EEMUA 158标准下SAW原始焊缝的FCAW-G返修工艺研究
2021-08-26蒋丁存陈哲闵祥军孙强刘亚杰
蒋丁存 陈哲 闵祥军 孙强 刘亚杰
摘要:基于EEMUA 158标准要求,返修焊接工艺与原焊缝不同时需要进行返修焊接工艺评定。针对S355级别结构钢,原始焊缝采用埋弧自动焊工艺,焊接完成后进行外观和无损检测以及碳弧气刨和打磨处理,返修深度为母材壁厚的1/2,返修范围包含原始焊缝和母材,返修工艺使用药芯焊丝气体保护焊,返修完成后进行外观、无损检测,对返修焊缝进行横向拉伸、全焊缝拉伸、冲击试验、宏观腐蚀及硬度测试等相关理化试验,试验结果满足EEMUA 158标准要求,并取得DNV GL的认证。
关键词:EEMUA 158;SAW;FCAW-G返修;焊接工艺
中图分类号:TG457.11 文献标志码:C 文章编号:1001-2003(2021)07-0086-03
DOI:10.7512/j.issn.1001-2303.2021.07.16
0 前言
EEMUA 158[1]规范由工程设备及材料使用者协会(EEMUA)海洋服务材料(MOS)技术委员会编制,定义了海洋安装重要结构中建造工作的基本要求。根据该规范的要求,当结构焊缝返修焊接工艺与原焊缝不同时,需进行单独的返修焊接工艺评定。
在海洋石油工程(青岛)有限公司承接的工程项目中,存在大量结构管的卷制接长工作,原始焊缝使用埋弧自动焊工艺(SAW)焊接,当出现较小缺陷时,缺陷去除后一般需要使用半自动的药芯焊丝气体保护焊工艺(FCAW-G)进行局部返修。
针对此种情况,文中按照EEMUA 158标准的要求,对原始焊缝进行药芯焊丝气体保护焊工艺(FCAW-G)返修焊接工艺评定,返修深度为母材壁厚的1/2,返修范围包含原始焊缝和母材,焊接返修完成后进行外观、无损检测和理化试验,试验结果满足EEMUA 158标准要求,取得DNV GL与项目业主的全程见证和确认。
1 EEMUA 158返修焊接工艺评定要求分析
