声束调控替代核电CV消应力热处理可行性研究
2021-08-26肖志威刘卫华曾凡勇董俊杰高智能吴海宾方一
肖志威 刘卫华 曾凡勇 董俊杰 高智能 吴海宾 方一




摘要:针对核电钢制安全壳(CV)消应力热处理需求进行论证,从理论上分析了声束调控替代热处理的优越性和可行性;对比分析了焊态、热处理态和声束调控态的焊件力学性能和残余应力分布。结果表明,声束调控应用可有效降低接头残余应力,平均应力消减率达24.4%,声束调控2 h的应力消减效果与热处理保温10 h的效果相当,且声束调控对接头拉伸强度、延伸率、冲击性能并无劣化影响。这说明声束调控技术可替代消应力热处理,并给出了需进一步深入研究的方向。
关键词:钢制安全壳;消应力热处理;声束调控;残余应力;力学性能
中图分类号:TG441.8 文献标志码:B 文章编号:1001-2003(2021)07-0050-06
DOI:10.7512/j.issn.1001-2303.2021.07.09
0 前言
焊接残余应力会导致焊接接头疲劳强度和抗蠕变能力降低,一直以来备受制造人员的关注。核电钢制安全壳作为核安全重要设备之一,主要由厚板高强钢拼焊而成,为了消除焊接残余应力对其服役过程的不利影响,一般采用热处理方式进行去应力处理。但传统的热处理方式能耗较大、对工件尺寸有限制、有时高温加热影响构件的稳定性,且难以满足自动、高效、绿色的发展需求。
文中阐述了核电钢制安全壳消应力热处理的必要性和目前热处理方式的缺点,从理论上分析采用高能声束替代传统热处理消应力的优势及可行性,并通过对比试验研究了高能声束调控对接头性能和残余应力的影响,分析了采用声束调控替代焊后消应力热处理的可行性,为后续深入研究及应用奠定了技术基础。
1 残余应力消除必要性分析
钢制安全壳(Containment Vessel,简称CV)是AP/CAP 系列非能动压水堆核电站的第三道安全屏障,在反应堆发生冷却剂失水的事故中可以包容堆芯辐射,是反应堆冷却系统中最重要的核安全设备之一。CV是由顶封头、筒体、底封头构成的类似大型胶囊状钢制容器,属于MC级核安全设备,其结构如图1所示。CV顶、底封头和筒体由多块瓣片和弧形板焊接而成。
