折点氯化法在污水处理厂的应用
2021-08-26于鑫龙马红艳
于鑫龙,万 强,高 真,马红艳
(1.天津临港胜科水务有限公司,天津 300452;2.天津科技大学化工与材料学院,天津 300457)
煤气化废水、含硫废水是整合煤气化联合循环发电系统(integrated gasification combined cycle,IGCC)在气化、净化和硫回收单元所产生的特有废水,氨氮浓度较高,处理难度较大[1].工业污水处理中常用的氨氮前处理方法有吹脱法、吸附法、沉淀法以及离子渗析交换法等[2].然而这些方法往往需要占用较大的场地,添加额外的设备,甚至产生一些沉淀,影响后续处理[3].
折点氯化法常用于处理氨氮浓度较低的工业废水,或是对氨氮浓度较高的废水进行深度处理[4].与其他方法相比较,该方法具有反应速度快,脱氮效果稳定,去除氨氮效率高,改造投资成本低等特点,但在处理中高浓度氨氮废水中的应用鲜有报道[5].
天津某IGCC电厂每年运行200d左右,每天产生约1200m3的煤气化废水.该电厂配备一套废水处理系统,废水经过吹脱塔吹脱之后,氨氮浓度仍然过高,平均值为 297mg/L.这些中高氨氮浓度的工业废水进入污水处理厂后,会使得下游污水处理厂的运行受到严重影响.
天津临港胜科水务有限公司进水氨氮的设计负荷为 35mg/L,总氮为 70mg/L,污水日处理量为10000m3.受该废水的影响,污水处理厂与之前相比处理量下降,乙酸钠投加量增多,能耗增加,并且时常伴随出水超标的风险,严重影响了污水处理厂的正常运营.为解决这个问题,污水处理厂在该废水进入系统之前投加次氯酸钠进行前处理,将氨氮浓度降低至一定范围内.本文研究了不同条件下次氯酸钠对煤气化废水氨氮去除率的影响,并且分析了该方法在处理中高浓度氨氮污水中的适用性.
1 材料与方法
1.1 原料与仪器
处理水样为天津某 IGCC电厂经该厂废水处理系统处理后废水,其平均水质指标见表1.实验所用废水的氨氮浓度 250mg/L,总氮浓度 310mg/L,pH为 8.3.
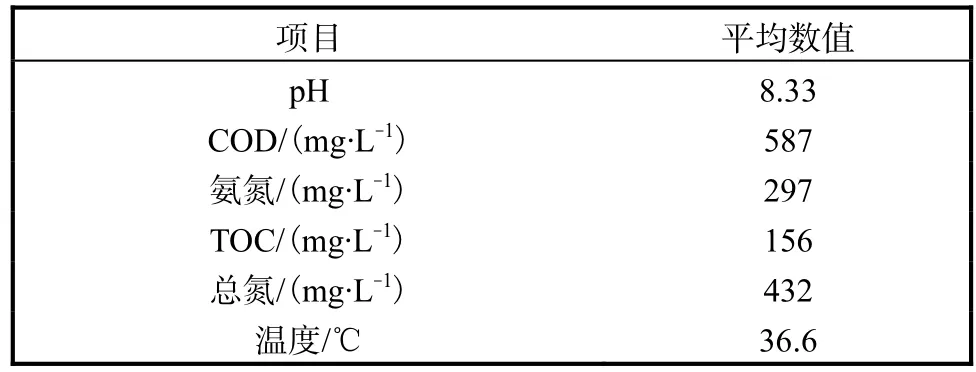
表1 煤气化废水吹脱处理后主要水质指标Tab.1 Main water quality indicators after gasification sewage stripping treatment
次氯酸钠溶液,有效氯(以 Cl2计)含量 10%,三河市兴德福利化工厂.
AUY220型电子天平,日本岛津公司;BT100LC型蠕动泵,创锐泵业有限公司;DR6000型分光光度计,美国哈希公司;PE20型 pH 计,梅特勒-托利多公司.
1.2 实验方法
将废水水样加热至一定温度,用蠕动泵以恒定流量加入 1L锥形瓶中,锥形瓶置于磁力搅拌器上,设置转速为300r/min.同时依据设定的n(Cl)/n(N)值,将相应量的 NaClO溶液使用蠕动泵连续投加至锥形瓶中,投加一段时间后取样分析废水中的氨氮浓度.