对于试件母材的选取,EEMUA 158 第4.5.1章节对母材的供货状态、碳当量、屈服强度的评定范围均有说明。需要注意的是生产中所用母材的供货状态必须与焊接工艺评定试验中所用母材的供货状态一致;生产中所用母材的碳当量必须小于等于焊接工艺评定试验中所用母材碳当量+0.03%;生产中所用母材的最低屈服强度必须小于等于焊接工艺评定试验中所用母材的最低屈服强度。
对于试件母材尺寸的要求,EEMUA 158第4.5.2章节对母材的直径和壁厚评定范围进行了规定,其中壁厚T按照0.5T至1.5T进行评定,并指出單边坡口可以评定V型坡口。
对于试件返修的要求,EEMUA 158第4.4.2.3.1章节中提出,试件返修位置在熔合线上,深度为原始焊缝壁厚的1/2时,返修焊接使用立焊,采用与已经评定的全熔透对接焊缝一致的焊接参数进行返修,返修焊缝热影响区的机械性能应分别在原焊缝和母材处测试,并要求对焊态和焊后热处理分别进行评定。
对于试件的测试要求,EEMUA158第4.4.3.2章节提出需要进行外观、超声和磁粉检测;第4.4.4章节中提出需要进行横向拉伸、全焊缝拉伸、夏比V形缺口冲击试验、宏观腐蚀试验和硬度试验等理化试验。
2 返修焊接工艺评定试验
2.1 试件母材
综合考虑试件母材的供货状态、碳当量、屈服强度、尺寸的评定范围要求,并结合工程图纸和材料实际情况,与业主沟通后,选用DNV GL-OS-B101E36,板材壁厚40 mm,供货状态TMCP,碳当量为0.35%。
2.2 填充材料
根据EEMUA 158 第3.2章关于焊接材料的要求,所选焊接填充材料和保护气体情况如下:原始焊缝打底采用熔化极气体保护焊(GMAW),焊材AWS A5.18 ER70S-G,直径1.2 mm,保护气体为CO2(体积分数≥99.8%);填充盖面采用埋弧自动焊(SAW),焊材AWS A5.17M F48A4-EH14,直径4.0 mm。
返修焊缝采用药芯焊丝气体保护焊(FCAW-G),焊材AWS A5.20 E71T-1CJ,直径1.2 mm,保护气体为CO2(体积分数≥99.8%)。
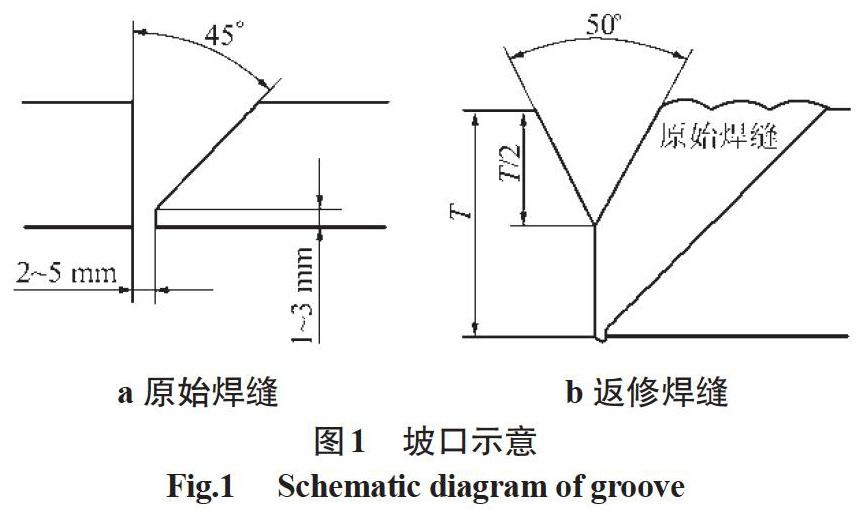
