金刚石复合片的检测技术研究
2021-08-26张海波赖灿德
张 辰 张 松 张海波 赖灿德
(1.广东钜鑫新材料科技股份有限公司,广东 珠海 519000;2.北京理工大学珠海学院,广东 珠海 519000)
1 无损检测
1.1 尺寸检测
首先要对复合片进行尺寸测量,尺寸不标准的金刚石复合片是无法使用的,如果做检测的话,也会对检测结果有一定的影响,一般使用游标卡尺、投影仪对产品尺寸进行测量,该方法测量速度慢,还存在一定的人工误差。还可以使用全自动尺寸测量仪来测量复合片的尺寸,精确度可达±0.01 mm,方便快捷、准确性高。
1.2 渗透探伤
渗透探伤是利用毛细现象来检查材料表面是否存在缺陷的一种无损检验方法。如果复合片表面存在裂纹等肉眼难以察觉的缺陷,荧光渗透剂就会渗透进去,用水冲洗的时候,裂纹中的荧光渗透剂不会被水冲洗掉,这时候用显影剂就可以观察到裂纹的位置。步骤如下:将金刚石复合片样品清洗干净吹干,浸入荧光渗透剂中5min;使用清水将复合片表面的荧光渗透剂冲洗干净,并将表面清水吹干;将复合片分开摆放整齐,在其表面喷洒一层显影剂,等待5min;在紫光灯下观察,金刚石复合片是否有缺陷。裂纹等缺陷部位会显示荧光发亮。
1.3 光学显微镜检测
使用20倍体视显微镜进行检测,确定金刚石复合片是否有外观上的缺损、污损、以及腐蚀等现象。
1.4 超声波C扫描检测
高频超声波在水、金刚石和硬质合金中的传播速度不同,声波经过不同介质之间的交界面时会产生一个反射波,利用这个原理,可以无损地探测金刚石聚晶层和硬质合金交界面的合成状况。该实验的C扫描检测发现,金刚石层和硬质合金基体结合牢固紧密,没有气孔等内部缺陷。
2 SEM微观检测
对金刚石复合片的金刚石层以及基体的微观结构进行分析,有助于对金刚石复合片的烧结情况、界面情况有一个直观的了解,同时可以观察是否存在一些微观缺陷、判断缺陷等问题。
图1是8 GPa压力下合成的金刚石复合片,其中金刚石晶界比较清晰,除了D-D键以外,还有大量的D-M-D(金刚石-金属-金刚石)连接。D-M-D的强度是远远弱于D-D键的。