CV的设计、建造采用ASME锅炉及压力容器规范。根据ASME NE分卷表NE-4622.7(b)-1所述,钢制安全壳焊后需做热处理(PWHT),免除焊后热处理允许的最大壁厚为44.5 mm[1]。以AP1000和CAP1400钢制安全壳用钢SA-738Gr.B为例,碳钢和低合金钢等材料的下转变温度近似值为725 ℃。根据张效宁等[2]的研究,SA-738Gr.B的下转变温度为737 ℃(加热速度为36 ℃/s时),ASME Ⅲ NE-4622.1规定对于此组别材料的PWHT的保温温度区间规定为595~675 ℃,AP1000和CAP1400钢制安全壳设备规格书中对SA-738Gr.B的PWHT的保温温度区间为595~620 ℃。由此可见,钢制安全壳焊后热处理的最高保温温度低于下转变温度50 ℃以上,是一种典型的低于下转变温度的焊后热处理,这类焊后热处理的首要目的是释放焊接接头的残余应力,稳定结构尺寸。
CAP1400/CAP1700钢制安全壳筒体段壁厚均超过44.5 mm,若按规范要求,筒体段环焊缝应进行整圈焊后热处理[3-4]。因需整体加热,能耗较大,且时间较长(至少10 h);另在现场进行实际焊接时,存在现场供电容量不足、热处理难度较大等问题,且工艺控制不當会带来更大的残余应力或变形、抗拉强度降低、蠕变强度降低和韧脆转变温度提高、构件失稳等安全隐患。因此,寻求一种可替代传统焊后消应力热处理的高效、节能、可靠的方法,以消除钢制安全壳焊后残余应力,将是解决这一难题的良好途径。
2 声束调控残余应力原理及应用
消除或调控残余应力的方法很多,如常规的自然时效、机械拉伸、热处理、振动时效、锤击等工艺。由于核电CV体积大、施工工期紧、场地空间有限,自然时效不符合工程建造实际;振动时效和锤击仅适合体积较小构件,因此常规应力调控工艺并不适合。随着科学技术的发展,也出现了一些新型的残余应力调控方法,包括磁脉冲法、电脉冲法[5]、超声冲击[6-7]。此类方法共同的特点是将外加能量注入材料内部,使工件内部或表面产生塑性变形,形成应力松弛。