJ/mm,焊接极性为直流反极性接法;填充、盖面焊为具有平外特性的直流焊接电源及相匹配的送丝机,送丝速度90~100 m/min,焊接速度为200~260 mm/min,焊接热输入1.5~2.0 kJ/mm,焊接极性为直流反极性接法。环焊接头性能试验的试验设备,拉伸试验设备为SHT5106-P 1000KN微机控制电液伺服万能试验机,弯曲试验设备为BHT5106 1000KN弯曲试验机,冲击试验设备为ZBC2452-C 450 J冲击试验机和LDT-80T铁素体落锤低温槽,金相检验设备为Imager.M1m金相显微镜。
预热温度对环焊接头性能影响的试验方案为:在道间温度不变(100 ℃)的条件下,焊件分别进行不预热(5 ℃)、预热50 ℃、预热100 ℃及预热150 ℃的处理,焊接位置为平焊位置,然后对环焊接头进行拉伸、弯曲、低温夏比冲击韧性试验和微观组织分析,对比试验结果。
道间温度对环焊接头性能影响的试验方案为:在预热温度保持不变(100 ℃)的条件下,将道间温度分别设定为室温(5 ℃)、50 ℃,100 ℃和150 ℃,焊接位置为平焊,然后对环焊接头进行拉伸、弯曲、低温夏比冲击韧性试验和微观组织分析,对比试验结果。
焊道数量对环焊接头性能影响的试验方案为:在预热温度(100 ℃)和道间温度(100 ℃)保持不变的条件下,分别采取5道、7道、9道和11道的焊道数量完成环焊缝焊接,焊接位置为平焊,然后对环焊接头进行拉伸、弯曲、低温夏比冲击韧性试验和微观组织分析,对比试验结果。
2 试验结果与分析
2.1 预热温度对环焊接头性能的影响
2.1.1环焊接头力学性能
不同预热温度条件下焊接完成的环焊接头,其拉伸和侧弯试验结果见表3,低温夏比冲击韧性试验结果如图1所示,其中图1a是V形缺口位置在焊缝金属的试验结果,图1b是V形缺口位置在熔合线的试验结果。