2.3 坡口及焊接位置
坡口示意如图1所示,原始焊缝采用单边坡口,返修焊缝采用V型坡口。原始焊缝焊接位置为:GMAW 3G(立向下),SAW 1G;返修焊缝焊接位置为:FCAW-G 3G(立向上)。返修处理采取碳弧气刨和打磨处理,返修深度为原始焊缝厚度的1/2,返修范围包括原始焊缝和母材。
2.4 焊接工艺参数
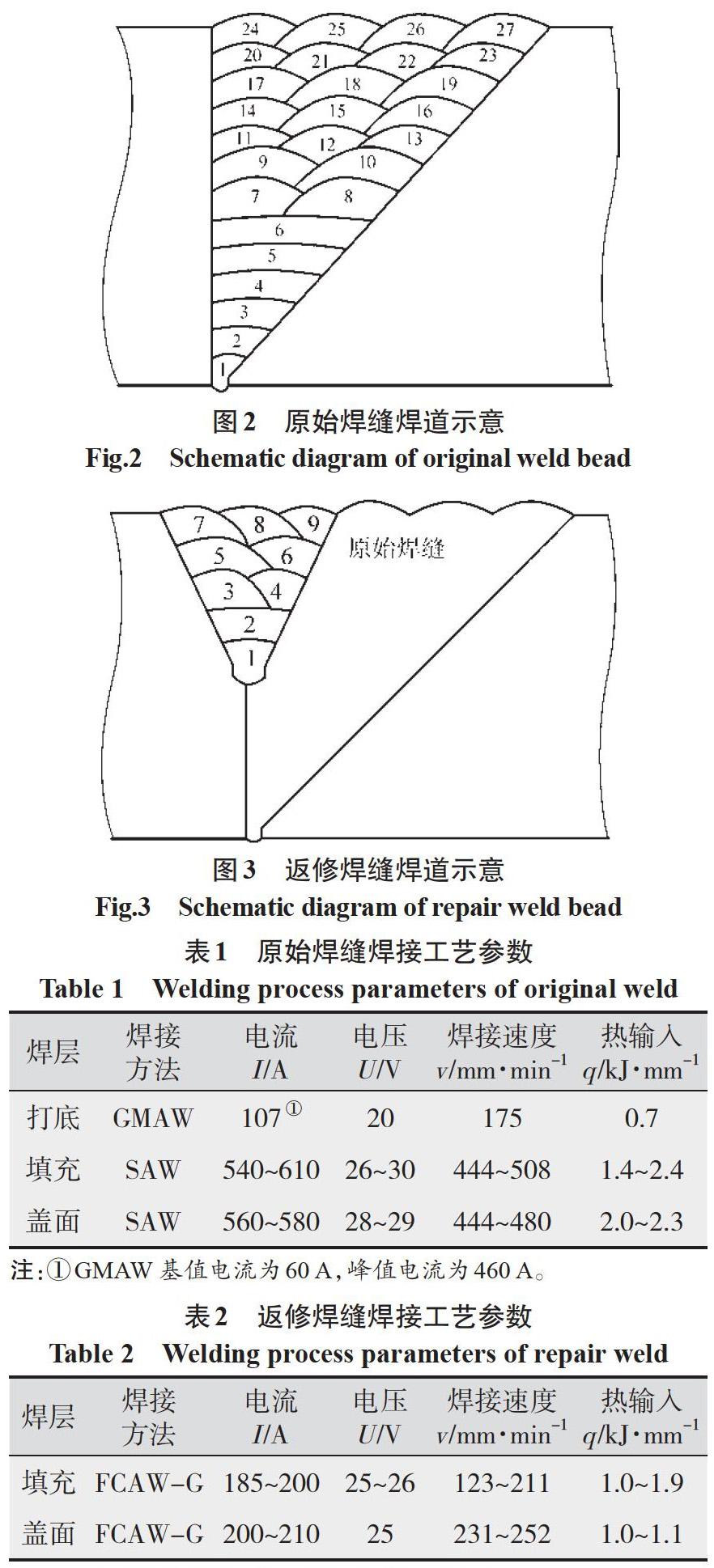
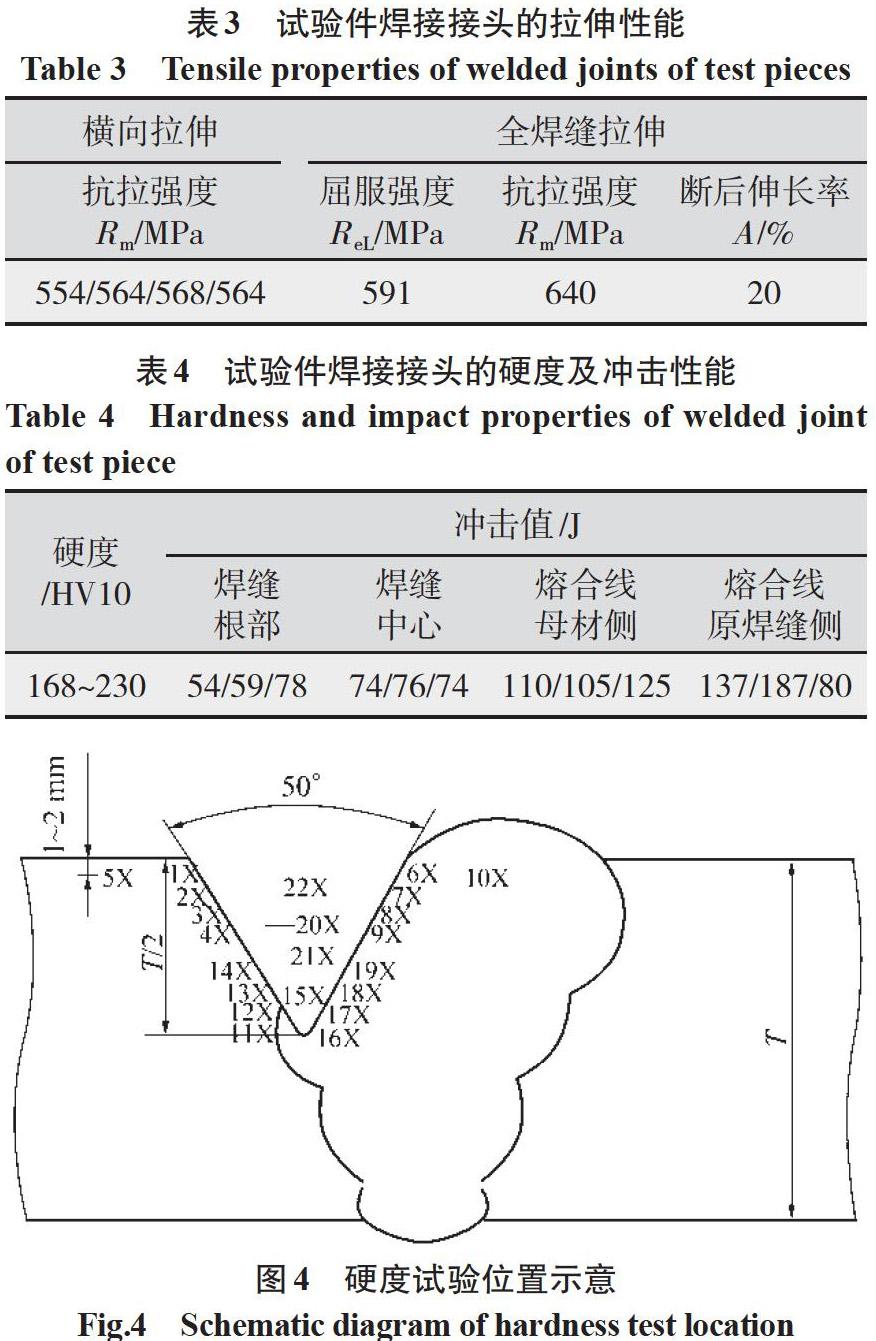
分别记录原始焊缝和返修焊缝的焊接工艺参数。原始焊道示意如图2所示,返修焊道示意如图3所示,焊接工艺参数分别如表1、表2所示,其中GMAW、SAW及FCAW-G的电流极性均为DCEP,热输入计算执行ISO 17671[2-4],需要考虑不同焊接工艺的影响系数。
2.5 焊后无损检验及理化试验
按照EEMUA 158第4.4.3.2章节要求,原始焊缝完成后进行试件外观检验,结果合格。焊后48 h进行磁粉检测和超声检测结果均符合要求。随后进行返修焊接,返修焊缝外观检验合格,磁粉检测和超声检测结果均符合要求。
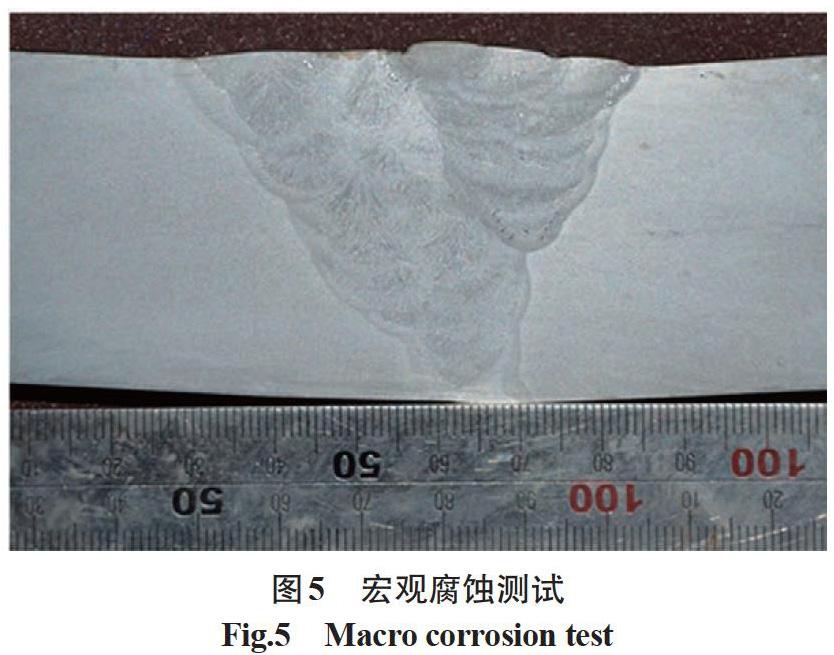
按照EEMUA 158第4.4.4章节要求,对返修焊缝进行横向拉伸、全焊缝拉伸、夏比V形缺口冲击试验、宏观腐蚀试验和硬度试验。试验结果如表3、表4所示,抗拉强度结果≥490 MPa, 全焊缝拉伸屈服强度≥355 MPa,断后伸长率≥20%;冲击位置选取返修焊缝根部、返修焊缝中心、返修焊缝熔合线(母材侧)、返修焊缝熔合线(原始焊缝侧),冲击结果均满足EEMUA 158 表4要求(均值≥36 J,单值≥27 J);硬度测试位置如图4所示,测试硬度值均低于325 HV10;焊缝宏观腐蚀照片如图5所示。试验结果表明,该返修工艺的焊缝力学性能均合格。
2.6 其他注意事項