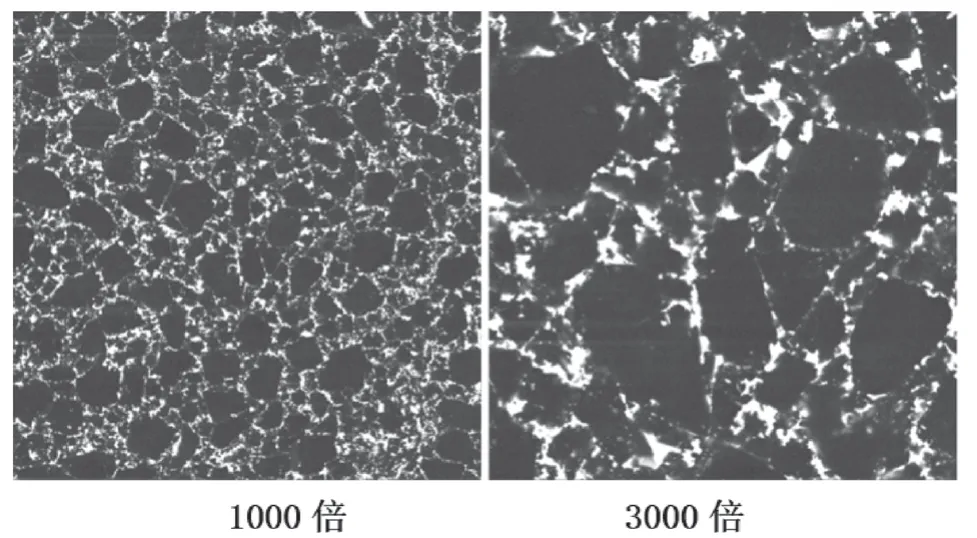
图1 8 GPa合成金刚复合片SEM照片
6.72 GPa、6.97 GPa和7.14 GPa合成的金刚石复合片检测结果如下。绝大部分的黑色区域是金刚石,金刚石缝隙中的白色区域是钴和少量的碳化钨。观察1000倍的SEM照片可以看出粗颗粒金刚石和细颗粒金刚石分布均匀,没有细颗粒团聚的现象。观察3000倍的SEM照片,其中大颗粒金刚石之间形成了很多的D-D键,很多细颗粒的金刚石边界模糊,或者烧结成团或者烧结在大晶粒上,说明整体的烧结质量非常好。通过对金刚石层和基体界面的观察可以发现,两者之间的烧结非常好,没有裂纹等缺陷产生。
在高压力下,金刚石的尖端破碎会增加,金刚石之间接触面积会增大,所以较高压力合成的金刚石复合片的D-D键要明显多于低压合成的金刚石复合片。
3 密度检测
聚晶金刚石层主要成分是金刚石、钴以及少量的碳化钨,在不同合成工艺下,进入金刚石层的钴和碳化钨的量是不同的。通过检测聚晶金刚石层的密度,可以间接判断不同压力下进入金刚石层的钴和碳化钨的多少。使用电火花线切割机将复合片的硬质合金基体沿着交界面切下,使用喷砂机将金刚石层上的残余硬质合金喷砂去除干净。使用电子密度秤来测量金刚石层的密度,测量使用的是排水法,测量数据如图2所示。
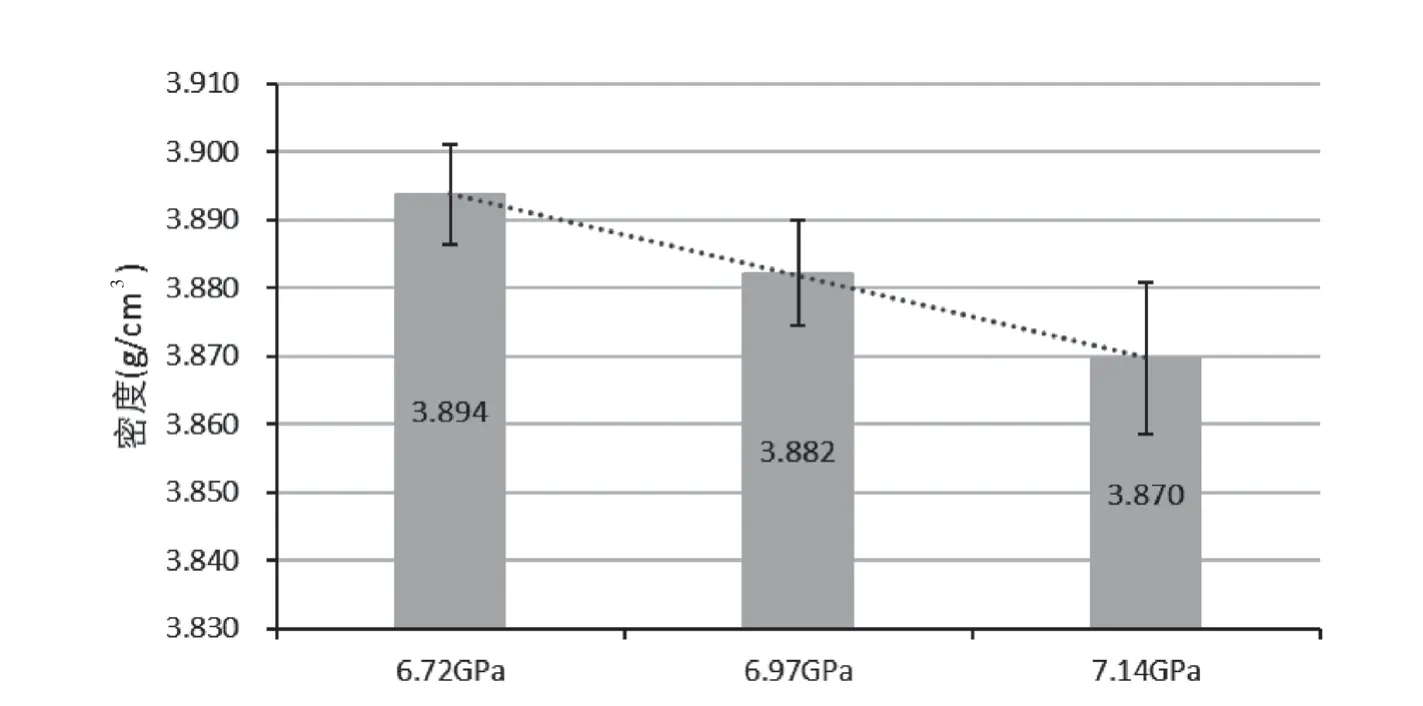
图2 聚晶金刚石层密度
密度检测结果说明,合成压力越高,金刚石层密度越小。金刚石的密度是3.52 g/cm3,钴的密度为8.9 g/cm3,碳化钨的密度为163 g/cm3。压力越高,金刚石晶粒之间的空隙越小,进入金刚石层的钴和碳化钨越多,则整体密度越小。
4 矫顽磁力和磁饱和强度检测