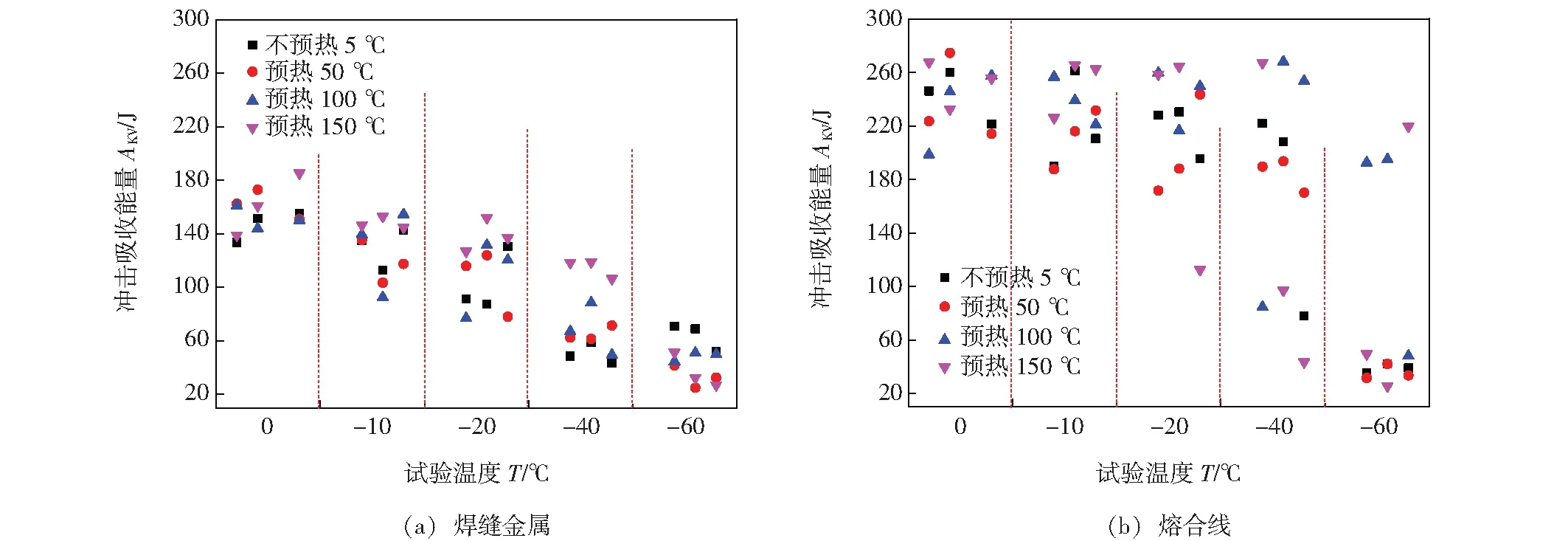
图1 不同预热温度的环焊接头夏比冲击韧性试验结果
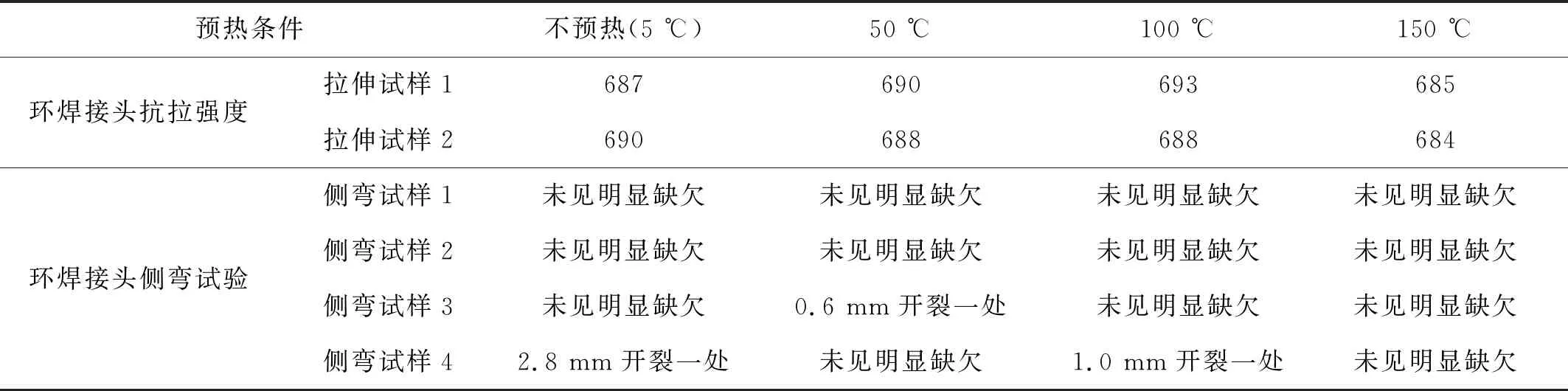
表3 不同预热温度条件下的环焊接头拉伸、侧弯试验结果 MPa
从表3可见,环焊接头抗拉强度范围为684~693 MPa,不同预热温度的接头拉伸性能无明显的差异性变化,说明预热温度对自保护药芯焊丝半自动焊的抗拉强度无显著影响;不同预热温度的环焊接头弯曲性能有差异性变化,预热温度较低或不预热时,更容易在弯曲试验过程中出现表面开裂现象,特别是不预热焊接时,在弯曲拉伸表面出现了2.8 mm长的表面开裂,已接近GB/T 31032—2014《钢质管道焊接及验收》所允许的上限值,说明不预热或预热温度较低对自保护药芯焊丝半自动焊的弯曲性能有影响。
从图1a可见, -10 ℃时焊缝金属的冲击吸收能量范围为90~155 J,-20 ℃时焊缝金属的夏比冲击吸收能量范围为75~155 J,焊缝金属的低温冲击韧性随试验温度的降低而降低,但不同预热温度的焊缝金属冲击韧性无明显差异。从图1b可见,-10 ℃时熔合线的冲击吸收能量范围为185~265 J,-20 ℃时熔合线的冲击吸收能量范围为110~265 J,熔合线的低温冲击韧性随试验温度的降低而离散性增加,但不同预热温度的熔合线冲击韧性无明显差异。说明预热温度对自保护药芯焊丝半自动焊的环焊接头低温冲击韧性无显著影响。
2.1.2环焊接头组织
不同预热温度的环焊接头,其根焊层、填充层在焊缝中心和热影响区位置的显微组织如图2~图5所示。

图2 不同预热温度的环焊接头根焊层的焊缝金属组织