其中超声冲击是利用高频超声针对材料表面(一般是焊趾部位)进行机械冲击,该方法最早由前苏联Paton焊接研究所于1972年提出,此后一直受到国内外学者重视。目前超声冲击在国内已形成系列手持式或机械式产品。本质上超声冲击与机械锤击相同,区别在于超声冲击频率高,冲击力度均匀。材料表面在受到超声冲击后会产生肉眼可见的塑性变形,若处理不当则会产生微裂纹,极大地影响整体结构的可靠性。但与常规热处理相比,操作方便,节约能耗。
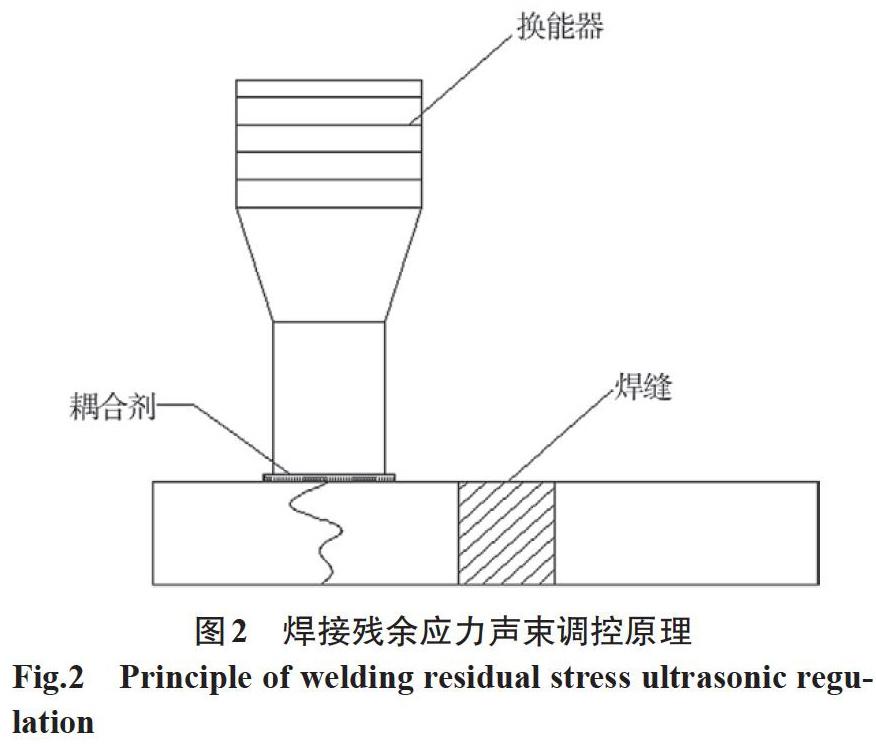
声束调控与超声冲击类似,是利用超声的声致塑性效应引起材料内部的软化。法国Langenecker[8]发现将超声加载在铝材料拉伸试样上,随着功率密度的增加,屈服强度随之降低,与对试件进行加热的效果相同。达到相同的变形效果,超声能的需求仅为热能的千万分之一。基于此,北京理工大学研究团队提出了利用声束调控残余应力的方法及相关设备[9-11],基本原理如图2所示。
声束残余应力调控是将大功率声波能量注入到应力调控区域,利用弹性波的波动能量改变原有的弹性位错结构,使得弹性位错从不稳定的高能位运动到低能位相对稳定的位置,原来的位错构造被打破,重新形成新的低组态能、低弹性性能的构造,改变残余应力的分布状态[12]。声束调控系统通过声束耦合模式,利用高能弹性波的能量作用到任意曲面固体材料内部,改变残余应力势能场,对内部残余应力进行消减,从而达到消减和调控残余应力集中区域的目的。与超声冲击不同,声束调控是直接将超声能量注入到材料内部而非对材料表面进行冲击,或者声束调控冲击振幅足够小。北京理工大学任延飞[7]对6061铝合金和45钢进行了残余应力调控,残余应力消除率在50%以上,微观组织未发生明显变化。
综上理论分析,采用声束调控CV接头残余应力是可行的,且此种调控方式绿色高效,若能将其应用到实际生产,将极大提高生产效率和质量。为了验证实际调控效果,进行了相关试验。
3 试验材料、设备及方法
3.1 试验材料及设备
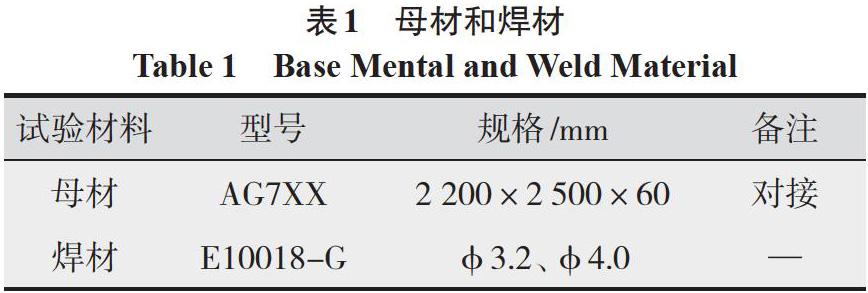
