承插焊阀门裂纹失效原因分析
2021-08-21闻家欢
闻家欢*
(上海华谊建设有限公司)
0 引言
在运行过程中,某公司炼油加氢装置中某阀门发生了泄漏。经检查后发现,泄漏点位于阀体与法兰的连接焊缝处,且该泄漏处存在一道裂纹。该阀门投入使用已有1年多,为了查明该裂纹产生的原因,消除装置运行安全隐患,对该阀门泄漏处的介质进行取样,从而分析其失效原因,便避免今后发生类似情况。
该阀门是循环氢压缩机入口分液缸沉筒液位计一次阀,阀门的工况及相关参数如表1所示。

表1 阀门工况及相关参数
该阀门为1类型闸阀,公称压力为15 MPa,法兰和阀体之间的连接形式为承插式焊接。根据标准ASME B31.3《压力管道规范》,该阀门的焊缝处壁厚不大于19 mm,故制造过程中未对焊缝进行焊后热处理。
1 承插焊阀门材料的化学成分分析
对阀门材料成分进行实测分析,分析结果如表2所示。

表2 承插焊阀门化学成分实测值(质量分数) %
由表2可知,该阀门的材料为低碳钢,对照相应的钢号标准,该材料应为20#钢,选材符合标准要求[1]。
2 承插焊阀门裂纹宏观形貌分析
对阀体和法兰的承插焊缝处进行着色渗透探伤后发现,泄漏处焊缝中心线上存在一条裂纹,该处也是焊缝收弧的位置,如图1所示。

图1 阀门焊缝处的裂纹
在焊缝处取样,裂纹断面如图2所示,从图2中可以看到,该焊缝存在未焊透缺陷。

图2 承插焊缝裂纹断面
3 试样的金相组织
由于焊缝未进行焊后热处理,因此需要根据材料的金相组织来分析焊缝和母材的组织情况,金相试样如图3,图4所示。
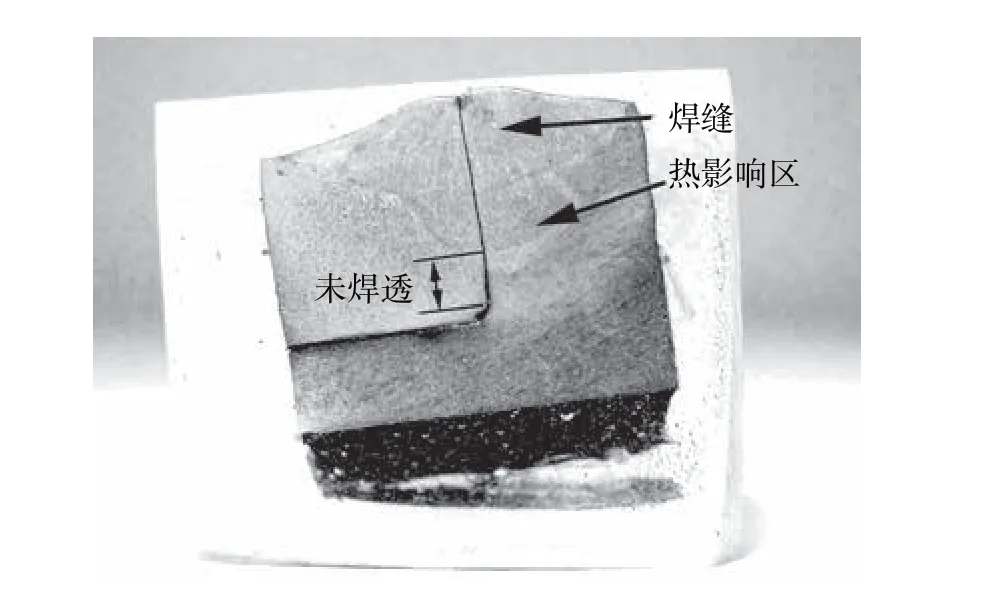
图3 金相试样
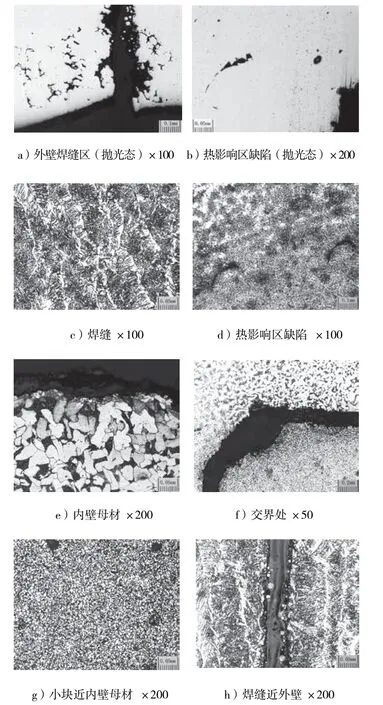
图4 焊缝和母材的金相组织
从图3可以清楚地看到焊缝和母材的分界线,且焊缝、热影响区和根部未焊透也可以清晰看到。裂纹形貌为放射条纹,并存在垂直于裂纹扩展方向的弧线条纹,断口表面较光滑,因此初步可以判断该裂纹是疲劳裂纹,裂纹源位于焊缝根部[2]。
从图4的金相照片可以看到,母材和热影响区的组织为铁素体和珠光体,热影响区的组织为魏氏组织,焊缝组织由网状铁素体、珠光体和上贝氏体组成。热影响区(抛光态)还存在弧状夹杂,这些夹杂对本次裂纹扩展及断裂影响较小,可不予考虑。母材的晶粒较细,应该是受焊接后的冷却速度影响,且未进行焊后热处理导致的。
4 裂纹断口微观形貌和腐蚀产物分析
将裂纹断口打开后,在扫描电子显微镜下观察其微观特征,具体如图5所示。