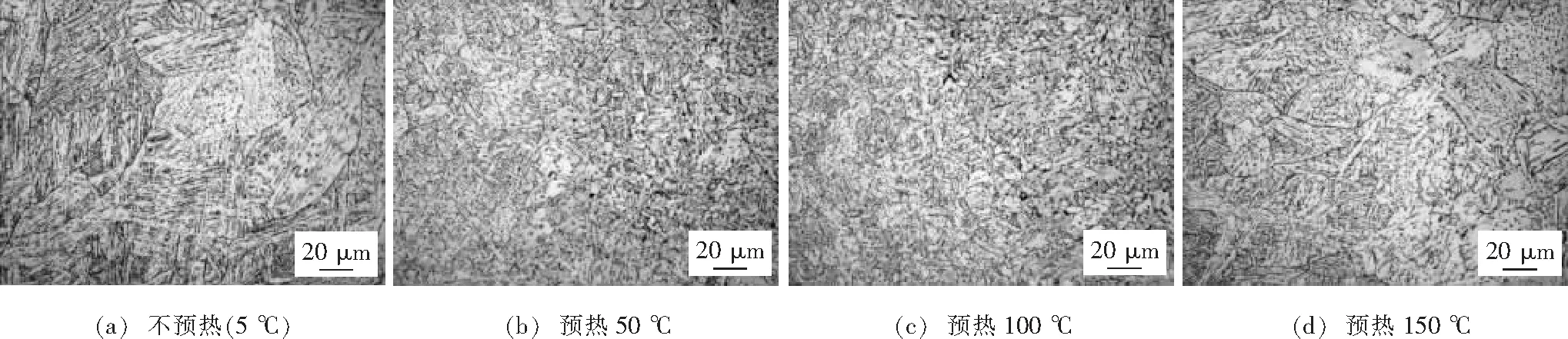
图5 不同预热温度的环焊接头填充层的热影响区组织
图2a的组织以多边形铁素体为主,含少量珠光体,且多边形铁素体有形成魏氏组织的趋势。图2b~图2d的组织以多边形铁素体为主,含少量珠光体,晶粒度随预热温度的升高而细化。
填充层的焊缝金属中可见粗大的柱状晶组织,柱状晶内分布着以贝氏体为主的组织,包括板条贝氏体、粒状贝氏体及贝氏体晶界上的M-A组元。
图4a中左上侧的块状组织是焊缝金属的多边形铁素体组织,右下侧的粗大晶粒是热影响区的粗大粒状贝氏体和晶界M-A组元。图4b中左上侧的块状组织是焊缝金属的多边形铁素体和少量珠光体组织,右下侧是热影响区的针状铁素体和少量珠光体组织。图4c中为针状铁素体和少量珠光体组织。图4d中为粒状贝氏体和晶界M-A组元。
填充层熔合线附近的热影响区组织主要为板条贝氏体、粒状贝氏体和少量马氏体-奥氏体岛(M-A组元)组织。
2.1.3预热温度的影响分析
对比分析上述试验结果可以发现,采用不同的预热温度时,自保护药芯焊丝半自动焊的环焊接头拉伸性能和低温冲击韧性未出现较大差别,但在预热温度较低或不预热时环焊接头的弯曲拉伸表面更易出现开裂现象。通过金相组织分析发现,不预热时,根焊层由于冷速过大,焊缝金属和热影响区的显微组织更为粗大,且焊缝金属中的多边形铁素体组织有形成魏氏体组织的倾向。这些粗大的晶粒组织对环焊接头的弯曲性能产生影响,是导致弯曲拉伸面发生开裂现象的原因之一。
50 ℃和100 ℃预热条件下,自保护药芯焊丝半自动焊的焊缝金属和热影响区的显微组织未出现较大差别。当预热温度达到150 ℃时,焊缝金属及热影响区中的M-A组元数量增加,且焊缝中心的M-A开始沿贝氏体晶界呈链状,但晶粒尺寸变得较为细小。说明过高的预热温度可能对焊缝金属的低温冲击韧性产生不利影响。