矫顽磁力和磁饱和强度是硬质合金WC-Co的重要指标,广泛应用于硬质合金的质量和性能控制上。WC-Co结构中钴的磁性特征能够反映出其钴含量、碳含量、碳化钨晶粒度的大小等物理参数[1]。在其他参数相同的情况下,样品中钴含量越高,磁饱和强度就越高,而矫顽磁力随着钴含量的增加而减小。该文借鉴硬质合金的研究思路,对金刚石复合片的聚晶金刚石层进行矫顽磁力和磁饱和强度的检测。图3为聚晶金刚石层的磁饱和强度。

图3 聚晶金刚石层的磁饱和强度
通过以上检测可得,3组样品除了合成压力之外,其他实验参数都保持相同。合成压力较高的金刚石复合片的金刚石更加致密,空隙中的钴含量较低。
5 EDS分析
对金刚石层的元素含量进行分析,能够更加精确地确定钴和钨的含量。将金刚石复合片从中间剖面切开,从基体开始测量不同位置的元素含量,如图4所示。
从图4中可以看出,越靠近基体和金刚石交界面的位置,钨的含量越高,钴的含量却反而减少。笔者认为这是钴和碳化钨在金刚石中扩散的机理不同造成的,高温下熔融的钴对金刚石有很高的浸润性,在高压和毛细作用下,钴会迅速填充整个金刚石层中的“空隙”,因此金刚石层中的钴含量应该保持平稳,但是碳化钨都是钴从硬质合金基体中“带”上来的,所以越靠近基体的位置钨的含量就越高。钴填充了整个金刚石层中的“空隙”,越靠近基体的位置,钴中含有的碳化钨越多,因此在靠近基体的位置,钴的含量有明显地减少。从上图中还可以看出,金刚石复合片中心位置的钴含量要高于边缘位置,钨的含量却刚好相反,笔者猜想这个现象和六面定压机的温度场分布有关,初步认为金刚石复合片边缘位置靠近加热碳管,因此温度较高,更多的碳化钨被“带”到金刚石层中,这些位置的钴含量百分比相应地减少[2]。
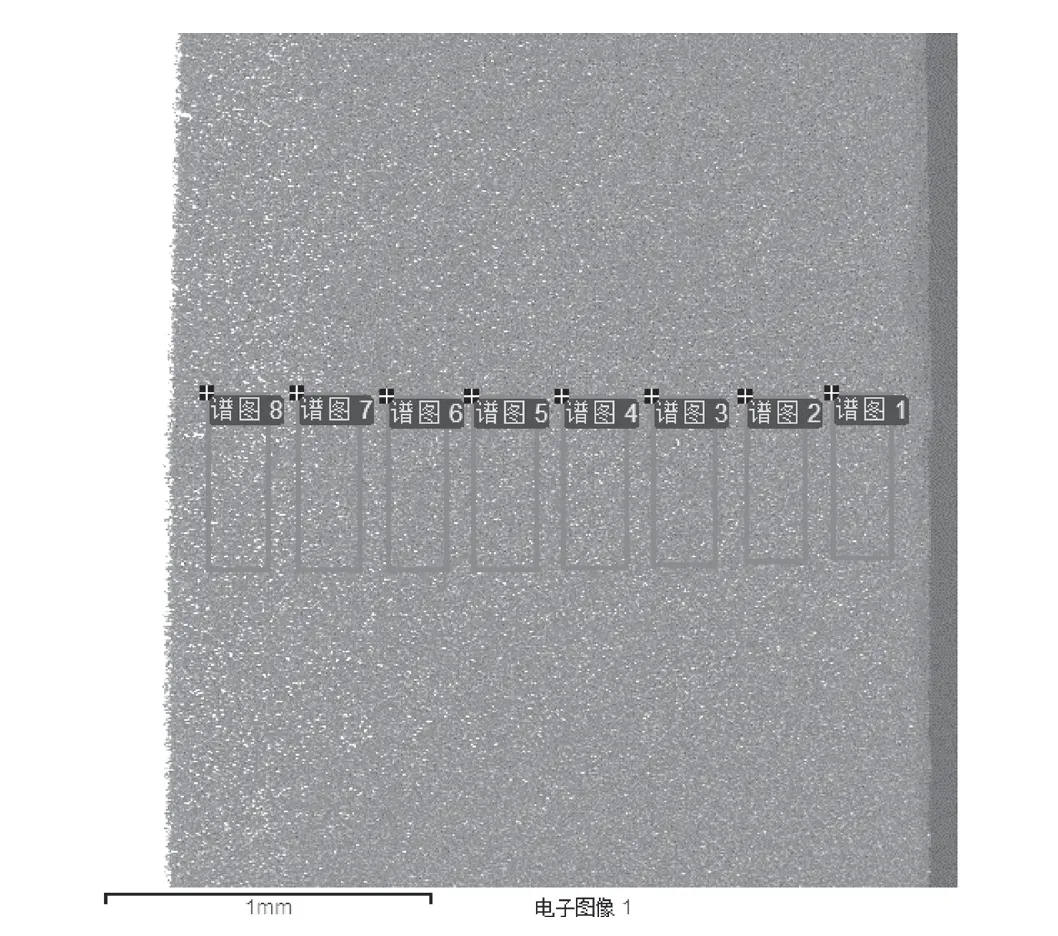
图4 EDS检测
该文检测了不同压力下合成的金刚石复合片金刚石层中的钴和钨的含量,结果如图5所示。结果表明钴的含量和合成压力有关,压力越大,钴含量越低,而钨的含量变化不大,保持平稳。这个结果不仅证明了压力对金刚复合片的影响,还印证了钴和碳化钨的扩散机制是不同的。

图5 聚晶金刚石层的Co和W的含量
6 磨耗比检测
