浅析ZB416型高速包装机铝箔纸换卷机构及余量算法控制
2021-08-09黄春赟刘谦雷耀文农赟李季
黄春赟 刘谦 雷耀文 农赟 李季
【摘 要】ZB416型包装机组是中国自主研发的新一代高速卷烟包装机组,ZB416型高速包装机通过一套自动供纸装置,将成卷的铝箔纸展开后输送给ZB416型包装机。论文对自动供纸装置余量控制及算法原理进行探析,同时,引入一种更加精准便捷的脉冲直径计算逻辑与大家探讨研究。
【Abstract】ZB416 packaging unit is a new generation of high-speed cigarette packaging unit independently developed by China. ZB416 high-speed packer uses a set of automatic paper feeding device to unfold the roll of aluminum foil and transport it to ZB416 packer. The paper analyzes the margin control and algorithm principle of automatic paper feeding device, and at the same time, introduces a more accurate and convenient pulse diameter calculation logic to discuss with everyone.
【关键词】铝箔纸;ZB416;自动换卷;卷形材料;直径计算
【Keywords】aluminum foil paper; ZB416; automatic roll changing; roll material; diameter calculation
【中图分类号】TS43 【文献标志码】A 【文章编号】1673-1069(2021)06-0189-02
1 ZB416型包装机铝箔纸余量与换卷装置的原理及控制逻辑
1.1 自动供纸装置结构组成及功能
ZB416型包装机自动供纸装置主要由自动装纸、自动换卷、自动拼接3个部分组成,通过Ether CAT总线将子站信号与主电柜倍福PLC进行逻辑电信号的控制[1]。自动换卷部分通过1个旋转盘架进行铝箔纸辅料的自动供给,旋转盘架设计一备一用2个夹纸器形成2个工位。旋转盘低工位主要配合自动装纸部分进行新卷铝箔纸的安装和在用铝箔纸备用切换,高工位为在用工位。工作位置的自动转换,根据在用工位直径永远小于备用工位直径的原则,当备用工位卷纸被切换使用后,达到预设条件,2个工位相互切换,以达到循环装载新铝箔纸卷的目的。
1.2 余量与换卷装置的机械结构组成
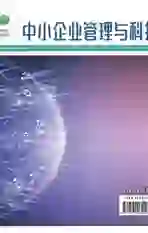
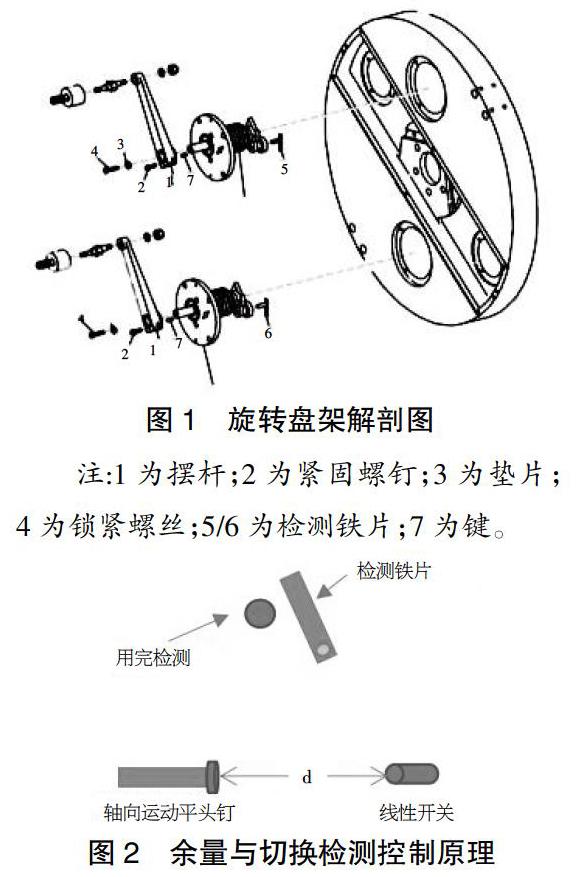
在旋转盘后方共有2个检测铁片用于余量判断和转换条件判断,系统中未做固定工位的识别设计,即旋转盘在任意工位功能相同、动作相同。旋转盘的旋转由机座后方的1个电机控制;转盘2个夹纸器的旋转由松卷电机拖动,由1个电磁刹车控制松卷张紧程度。每个工位的机械结构完全相同,通过1个侧压单向弹簧摆杆反馈铝箔纸直徑,单向弹簧摆杆(1)在装置面背部与1个检测铁片(5、6)形成等角度旋转对应关系,即铝箔纸直径大-摆杆开度大-检测铁片开度大的原理;当检测铁片(5、6)旋转开度变小至触发固定在机座上的换纸余量接近开关,PLC系统通过余量接近开关反馈的模拟量信号判断铝箔纸余量状态(见图1)。这种设计虽然机械结构巧妙,能高效实现有限位置的2卷铝箔纸快速在线切换,但易发生余量控制不精准的情况。在自动换卷装置夹纸器摆杆旋转轴后方,设计了1个侧坡面台阶。随着摆杆跟随铝箔纸直径变化,实现一颗平头钉随着余量摆杆开度形成轴向运动变化(见图2)。