2.2 道间温度对环焊接头性能的影响
2.2.1环焊接头力学性能
不同道间温度条件下焊接完成的环焊接头,其拉伸和侧弯试验结果见表4,夏比冲击韧性试验结果如图6所示,其中图6a是V形缺口位置在焊缝金属的试验结果,图6b是V形缺口位置在熔合线的试验结果。
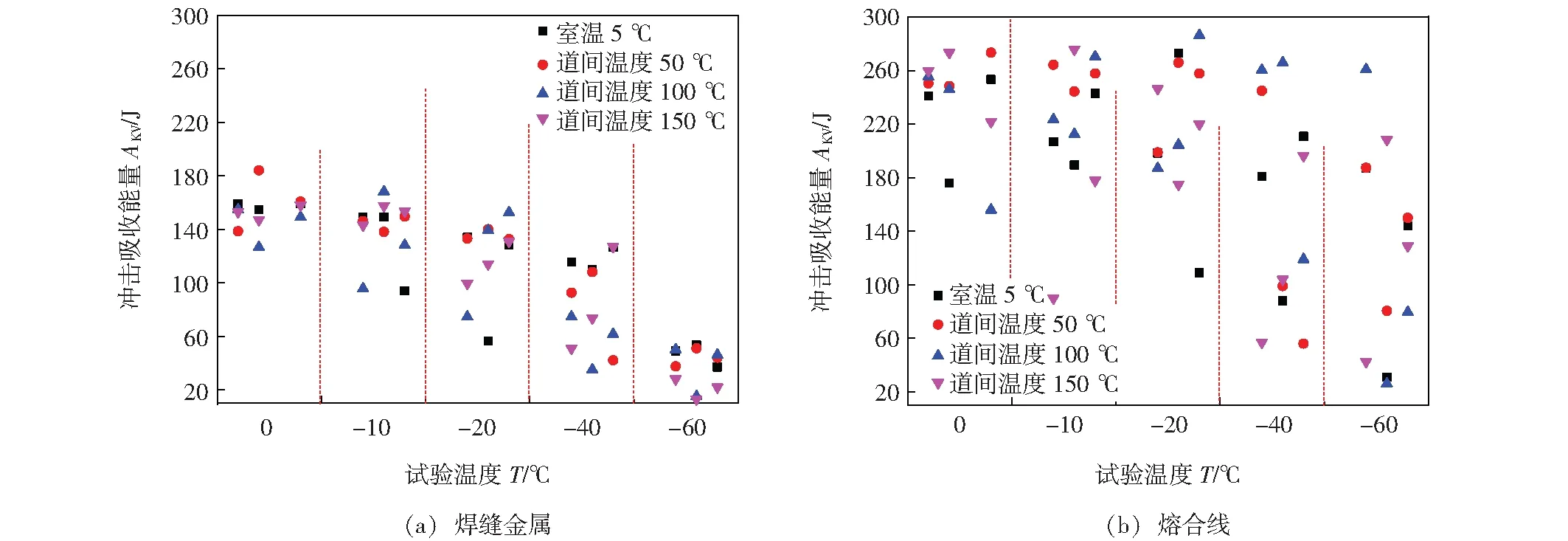
图6 不同道间温度的环焊接头夏比冲击韧性试验结果
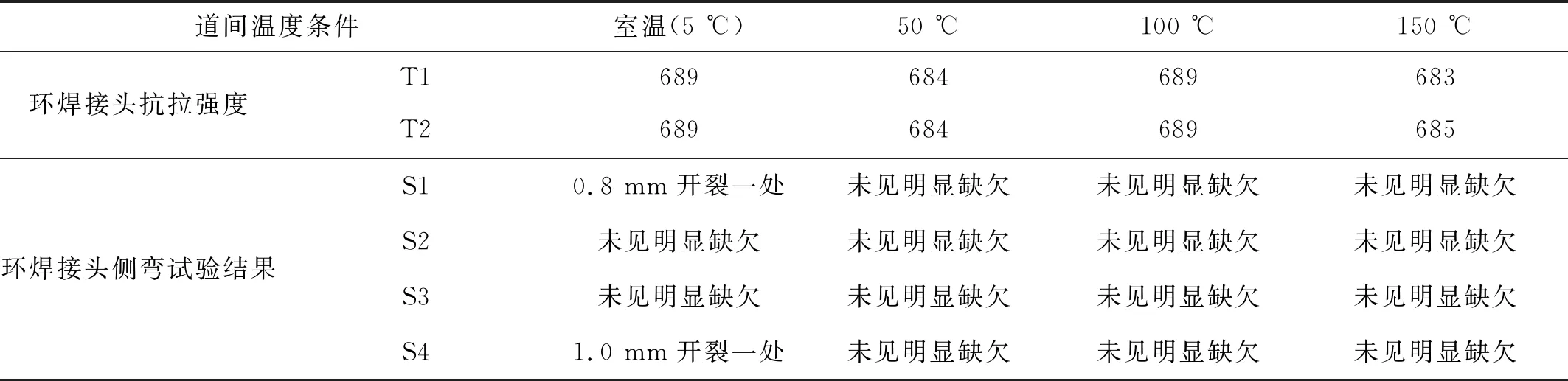
表4 不同道间温度条件下的环焊接头拉伸、侧弯试验结果 MPa
从表4可见,环焊接头的抗拉强度范围为684~689 MPa,不同道间温度的接头拉伸性能无明显的差异性变化,说明道间温度对自保护药芯焊丝半自动焊的接头抗拉强度无显著影响;不控制道间温度(5 ℃)的环焊接头,在弯曲试验过程中出现表面开裂现象,控制道间温度为50 ℃,100 ℃和150 ℃的环焊接头,其弯曲性能无明显的差异性变化,说明不小于50 ℃的道间温度有利于自保护药芯焊丝半自动焊的接头弯曲性能。
从图6a可见,-10 ℃时焊缝金属的冲击吸收能量范围为90~170 J,-20 ℃时焊缝金属的冲击吸收能量范围为55~155 J,焊缝金属的冲击吸收能量随试验温度的降低而降低,但不同道间温度的焊缝金属冲击吸收能量无明显差异。从图6b可见,-10 ℃时熔合线的夏比冲击韧性值范围为90~265 J,-20 ℃时熔合线的夏比冲击韧性值范围为110~275 J,熔合线的夏比冲击韧性随试验温度的降低而离散性增加,但不同道间温度的熔合线夏比冲击韧性无明显差异。说明道间温度对自保护药芯焊丝半自动焊接头的夏比冲击韧性无显著影响。