金刚石复合片的磨耗比是其最为核心的参数之一,是衡量其性能的关键指标。关于金刚石烧结体的磨耗比的测定,该实验采用的是车削花岗岩的方法来测试复合片的磨耗比。不同压力合成金刚石复合片的磨耗比不同,磨口面积越小,说明磨耗比越高。在磨削初期,称为快速磨损期,因为复合片和石材接触面小,所以磨损速率高。随着磨口面积的增大,复合片到达磨损平稳期,此时磨损速率降低,磨损曲线比较平稳。随着磨口面积的增大,磨削阻力会进一步加大,导致切削发热会显著升高,此时热磨损加剧,导致复合片磨损斜率增加。整体来看,合成压力高的金刚石复合片的磨耗比要高于压力低的金刚石复合片,这一区别在磨损后期更为明显。这是因为合成压力越大,金刚石直接接触越多,形成的D-D键也就越多,金刚石复合片的强度也就越大[3]。合成压力为8GPa时,金刚石复合片的磨耗比明显低于6.72GPa、6.97GPa和7.14GPa压力合成的样品。
脱钴复合片的磨耗比测试结果表明,与未脱钴的样品相比,磨耗比提升了3倍以上,说明复合片的磨损主要是钴造成的热磨损,钴的热膨胀对金刚石结构造成了非常大损害,同时在钴的催化作用下,金刚石石墨化也更加严重。这也证明脱钴对于金刚石复合片的磨耗比有非常大的提升。脱钴以后金刚石复合片排除了钴对磨耗比的影响,8GPa压力下合成的金刚石复合片磨耗比较低,说明其金刚石之间的D-D键比较少。D-D键结合越多越牢固,金刚石复合片的磨耗比也就越高。
7 结论
金刚石复合片的检测技术一直是国家新技术的研发重点,通过无损检测对金刚石复合片进行尺寸、基本损伤及缺陷高度测量,精确度可达±0.01 mm,方便快捷、准确性高,提高现有的检测水平。利用SEM检测和EDS检测,分析金刚石复合片烧结情况,微观观察金刚石复合片的缺陷;通过检测钴和钨的含量,反映聚晶金刚石层的钴含量、碳含量、碳化钨晶粒度大小等物理参数,体现了高温下熔融的钴对金刚石有很高的浸润性,很大程度上提高了现有的金刚石复合片检测技术的水平。随着现代化先进制造技术不断发展,现有的检测水平也会不断提高,响应国家新技术号召,不断创新。