2 结果与讨论
2.1 次氯酸钠对氨氮去除效果的影响
次氯酸钠去除氨氮的总反应方程式为

式(1)中次氯酸钠与氨氮的物质的量之比为1.5,理论上氧化去除 1g氨氮需要 7.6g有效氯(以 Cl2计)[6].研究结果显示,在 28℃、次氯酸钠与废水中氨氮的物质的量之比为 1.5时,氨氮的去除率约为70%,这是由于废水中含有一些酚类、氰化物、硫、锰等物质会消耗部分有效氯,导致氨氮去除率低于理论值[7].控制反应温度28℃、反应时间30min时,不同浓度的次氯酸钠对处理水样中氨氮去除率的影响如图1所示.由图1可知:随着次氯酸钠的增加,废水中的氨氮去除率也越来越高.而且次氯酸钠的实际消耗量远高于理论值,当 n(Cl)/n(N)为 1.5时,氨氮去除率为72%左右,这与上述结论一致.
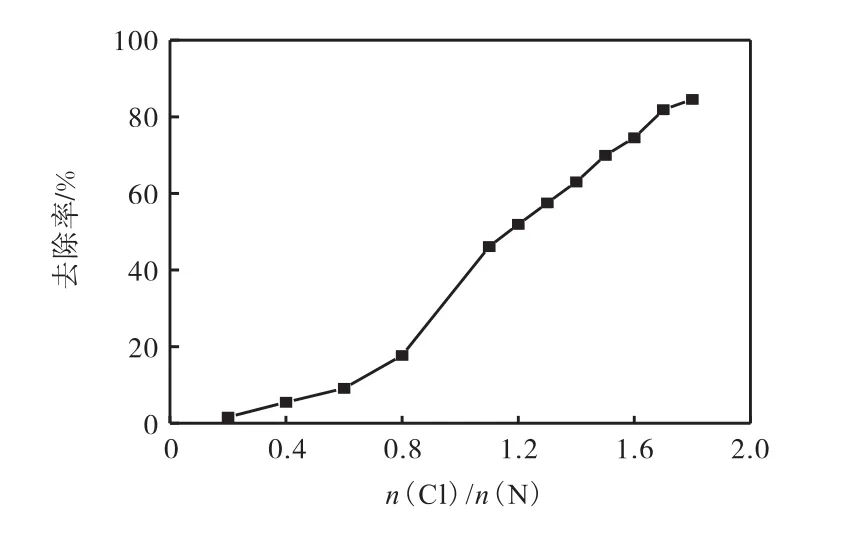
图1 n(Cl)/n(N)对氨氮去除率的影响Fig.1 Effect of n(Cl)/n(N)on the removal rate of ammonia nitrogen
2.2 反应时间对氨氮去除效果的影响
28℃下,n(Cl)/n(N)分别为 1.2、1.5、1.8 时,处理水样中氨氮去除率随时间的变化如图2所示.
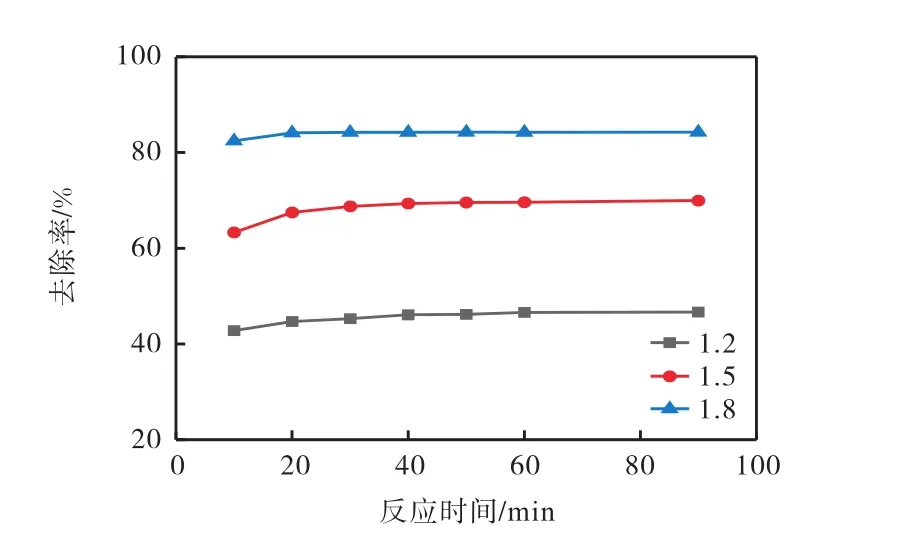
图2 反应时间对氨氮去除率的影响Fig.2 Effect of reaction time on the removal rate of ammonia nitrogen
由图2可知:次氯酸钠氧化去除氨氮的反应是一个快速反应,反应初期氨氮去除率便接近限值,当反应超过 30min后,氨氮的去除率变化非常缓慢.n(Cl)/n(N)不同时,氨氮去除率并不会随着时间发生明显的变化.因此,可以把反应时间控制在30~60min.