2.2.2环焊接头组织
不同道间温度的环焊接头,其根焊层、填充层在焊缝中心和热影响区位置的显微组织如图7~图10所示。
图7a的组织以多边形铁素体为主,含有少量的珠光体组织,多边形铁素体有形成魏氏组织的趋势。图7b的组织为针状铁素体,含少量的多边形铁素体和珠光体组织。图7c和图7d的组织以多边形铁素体为主,含少量珠光体组织。

图7 不同道间温度的环焊接头根焊层的焊缝金属组织
图8a的组织以粗大的板条贝氏体组织为主,图8b的组织为粒状贝氏体和板条贝氏体混合组织,图8c和图8d的组织以粒状贝氏体为主,含少量M-A组元,晶粒较前两种情况细小。
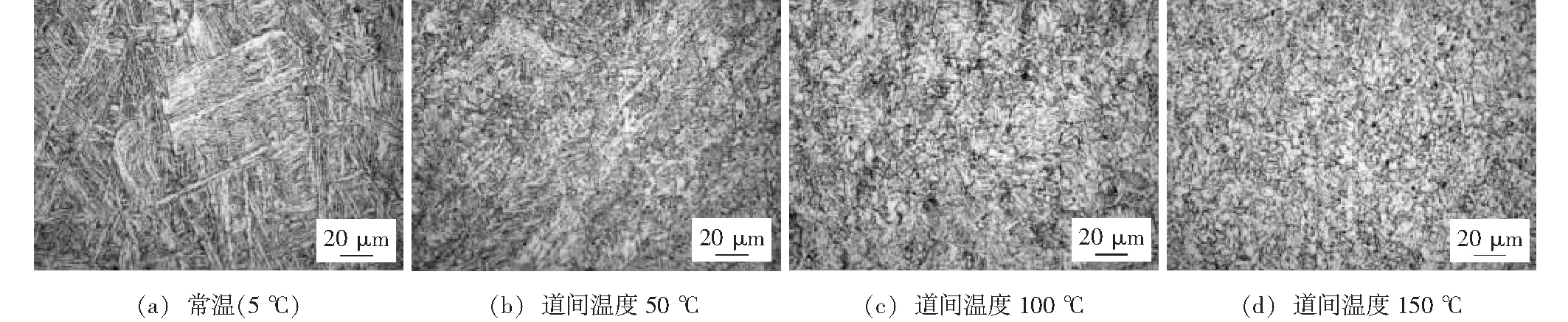
图8 不同道间温度的环焊接头填充层的焊缝金属组织
根焊层的热影响区主要为粒状贝氏体、块状铁素体组织和少量针状铁素体组织,随着道间温度的提高,根焊层热影响区的显微组织和晶粒尺寸变化不明显,如图9所示。填充层的热影响区主要为粒状贝氏体、块状铁素体、少量针状铁素体和马氏体-奥氏体组元,随着道间温度的提高,填充层热影响区的组织中马氏体-奥氏体组元的数量增多、尺寸增大,如图10所示。
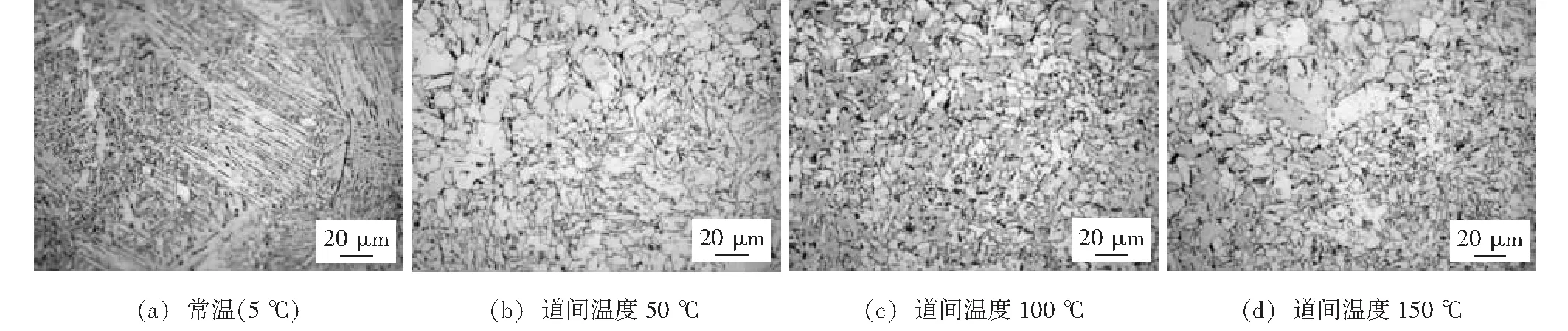
图9 不同道间温度的环焊接头根焊层的热影响区组织

图10 不同道间温度的环焊接头填充层的热影响区组织
2.2.3道间温度的影响
不同道间温度的环焊接头力学性能和显微组织结果表明,采用不同的道间温度时,自保护药芯焊丝半自动焊的环焊接头拉伸性能和低温冲击韧性未出现较大差别,不小于50 ℃的道间温度有利于自保护药芯焊丝半自动焊的接头弯曲性能,但在不控制道间温度(5 ℃)时,环焊接头的弯曲拉伸表面易出现开裂现象。通过金相组织分析发现,不控制道间温度(5 ℃)时,根焊层的焊缝金属组织以多边形铁素体为主,且有形成魏氏组织的趋势,该现象与未采取预热措施的环焊缝显微组织和弯曲拉伸表面开裂现象相类似。
