焊接坡口加工设备的设计
2019-05-21陈德平
陈德平
摘 要:针对钣金焊接产品坡口加工的要求,分析了钣金焊接产品坡口工序的加工方法,探讨了适用于坡口加工的设备结构,与之配套的工装夹具的结构,利用手动坡口机与CQB6140旧车床改造成适用于钣金焊接产品批量生产的坡口加工设备。
关键词:钣金焊接产品;坡口;夹具
中图分类号:TG43 文献标志码:A
钣金焊接产品的坡口在工艺改进前是采用火焰切割机切割而成的,然而因火焰切割工艺自身的缺陷,坡口尺寸不易控制,加工质量不稳定,加工成本高。通过利用旧机床结合手扶式坡口机,设计专用坡口加工设备切削坡口的工艺方法,来解决上述问题,以达到降本增效的目的。
1 產品特点及工艺精度保证
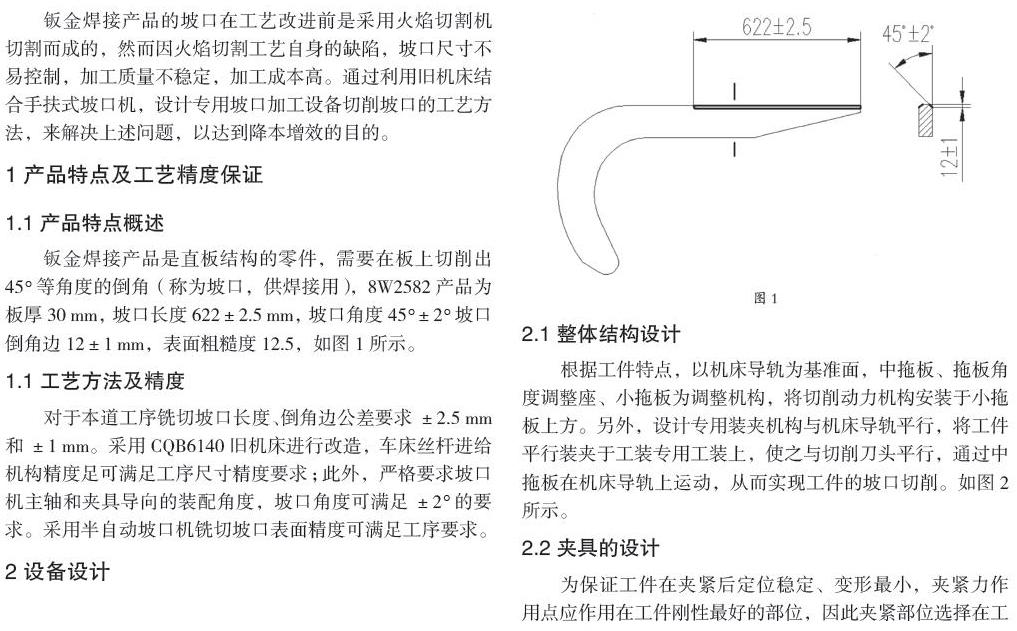
1.1 产品特点概述
钣金焊接产品是直板结构的零件,需要在板上切削出45°等角度的倒角(称为坡口,供焊接用),8W2582产品为板厚30 mm,坡口长度622±2.5 mm,坡口角度45°±2°坡口倒角边12±1 mm,表面粗糙度12.5,如图1所示。
1.1 工艺方法及精度
对于本道工序铣切坡口长度、倒角边公差要求±2.5 mm和±1 mm。采用CQB6140旧机床进行改造,车床丝杆进给机构精度足可满足工序尺寸精度要求;此外,严格要求坡口机主轴和夹具导向的装配角度,坡口角度可满足±2°的要求。采用半自动坡口机铣切坡口表面精度可满足工序要求。
2 设备设计
2.1 整体结构设计
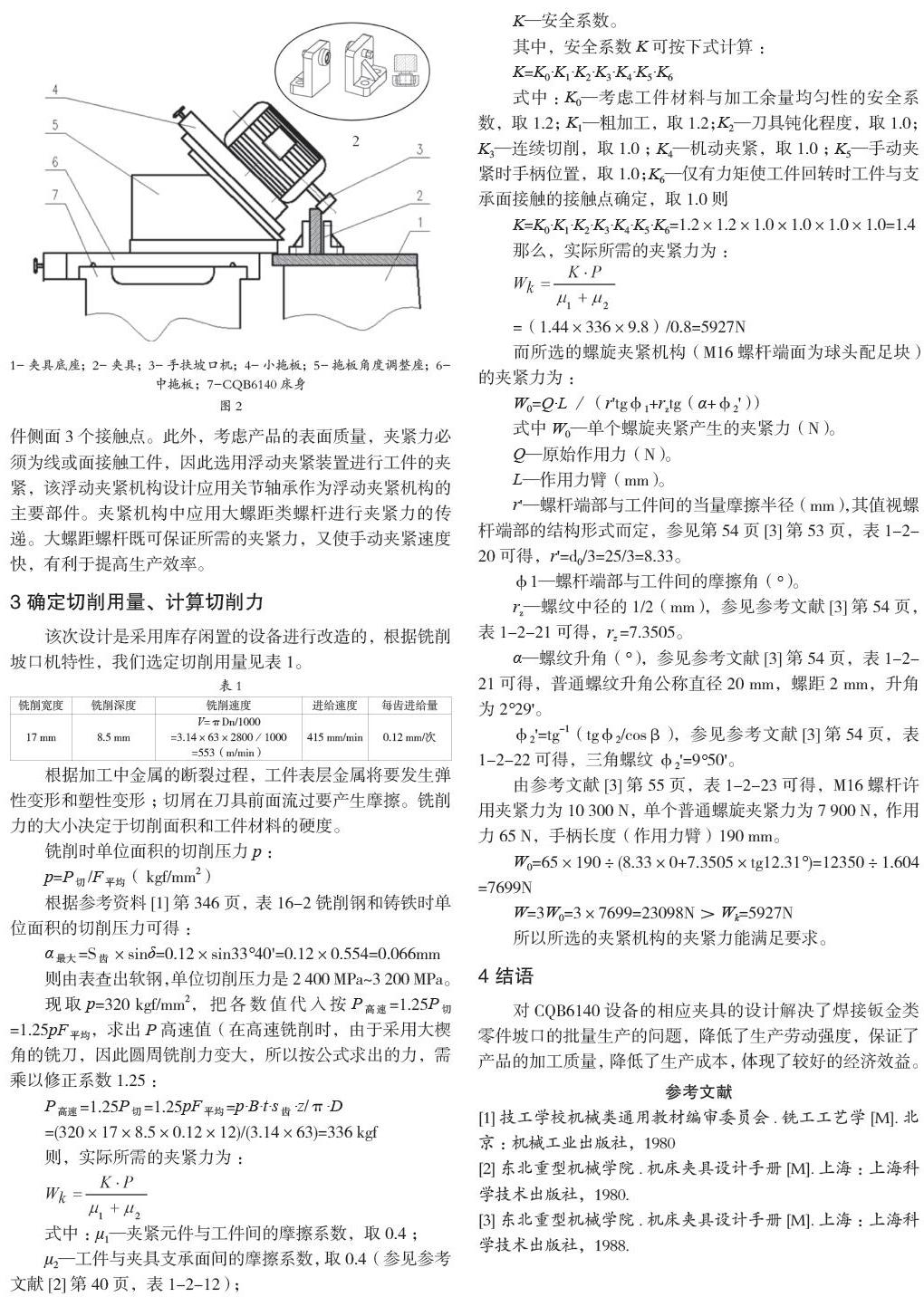
