基于Cs轮廓控制功能的曲轴类工件数控车削加工
2021-08-23陈建环马康辉
□ 陈建环 □ 马康辉
1.广州城市职业学院 机电工程学院 广州 5104052.广州数控设备有限公司 广州 510530
1 研究背景
数控车床主要用于加工回转体零件。零件的几何构成是二维母线绕轴线形成的回转面,根据母线类型,分为三类。第一类,构成表面的母线由直线和圆弧构成,几何要素简单,在数控加工时多采用手工编程。第二类,母线为方程曲线,加工多数采用现代主流数控系统,椭圆、抛物线、双曲线等二次曲线编程指令代替前期对非圆曲线采用宏程序编程的做法。第三类,母线为非方程母线,应用计算机辅助制造软件完成建模、编程、仿真加工等步骤[1]。
螺旋曲面曲轴工件如图1所示,工件圆形截面的中心以螺旋曲线变化。对于回转轴而言,表面为变母线变半径回转面,目前普遍应用计算机辅助制造软件进行多轴加工编程,在加工中心上通过四轴联动完成加工[2]。粗加工主要采用平面铣刀,精加工主要采用直柄球刀。Unigraphics 软件四轴数控铣削加工编程界面如图2所示,加工方法为外形轮廓铣削。四轴铣削在粗加工时体现出高效的优点,但是在曲面精加工时,由于球头铣刀直径限制,加工效率不高。另一方面,切削刀具旋转运动形成的表面轨迹与工件轮廓形状的匹配度较差,会影响加工的表面质量[3]。对此,笔者基于GSK988TD数控车床,应用Cs轮廓控制功能,精加工曲轴类工件。

▲图1 螺旋曲面曲轴工件

▲图2 Unigraphics 软件四轴数控铣削加工编程界面
2 车削加工方式分析
一般的数控车削加工,车床主轴匀速旋转,附加X轴、Z轴运动,完成工件加工。对一般车削工件而言,每一处Z轴坐标对应的横截面上,X轴坐标是相等的,即回转体母线是固定的。因此,只要主轴旋转,X轴、Z轴按编程轨迹运动,即可完成工件加工。对于常用非圆曲线,如抛物线、椭圆等,也有特定的编程指令。如果是多点拟合形成的非方程曲线,一般通过计算机辅助制造软件的数控车削功能完成编程加工。
但是,对于变母线或变半径螺旋曲面的曲轴类工件而言,每一处Z轴横截面,曲面各点的X轴坐标是变化的,有别于一般数控车床加工的回转工件。如果要实现车削方式加工,需要X轴、Z轴、C轴三轴联动,即两个直线轴加一个旋转轴联动。这与传统意义上车削加工的两轴联动运动方式不同,实际上是多轴加工的情况,以空间三维的多段直线插补拟合来实现圆弧曲面的加工。这种附加的C轴运动对数控系统的控制轴数、联动轴数及伺服响应等方面提出了相应的要求。我国自主开发的GSK988TD数控车床具有对主轴进行速度与位置控制的功能,即Cs轮廓控制功能,可以实现这类加工。插补坐标由X轴、Z轴、C轴三轴控制,其中C轴坐标由主轴转动的角度值来定义,实质是采用搭载Cs轮廓控制功能的普通数控车床实现复合加工。
3 Cs轮廓控制功能
GSK988TD数控床车能够满足中档车削加工中心和铣削加工中心的控制需求。
Cs轮廓控制功能是在伺服主轴上组合专用检测器,通过主轴电机进行定位的一种功能。与主轴定位相比,精度更高,可以在定位及其它伺服轴之间进行插补,即可以在主轴与伺服轴之间执行直线插补指令[3]。
4 Unigraphics 软件后处理
采用Cs轮廓控制功能加工编程时,需要重构后处理器,以实现主轴轮廓控制功能[4]。
在Unigraphics NX软件中,进入新建后处理界面,如图3所示。选择三轴车铣X轴、Z轴、C轴。在一般参数设置选项中,旋转主轴设置为Z轴。默认坐标模式设置为笛卡尔坐标系。

▲图3 新建后处理界面
进入程序和刀轨设置界面,选择运动,点击线性移动设置,删除Y轴,确定并保存后处理文件。线性移动设置界面如图4所示。

▲图4 线性移动设置界面
5 数控车铣复合精加工编程
启动Unigraphics 软件,选择工序类型为多坐标联动加工。选择可变轮廓铣,可变轮廓铣界面及驱动方法设置界面如图5所示。也可以选择外形轮廓铣。步距数是影响加工表面质量的关键参数,实际编程加工时,步距数应根据精度要求进行设置,合理优化工艺参数[5]。
针对图1所示曲轴类工件,Z轴步距为0.1 mm,即Z轴方向切削长度为100 mm,步距数为1 000。圆周方向切削步长按数量方式设置,每圈约250点,编程精度为0.005。编程刀具使用硬质合金尖刀,刀尖半径为0.4 mm。切削辅助移动速度为2 000 mm/min,切削进给速度为30 000 mm/min。