随着道间温度的增加,自保护药芯焊丝半自动焊的根焊层焊缝金属和热影响区的显微组织、晶粒尺寸变化不明显,而填充层焊缝金属的显微组织变得较为细小,局部热影响区位置的显微组织却变得粗大。说明过高的道间温度可能对熔合线的低温冲击韧性产生不利影响。
2.3 焊道数量对环焊接头性能的影响
2.3.1环焊接头力学性能
不同焊道数量条件下焊接完成的环焊接头,其拉伸和侧弯试验结果见表5,夏比冲击韧性试验结果如图11所示,其中图11a是V形缺口位置在焊缝金属的试验结果,图11b是V形缺口位置在熔合线的试验结果。
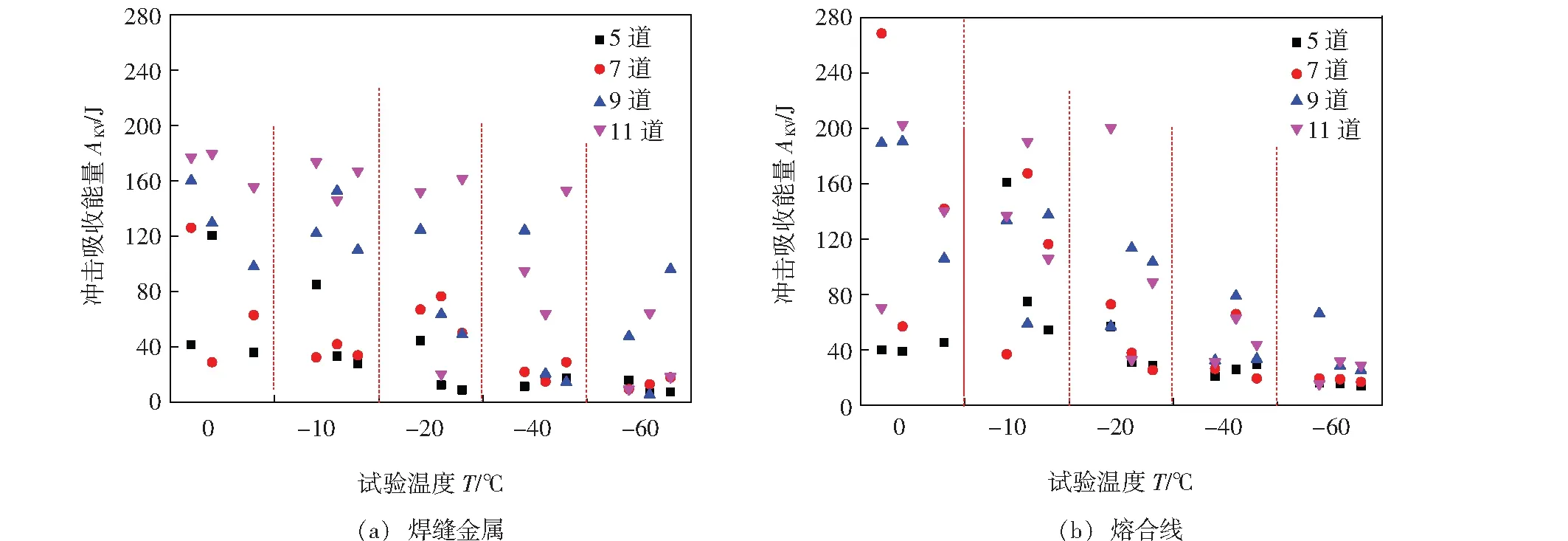
图11 不同焊道数量的环焊接头夏比冲击韧性试验结果
从表5可见,环焊接头的抗拉强度范围为683~720 MPa,不同焊道数量的接头拉伸性能无明显的差异性变化,说明焊道数量对自保护药芯焊丝半自动焊的接头抗拉强度无显著影响;焊道数量为5道和7道时,环焊接头在弯曲试验过程中出现相对较多的表面开裂现象,焊道数量为9道和11道的环焊接头,其弯曲性能相对良好,说明采用较多的焊道数量有利于自保护药芯焊丝半自动焊的接头弯曲性能。
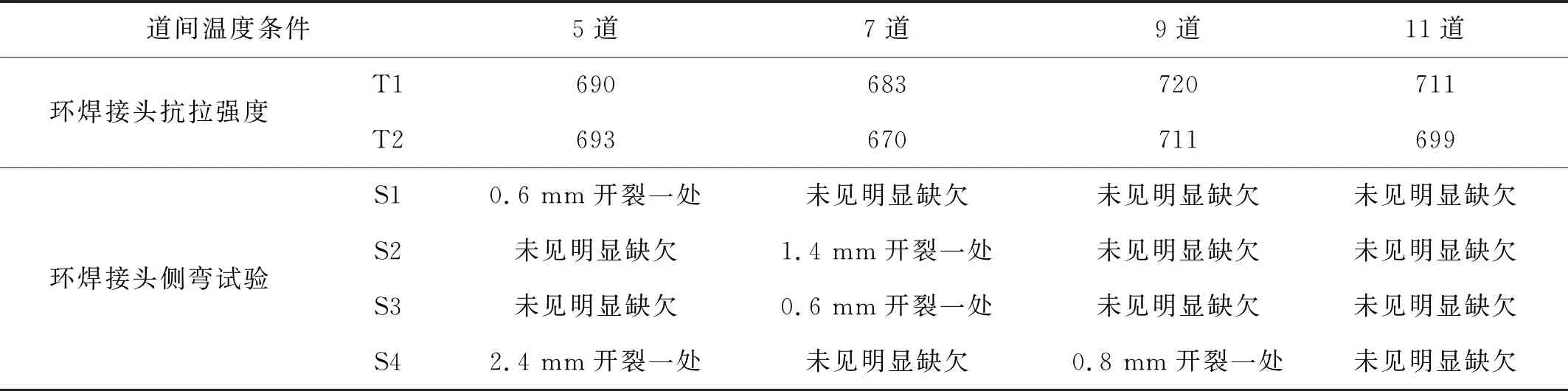
表5 不同焊道数量条件下的环焊接头拉伸、侧弯试验结果 MPa