2.3 温度对氨氮去除效果的影响
控制 n(Cl)/n(N)为 1.5,反应时间 30min时,不同反应温度下次氯酸钠对处理水样中氨氮去除率的影响如图3所示.
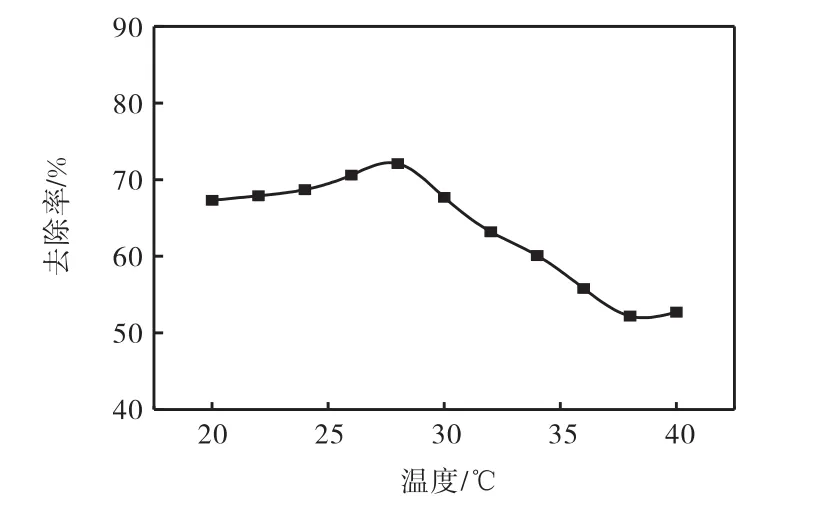
图3 温度对氨氮去除率的影响Fig.3 The influence of temperature on the removal rate of ammonia nitrogen
由图3可知:28℃之前,随着温度的升高,氨氮去除率不断升高.当温度在 28℃时,氨氮去除率最高,可达 72%,这是由于氧化反应速率受温度影响较大,温度较低,氧化反应速率较低,温度升高,氧化反应速率加快,氨氮去除率也会随之提高.当温度超过28℃时,氨氮去除率迅速降低,这是由于反应物NaClO 发生热分解[8],有效氯损失,导致氨氮去除率降低.因此,在应用过程中需要严格把控水温,使水温不超过28℃.
3 改造应用部分
3.1 改造前工艺状况
改造前处理工艺流程如图4所示.来自电厂的中高浓度氨氮废水直接进入均质池,流量为 20~30m3/h,均质池进水平均氨氮浓度由18mg/L升高至35mg/L,并时常超过设计进水氨氮负荷(35mg/L),导致系统运行不稳定.
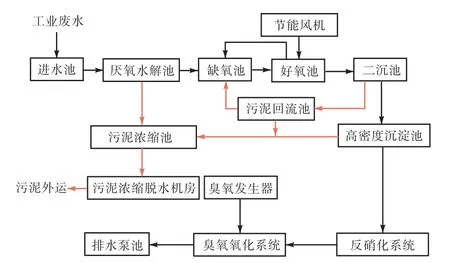
图4 天津临港胜科水务有限公司污水处理工艺流程图Fig.4 Sewage treatment process flow chart of Tianjin Lingang Sembcorp Water Co.,Ltd.
为保证系统可以稳定运行,高氨氮废水不能直接进入均质池,只能暂存入事故池并分批处理.但事故池池容有限,还是会存在高浓度氨氮进入生物系统情况出现.为去除超负荷进入系统的氨氮,保证正常运行所需的溶解氧,现场三台鼓风机需满负荷运行,导致电耗大幅度升高,运行风险增加.
生物系统硝化反应产生的大量的硝态氮同样超过后端反硝化滤池的处理能力,为去除过量硝氮,往往需要过量投加乙酸钠,从而导致:(1)污泥及氮气量增多,滤料堵塞,使反洗及氮气释放频率增大,反洗水进入系统进行二次处理,降低了客户的进水量,减少了收入.(2)由于过量投加碳源使得反硝化生物滤池出水 COD高于滤池进水,为保证最终出水能达标排放,需增大臭氧发生器功率,增大了能耗.
3.2 改造措施
污水处理厂将一个容量为 120m3的水池用作该煤气化废水的前处理池,池中设立3个上下错位的挡流板,将煤气化废水直接通入该处理池进行前处理.由2.2节结论可知,停留时间为30min即可使氧化反应完全,因此该处理池可满足反应所需.