▲图5 可变轮廓铣界面及驱动方法设置界面
切削刀具及加工完成工件如图6所示。

▲图6 切削刀具及加工完成工件
6 后处理
可变轮廓铣或外形轮廓铣编程实体仿真加工后,采用新构建的后处理程序完成后处理。表面精加工程序界面如图7所示。
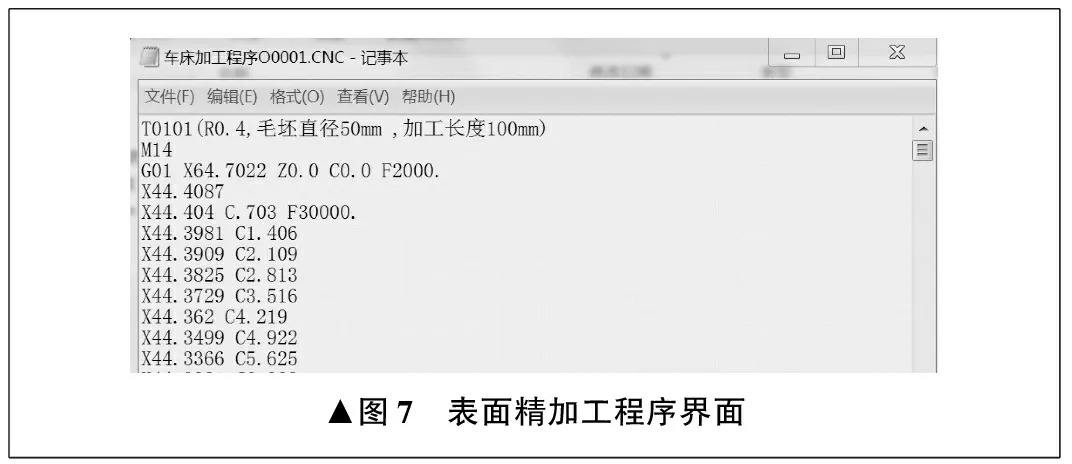
▲图7 表面精加工程序界面
在后处理后必须进行检查与修订,使程序满足现场数控车床的加工要求。
7 加工精度与效率
对于曲轴类工件,粗加工采用铣削方式,多刀刃同时铣削,具有快速高效的优点[6]。
精加工时,由于刀具轨迹与工件表面轮廓近乎一致,加工过程呈现出近似连续加工状态,加工过程平稳,对比铣削加工具有明显的优势,加工表面质量明显优于铣削加工[7]。对于变半径回转轮廓曲面的曲轴类工件精加工而言,数控车削加工效率明显高于数控铣削加工。
8 主要工艺问题
影响精加工质量的工艺因素很多,包括工件、机床、刀具、工艺参数等多方面[8]。笔者主要探讨由偏心加工造成的影响。
以圆形截面的螺旋曲面曲轴为例,由于每一段直线插补程序段对应的微小直线段,在径向截面随着工件表面圆周曲线偏心量的不同而变化,因此每个切削段车刀的实际工作角度是变化的,主要变化的是前角和后角。

=2arcsin(0.5k)
(1)

▲图8 径向截面中车刀工作前角
ABCD上半周刀具工作前角为负值,下半周为正值。C点的刀具工作前角达到极值,但并不位于旋转中心转过90°时所对应的象限点,C点位置随偏心程度的不同而改变。
笔者选用图1所示工件在车削加工时刀具动态工作前角变化曲线如图9所示。曲轴类工件不同偏心比对应刀具工作前角极值见表1。

表1 不同偏心比对应刀具工作前角极值
同理,在实际切削中,刀具工作后角也发生周期性变化。由于刀具工作后角与工作前角反向同步改变,因此要综合考虑,选择合适的刀具。

▲图9 刀具动态工作前角变化曲线
需要说明的是,在实际切削中,由于存在进给运动,即Z轴方向移动的影响,上述分析刀具工作角度的横截面实际上并不垂直于主轴轴线。由于Z轴方向移动极小,在本例中每一微小段移动不大于0.000 2 mm,影响极为有限,因此笔者以竖直截面分析刀具工作角度,并不影响对实际应用的指导。
为了综合控制实际刀具工作前角的变化,减小加工中切削力的波动,刀具安装应严格保证水平对中[9]。由于是精加工,切削力较小,为保证车削顺畅,建议刀具采用合适且偏大的静态正前角,取值为10°~15°。为减少后刀面与工件表面的摩擦,采用较大的静态后角,取值为10°~20°。笔者在加工实例中,采用了机夹可转位菱形尖刀,具有较大的前后角[10-12]。
通常车削加工刀具工作静态前角取值范围为-5°~25°,工作静态后角取值范围为6°~12°,由于本例曲轴类工件加工中刀具工作前角双向变化,特别是负向工作前角值不可能太大,否则严重影响切削力及切削平稳性,因此静态工作前角以10°~15°为宜。对工件截面为圆形的曲轴类工件进行分析,刀具工作前角的变化随偏心程度的增大而增大。当偏心比达到0.25时,刀具工作前角绝对值达到14.362°,已经接近一般车削加工能接受的极限。显然采用具有Cs轮廓控制功能的车削加工不适用于加工偏心过大的曲轴,实际应用时需要准确把握。
9 结束语
笔者对螺旋曲面变母线或变半径螺旋面曲轴类工件表面加工特点及加工方法进行研究与实践,得出如下结论:粗加工采用一般四轴铣削方式,通过较大直径的立铣刀,可以实现高效切削;精加工采用具有Cs轮廓控制功能的数控车削加工,由X轴、Z轴、C轴定义插补位置坐标,实现小段直线插补,拟合成全圆曲面。刀具插补轨迹与工件曲面走向的拟合性好,可以获得良好的加工精度和流畅的表面质量,同时具有较高的精加工效率。所介绍的加工方法建议用于偏心比小于0.15的曲轴类工件。