试验材料为某型号高强钢,如表1所示。试件坡口为X型,坡口角度60°,组对间隙为2~5 mm。
焊接残余应力检测和调控设备为北京理工大学自研设备及系统;热处理设备为WCK-240智能型热处理温度控制箱。
3.2 试验方法
采用多层多道手工焊接,焊接位置为立焊。焊前,清理和预热待焊区域及邻近区域,预热温度不低于120 ℃,层/道间温度不低于预热温度,且不高于200 ℃。焊后热处理工艺與工程施工焊接工艺评定一致,保温温度为595~620 ℃,保温时间为10 h。
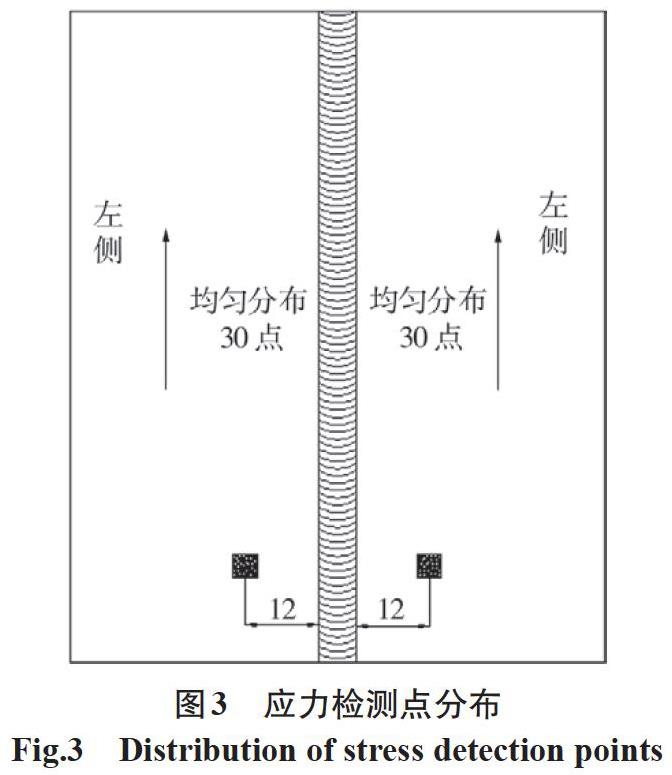
焊后对焊缝两侧区域进行焊接残余应力检测,检测点分布如图3所示,沿焊缝轴线方向每侧均布30个检测点,测试点距离焊趾约12 mm,检测方向为横向。采用超声应力检测,检测探头宽度为10 mm,超声频率为5 MHz。检测前用砂轮机将被检测区域打磨至金属光泽,检测时探头表面涂抹适量耦合剂,并保证探头与检测位置贴合良好。检测所有应力值都是以零应力标定点位为基准的应力值。
采用垂直入射法对接头进行残余应力声束调控,如图4所示。操作时通过电磁夹紧器将试件与声束头固定接触,声束头直径为φ70 mm,声束头中心间距为210 mm;接触面涂抹黄油,调控时间设置为120 min,超声频率为20 kHz。
为研究声束调控对接头力学性能的影响,对不同状态(焊态、热处理态、声束调控态)下的接头进行了常温拉伸试验和低温(-30 ℃)冲击试验。拉伸试样取样按照ASME Ⅸ卷QW-462.1执行,数量为2个;冲击试样按照ASTM A370进行制备,开V型缺口,取样位置包括热影响区和母材,数量为3个。
4 试验结果及分析
4.1 力学性能
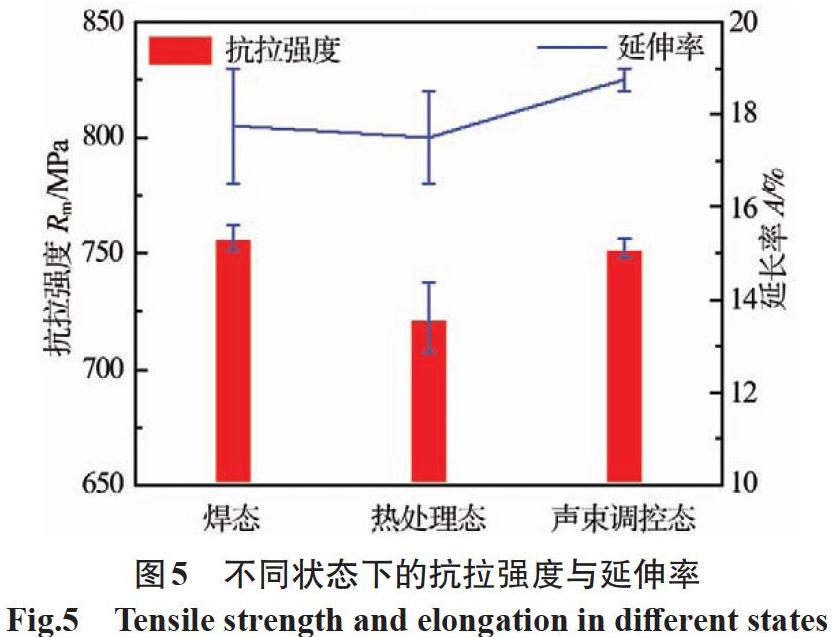
接头拉伸试验结果如图5所示。可以看出,声束调控后的接头抗拉强度和延伸率不低于焊态,且略优于热处理态;数值均满足标准要求,可以认为声束调控处理并未对接头造成劣化影响。
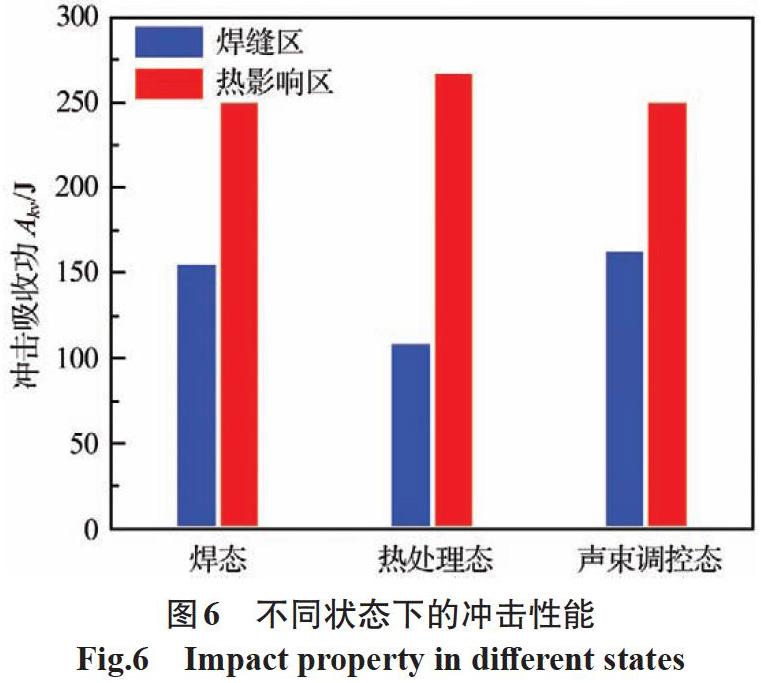