(1)原始焊缝预热温度执行ISO 17671-2要求,返修焊缝预热温度高出原始焊缝50~150 ℃;(2)注意记录焊道最大宽度;(3)记录GMAW和FCAW-G的保护气气体流速;(4)记录SAW、GMAW和FCAW-G的送丝速度;(5)记录SAW导电嘴距试件的距离及垂直行走方向角度;(6)盖面前需将层间温度降低到最小预热温度;(7)GMAW和FCAW-G焊丝直径不可增加;(8)FCAW-G热输入除了根部的立焊焊道,其他部位不得超1.5 kJ/mm。
3 结论
分析了EEMUA 158标准下S355级别钢结构返修焊接工艺评定的要求,同时提出焊接工艺评定过程中的注意事项,基于EEMUA 158标准开展对SAW原始焊缝的FCAW-G返修焊接工艺评定,焊接返修完成后进行外观、无损检测和理化试验,试验结果满足EEMUA 158标准要求,取得了DNV GL和项目业主的认证。
参考文献:
EEMUA Publication 158 Construction Specification for Fixed Offshore Structures[S].England:The Engineering Equipment and Materials Users’ Association,2014.
ISO/TR 17671 Welding—Recommendations for Welding of Metallic Materials[S]. Switzerland:The International Organization for Standardization,2002.
EN ISO 17639 Destructive Tests on Welds in Metallic Materials-Macroscopic and Microscopic Examination of Welds[S]. 2013.
EN ISO 9016 Destructive tests on welds in metallic materials-Impact tests-Test specimen location,notch orientation and examination[S]. 2012.