根据工件特点,以机床导轨为基准面,中拖板、拖板角度调整座、小拖板为调整机构,将切削动力机构安装于小拖板上方。另外,设计专用装夹机构与机床导轨平行,将工件平行装夹于工装专用工装上,使之与切削刀头平行,通过中拖板在机床导轨上运动,从而实现工件的坡口切削。如图2所示。
2.2 夹具的设计
为保证工件在夹紧后定位稳定、变形最小,夹紧力作用点应作用在工件刚性最好的部位,因此夹紧部位选择在工件侧面3个接触点。此外,考虑产品的表面质量,夹紧力必须为线或面接触工件,因此选用浮动夹紧装置进行工件的夹紧,该浮动夹紧机构设计应用关节轴承作为浮动夹紧机构的主要部件。夹紧机构中应用大螺距类螺杆进行夹紧力的传递。大螺距螺杆既可保证所需的夹紧力,又使手动夹紧速度快,有利于提高生产效率。
3 确定切削用量、计算切削力
该次设计是采用库存闲置的设备进行改造的,根据铣削坡口机特性,我们选定切削用量见表1。
根据加工中金属的断裂过程,工件表层金属将要发生弹性变形和塑性变形;切屑在刀具前面流过要产生摩擦。铣削力的大小决定于切削面积和工件材料的硬度。
4 结语
对CQB6140设备的相应夹具的设计解决了焊接钣金类零件坡口的批量生产的问题,降低了生产劳动强度,保证了产品的加工质量,降低了生产成本,体现了较好的经济效益。
参考文献
[1]技工学校机械类通用教材编审委员会.铣工工艺学[M].北京:机械工业出版社,1980
[2]东北重型机械学院.机床夹具设计手册[M].上海:上海科学技术出版社,1980.
[3]东北重型机械学院.机床夹具设计手册[M].上海:上海科学技术出版社,1988.