从图11a可见,-10 ℃时焊缝金属的冲击吸收能量范围为25~170 J,-20 ℃时焊缝金属的夏比冲击吸收能量为9~165 J。从图11b可见,-10 ℃时熔合线的冲击吸收能量范围为50~190 J,-20 ℃时熔合线的冲击吸收能量范围为25~200 J。相同焊道数量的焊缝金属和熔合线的冲击韧性随试验温度的降低而下降明显,但相同试验温度条件下的焊缝金属和熔合线的冲击韧性随焊道数量的增加而有较大改善。对于18.4 mm壁厚的X80钢管,在焊道数量大于等于9道时,-20 ℃及以上试验温度的冲击韧性趋于稳定。这说明不同焊道数量对自保护药芯焊丝半自动焊的冲击韧性影响显著,焊道数量越多,接头的低温冲击韧性越好。
2.3.2环焊接头组织
焊道数量不同的环焊接头,其填充层在焊缝中心和热影响区位置的显微组织如图12和图13所示。

图12 不同焊道数量的环焊接头填充层的焊缝金属组织

图13 不同焊道数量的环焊接头填充层的热影响区组织
从图12中可见,焊缝金属为柱状晶组织,柱状晶内分布着以贝氏体为主的显微组织,且随着焊道数量的增加,柱状晶尺寸变得破碎和细小。焊道数量5道时,焊缝金属组织为粒状贝氏体和少量板条贝氏体组织。焊道数量7道时,焊缝金属组织为粒状贝氏体和少量板条贝氏体组织,贝氏体晶界存在链状M-A组元。焊道数量9道时,焊缝金属组织为板条贝氏体和粒状贝氏体组织。焊道数量11道时,焊缝金属组织为细小的粒状贝氏体和少量板条贝氏体组织。
从图13中可见,焊道数量5道时,热影响区组织为粗大的板条贝氏体组织。焊道数量7道时,热影响区组织为粒状贝氏体和M-A组元。焊道数量9道和11道时,热影响区组织为细小的粒状贝氏体和M-A组元。
2.3.3焊道数量的影响
环焊接头力学性能和显微组织结果表明,采用不同的焊道数量时,自保护药芯焊丝半自动焊的环焊接头拉伸性能未出现较大差别。焊道数量更多的环焊接头(9道和11道),弯曲性能表现相对良好。相同试验温度条件下,焊缝金属和熔合线的冲击韧性随焊道数量的增加而有明显改善。