从冲击试验结果中可看出(见表2、图6),热影响区冲击性能远高于焊缝,不同处理状态下的冲击性能相差不大。整体来看,各状态下的冲击性能均满足要求,说明经焊后热处理或声束调控处理对接头冲击性能无劣化影响。
根据声束调控的机理,超声能量会优先被内部组织的缺陷(如位错)吸收,使得金属软化,残余应力较高区域在声束辅助作用下达到屈服条件,发生塑性变形。对于塑性较好的材料,残余应力对结构静态性能并不会产生破坏,因此接头力学性能并未降低。有研究表明,声束调控并不会改变材料组织,这从根本上避免了采用焊后热处理造成的如热处理工艺控制不当、组织过热粗化等问题。
4.2 残余应力对比分析
为了对比分析焊后热处理与声束调控对残余应力的影响,引入残余应力消减率η
式中 σ1、σ2分别为焊态、热处理态或声束调控态的残余应力值。
为了清晰对比处理前后残余应力值分布的差异,将30个残余应力测试点位分成6个不同区位,即左1~左6,右1~右6共12个区域,相当于每个区位对应5个测试点位,各区位的残余应力值取每个测试点位的平均值。
焊后热处理对残余应力分布的影响如图7所示。可以看出,焊态下测得的焊缝处残余应力基本为拉应力,残余应力值基本在50~180 MPa。区位内部分点位残余应力值超过200 MPa,这也正说明焊后消应力处理是有必要的。经热处理后残余应力数值明显降低。残余应力下降值和消减率的变化如图8所示,通过热处理平均应力下降数值为30 MPa,最大消减率为41%,平均应力消减率为23%。
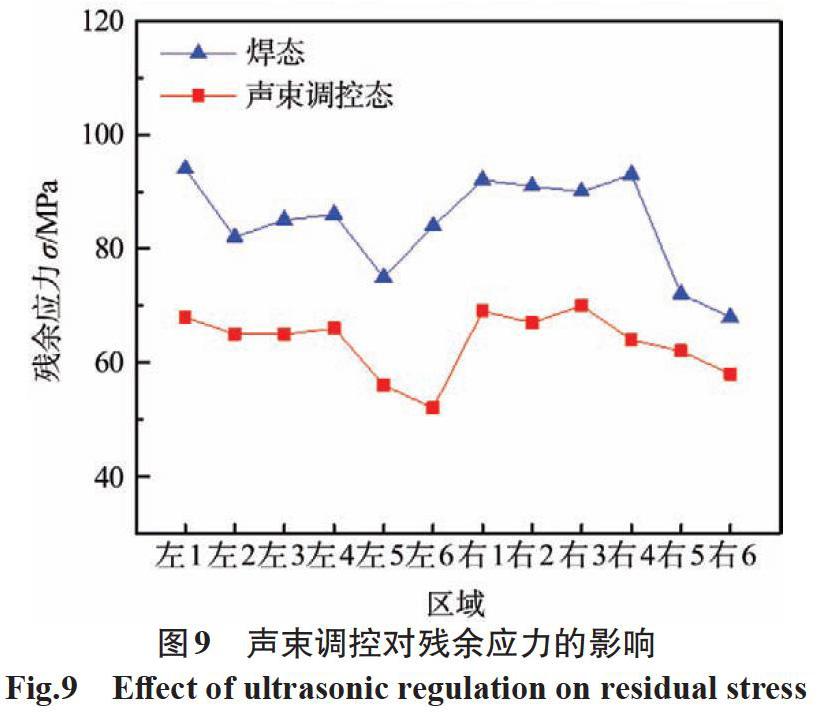
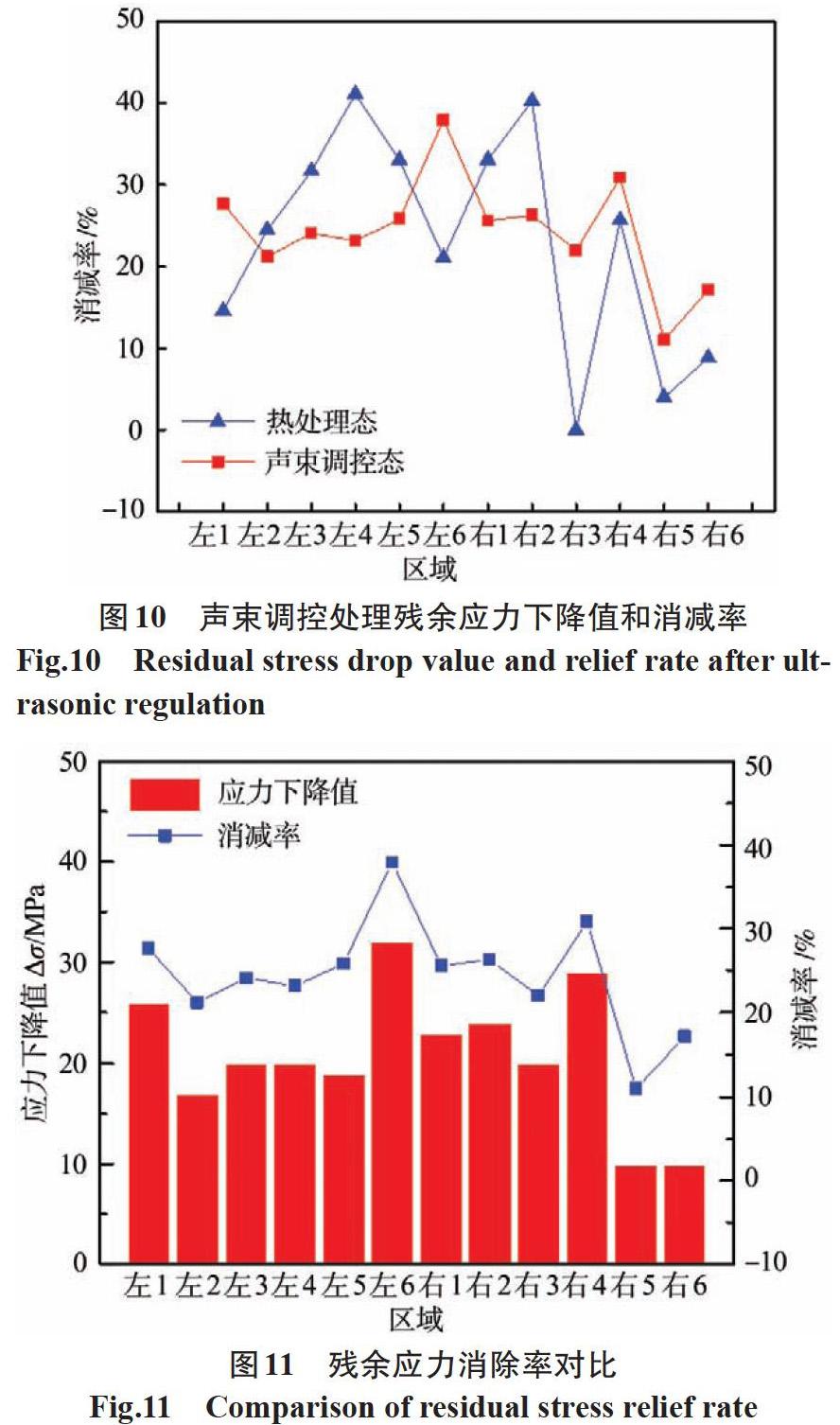
声束调控对残余应力分布的影响如图9所示。同样焊态下测得焊缝处的残余应力均为拉应力,残余应力值基本在60~100 MPa,经声束调控后残余应力数值降低明显。残余应力下降值和消减率的变化如图10所示,通过声束调控平均降低应力数值21 MPa,平均应力消减率为24.4%。可以认为,通过局部进行声束调控2 h后,应力消减的效果与热处理保温10 h的效果相当。