在水池旁边配备4个15m3的储药罐,其表面用玻纤铝箔胶带无缝粘贴覆盖,上方铺设遮阳棚,防止阳光直射导致次氯酸钠发生降解,影响处理效果[9].
安装一套自动加药系统,将次氯酸钠加入混合器,与煤气化废水混合后共同泵入前处理池.次氯酸钠流量由煤气化废水流量和氨氮浓度决定,该电厂的废水平均氨氮浓度为 297mg/L,当该废水出水氨氮浓度低于 80mg/L时,系统就不会受到影响.由 2.1节结论可知,进水氨氮浓度为 200~400mg/L,n(Cl)/n(N)为1.5~1.8时,便可控制出水氨氮浓度低于80mg/L.
煤气化废水是经过脱氨塔处理后的废水,在到达污水处理厂的时候,平均水温 36.6℃,最高时可达到46℃,这对于次氯酸钠氧化去除氨氮的反应非常不利[10].因此,污水处理厂在废水来水管上加装两台换热器,将其他温度较低的客户来水与该废水进行热交换,使得废水到达前处理池时水温低于30℃.
3.3 改造后工艺状况
根据实验结果与现场情况进行工程改造,运行过程中,控制反应时间大于 30min,反应温度低于 30℃,n(Cl)/n(N)为 1.5~1.8.
改造后,该废水经过换热装置进行换热降温后进入前处理池,同时投加次氯酸钠进行氧化反应,废水中的氨氮被氧化转化为氮气逸出.经过前处理工艺,废水中的氨氮浓度可降低至80mg/L以下,处理后的废水再进入均质池进行后续处理.系统可以稳定运转,乙酸钠用量减少,处理水量提高25%.
前处理改造利用的是现有水池,额外添加 4个15m3储药罐,搭建相应的遮阳棚,配备一个自动加药系统和两台换热装置,改造费用共计80万元.
改造后工厂水处理量可提高至10000m3/d,并且乙酸钠用量、耗电量也相应减少,反硝化系统负荷降低.按照工业用电 0.6元/(kW·h),液体乙酸钠 1000元/m3,有效氯含量 10%的次氯酸钠溶液 500元/m3,按处理1200m3氨氮浓度为300mg/L的废水进行计算,改造之后,污水处理厂每日可增加约 6000元的收益,并且系统设备损耗与改造前相比大幅度降低,工艺更稳定,可持续性更好.
2019年2 月到2020年10月天津临港胜科水务均质池月平均进水氨氮浓度与处理水量的关系图如图5所示.
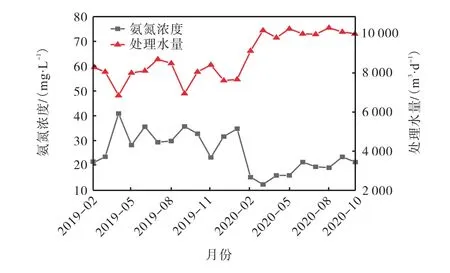
图5 进水氨氮浓度与处理水量的关系Fig.5 Relationship between influent ammonia nitrogen concentration and treated water
从图5中可以明显看出:改造前平均处理水量为8000m3/d,进水氨氮浓度35mg/L;2020年2月改造后,水量逐渐提高到 10000m3/d,进水氨氮浓度也降低至18mg/L左右.系统处理水量的多少与进水氨氮浓度的高低密切相关.系统处理负荷有限,进水氨氮浓度过高,会超过系统负荷.为确保出水水质达标,最直接有效的方法就是降低处理水量,同时,污水处理厂的收益也随之降低.因此,为确保系统可以连续稳定地运行,必须严格控制系统进水氨氮浓度.前处理池的改造就很好地解决了短期内中高浓度氨氮废水处理的问题,避免了进水氨氮浓度过高,降低了工厂运行的风险.
3 结 语
折点氯化法通常被用来处理低氨氮浓度的工业废水,与其他方法相比较,该方法具有反应速度快、脱氮效果稳定、污染小等特点.但很少有人将该方法用于中高浓度氨氮废水的处理.本文从实际应用出发,利用折点氯化法,控制反应时间大于 30min,反应温度低于 30℃,n(Cl)/n(N)为 1.5~1.8,可以保证流量 20~30m3/h、氨氮浓度 200~400mg/L的废水在经过前处理之后,氨氮浓度可降低至 30~80mg/L,成功解决了短期内中高浓度氨氮煤气化废水处理的问题,为水厂降低了污水超标,设备高损耗的风险,并且污水处理厂日处理水量提高了 25%.为折点氯化法在中高浓度氨氮污水处理中的应用提供了实用案例.