通过金相组织分析发现,自保护药芯焊丝半自动焊的焊缝金属中为粗大的柱状晶组织,柱状晶内分布着粒状贝氏体、板条贝氏体及贝氏体晶界上的链状M-A组元等。随着焊道数量的增加,后续焊道对前一焊道的热处理作用显著,使得焊缝金属的柱状晶变得破碎和细小,柱状晶内的贝氏体组织也相对细小,并使得热影响区中的沿晶界的链状M-A组元数量减少、尺寸变细,从而改善了环焊接头的塑性和韧性。
3 结论
(1)道间温度不变(100 ℃)的条件下,不同预热温度(不预热、50 ℃、100 ℃和150 ℃)对环焊接头的拉伸性能、夏比冲击韧性和显微组织的影响相对微小,但对环焊接头的弯曲性能有影响,不预热或预热温度过低时,容易在弯曲表面出现开裂现象。当预热温度达到150 ℃时,焊缝金属及热影响区中的M-A组元数量增加,焊缝中心的M-A组元开始沿贝氏体晶界呈链状分布,说明过高的预热温度可能对焊缝金属的低温冲击韧性产生不利影响。
(2)预热温度不变(100 ℃)的条件下,不同道间温度(5 ℃,50 ℃,100 ℃和150 ℃)对环焊接头拉伸性能、弯曲性能、夏比冲击韧性的影响相对微小,对焊缝金属和焊接热影响区的组织有一定的影响。随着道间温度的提高,填充层焊缝金属的显微组织变得较为细小,局部热影响区的显微组织却变得更为粗大,说明过高的道间温度可能对熔合线的低温冲击韧性产生不利影响。
(3)预热温度100 ℃、道间温度100 ℃的条件下,不同焊道数量(5道、7道、9道和11道)对环焊接头拉伸性能的影响微小,对环焊接头弯曲性能有一定影响,对焊缝金属夏比冲击韧性和显微组织有明显影响。焊道数量更多的环焊接头(9道和11道),环焊接头弯曲性能表现相对良好,焊缝金属和熔合线的冲击韧性明显改善,焊缝金属的柱状晶尺寸变得细小,热影响区中的沿晶界的链状M-A组元数量减少、晶粒变细。