焊后热处理和声束调控的消减率对比如图11所示。在某些区位(左1区、左6区、右3区、右4区、右5区、右6区)声束调控后的消减率高于焊后热处理方式,但平均残余应力消减率两者水平相当(热处理态:23%,声束调控态:24.4%),且经处理后接头的残余应力值均满足要求。通过焊件力学性能和残余应力调控效果分析,认为声束调控可替代核电CV消应力热处理。
与采用焊后热处理不同,声束调控可直接用于现场,且能耗更低,处理过程无废气、废液、大余量排热等,因此声束调控更加绿色、环保。综合以上来看,声束调控的潜力更优。
超声波是一种机械振动波,它经接触面传播至材料内部,可引起材料内部质点的高频振动。对于应力较高的高能态区域而言,相对较小的能量即可发生塑性变形,使得此区域的内应力降低,其效果就如宏观机械拉伸法消应力一般。超声能量在固态材料中传播时会发生能量衰减,应力调控效果会随之下降,因此试验时需要在整条焊缝上布置多个声束调控装置。即便如此,与热处理相比,采用声束调控残余应力,调控区域面积大大降低,功率密度更低;无需进行整体加热或局部区域全部加热,因此能耗大大降低,且节约处理时间。另外声束调控可以针对性地对高应力区域进行调控,有学者称为原位调控或定点调控,而热处理无法做到这一点。综上,采用声束调控可有效降低焊接残余应力,应力降低效果与消应力热处理相当,且大大节约时间和降低能耗。声束调控后焊件的力学性能并未发生劣化,因此认为声束调控替代传统的消应力热处理是可行的。
5 结论
(1)采用声束调控能有效降低接头残余应力,效果与消应力热处理方式相当,且更加绿色、环保。
(2)声束调控对接头力学性能无劣化影响,可替代核电CV消应力热处理。
(3)后续待进一步深入研究声束调控工艺与应力消减之间的对应关系、声束调控工艺的优化、实际现场的声束调控工艺等。
参考文献:
美国机械工程师学会.ASME锅炉及压力容器规范 第III卷第1册分卷NE:MC级部件[S]. 2004:132-134.
张效宁,景益,余燕,等.加热速度对SA738Gr.B钢奥氏体转变温度的影响及分析[J].热加工工艺,2013,42(6):38-41.