图5 裂纹断口微观形貌
从图5可以看到,疲劳辉纹断口、断面较为平坦,且附着腐蚀产物。裂纹尖端处开口型的平面应变是形成该辉纹形貌的必要条件,因此可判断该断口属于高应力低周期疲劳断口。
同时对断口处的腐蚀产物元素进行了能谱分析,其中S元素的含量较高,应该是介质通过裂纹缝隙进入断口导致的。其他化学元素的含量均正常,因此,可见裂纹产生且扩展致泄漏的原因应该是低周疲劳,而不是应力腐蚀。
5 综合分析
通过上述分析基本可以确认该裂纹的产生和扩展是由疲劳导致的。该裂纹位于在阀门下部,由于阀门自重及管道的柔性,该部位应该受到较大拉应力。通过有限元模拟计算得到该处未焊透和焊透这两种情况下的应力分布状态,如图6和图7所示。
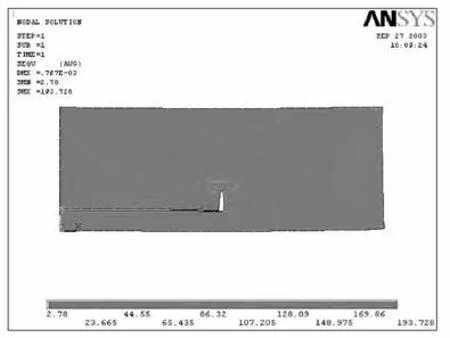
图6 未焊透时的应力集中状态(单位:MPa)
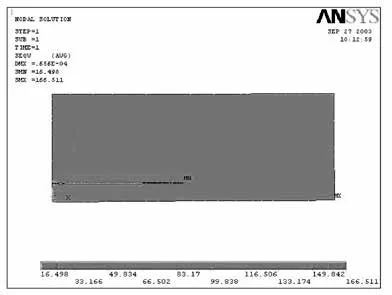
图7 焊透时均匀分布的应力状态(单位:MPa)
由计算模型可知,未焊透时焊缝根部应力集中,且阀门位于循环氢压缩机附近,受到压缩机的振动影响,因此形成了导致疲劳裂纹产生和扩展的较大应力幅。而如果焊缝是焊透的,则焊缝根部的应力集中程度会较小些。
同时,焊缝未进行热处理,因此导致其中存在较大残余应力。焊缝收弧处的残余应力更大,材料的韧性和塑性大幅下降,疲劳极限也随之下降,因此疲劳裂纹在焊缝收弧处不断扩展。
6 措施和建议
通过对阀门失效原因进行分析,可以确认焊缝未焊透,导致应力集中,是本次阀门承插焊缝疲劳裂纹产生的原因。
(1)对目前在用的类似阀门,应进行承插焊缝检测,存在未焊透以及类似缺陷的阀门应予以更换,降低装置运行风险;(2)在今后类似装置建设项目中,应尽可能选用对接焊结构的阀门;(3)阀门与管件连接处的焊缝,应采用合理的焊接结构和焊接参数,确保焊缝全焊透;(4)阀门与管件连接处的焊缝需要进行无损检测,确保不存在有害缺陷。