唐识,张俊宝,朱天德,等.核电站钢制安全壳SA-738Gr.B的焊接工艺[J].电焊机,2017,47(7):72-78.
吴崇志,朱瑞峰,陶军,等.ASMEMC级安全壳容器的焊后热处理工艺[J].电焊机,2015,45(11):84-88.
杨丽红,黄金亮,殷镖.电脉冲在现代材料制备与研究中的应用[J].热加工工艺,2003,32(2):51-53.
李东东.超声冲击法加固钢结构焊接接头的疲劳性能研究[D].北京:北京建筑大学,2020.
修延飞,王成才,杨晓禹,等.超声波冲击对核电站钢制安全壳SA738Gr.B焊接残余应力的影响[J]. 焊接技术,2019,48(4):72-76.
Langenecker B. Effects of ultrasound on deformation characteristics of metals[J]. IEEE Transactions on Sonics and Ultrasonics,1966,13(1):1-8.
任延飞.残余应力高能声束调控技术研究[D]. 北京:北京理工大学,2017.
Wentao Song,Chunguang Xu,Qinxue Pan,et al. Regulation of residual stress in elastic solid component with high-energy acoustic field[J]. AIP Conference Proceedings,2013(1511):1196-1203.
Chunguang Xu,Wentao Song,Qinxue Pan,et al. Testing and control of residual stress[J]. Nondestructive Testing Residual Stress Using Ultrasonic Critical Refracted Longitudinal Wave,2015(70):594-598.
徐春廣,李培禄.无应力制造技术[J]. 机械工程学报,2020,56(8):113-132.