平头钉与机座的线性接近开关成对应控制关系,线性接近开关将轴向距离的变换转换为0~10V的电信号传递给PLC。一是在备用工位被使用时,通过这个模拟量的反馈值,判断当前纸卷使用的余量,当反馈电压等于X(V)时,立即触发工位互换,使得低工位夹纸器处于一个空置待料状态;二是通过这个模拟量的反馈,来判断当前转盘是否旋转到位,且夹纸器装载状态是否为空。该种方式设计较为巧妙,但在同一转盘上的2个纸夹器建议使用特殊设计的工装进行标准位置调整,使2个夹纸器平头钉在2个工作位置反馈距离一致,否则需要在线装配反复调整。
1.3 程序逻辑及人机界面控制
余量控制使用了物理式的检测铁片(5、6),为弥补机械调整上的误差,人机界面设计了一个补充控制逻辑:当触发换纸信号开关时,继续运行0~1000包作为一个允差范围调整参数来实现余量控制的微调。换卷控制使用的轴向运动平头钉在备用位置工作时发生作用,在人机界面上设置模拟量传感器反馈电压X(V)来进行物理条件的补偿微调。因传感器存在性能差异和漂移问题,可以通过人机界面的实时反馈值,作为调整参数及调整检测的判断依据。
1.4 建立标准装配调整方法和快速调节工装的设计思考
为减少自动换卷部分工作异常,建议设定和使用标准调整方法及标准调整工装来对该部分进行快速维修和日常校准。工装的设计与结构,根据夹纸器固定法兰的螺丝孔及安装在旋转盘架的深入空间几何特点,制作一个外部的紧固装置。该装置针对检测铁片(5、6)和轴向运动平头钉2个关键检测点设计有固定的参照物结构,即通过参照物结构可以统一调整安装在工装上的夹纸器检测铁片(5、6)旋转开度;通过参照物结构可以顶至某个参照体使轴向运动平头钉伸出的长度为一个相对固定的尺寸。通过工装的设计及使用,规定了检测铁片(5、6)的旋转开度和轴向运动平头钉伸出的长度,当夹纸器出现故障和异常时,将夹纸器套入工装后即可调整成标准角度及标准伸长距离。当生产使用者有多台该类设备时,套用该工装可以节约调整的观察工时及调整拆装工时,极大提升生产效率。在配合调整工装使用的同时,需要根据模拟量传感器自身质量特性进行一个配合调整。例如,针对某批次、某品牌,在同等距离的检测范围内,反馈电压差值大于0.5V时会导致控制不精准的情况。此时,将夹纸器套入工装调整完毕后,装入旋转盘架。根据此时空置状态下的反馈电压设定成标准电压Z(V),将传感器轴向移动后满足标准电压作为调整基准,即可统一调整方法及统一设备结构尺寸达到标准化目的。
2 一种稳定高效的脉冲控制算法
物理式余量与切换控制虽然简单可靠,但在控制上美中不足。如通过脉冲齿盘方式来计算卷形材料直径,可将余量精确成常用的计量单位或不受机械调整影响的一个稳定参量进行控制,可提高控制精准度。
2.1 脉冲式直径控制算法概述
在瞬时速度相对恒定的情况下,通过机电转换的方式使卷形材料松卷过程转换成周期电信号,通过信号的频率可以计算出铝箔纸卷的旋转速度。纸卷材料可简化为等直径旋转,松卷速度方向为卷形材料的切向线速度,该速度在计算卷形材料的理想瞬时状态下为恒定值。即卷形材料在松卷过程中,通过类似编码盘结构发出的周期脉冲与卷形材料直径存在固定的正比例关系。一般理解为松卷速度恒定的状态下,直径越小,脉冲频率越大。因此,通过这种无接触、免调整的机电转换方式,计算松卷材料的瞬时直径而不需要依赖机械结构精准配合来实现铝箔纸的余量与换卷功能。
2.2 实际运用实验
2.2.1 单包脉冲速比的简单模型
以ZB416为例,与夹纸器同步的传动轴承上安装1个直径为10cm、占空比等分的12齿脉冲齿盘,由此得出单包车速脉冲数量:单包车速脉冲数量=瞬时齿盘脉冲数量÷瞬时带料生产实际车速(包/min)齿盘脉冲频率会随着卷形材料余量的减少而反比例增加,在每包烟使用的鋁箔纸长度固定的条件下,形成一个固定比例关系。当带料运行瞬时时刻,单包车速脉冲频率仅与卷形材料剩余直径有关,即单包车速脉冲数量不受车速变化影响,而脉冲频率反映铝箔纸剩余量。当使用这个参量控制时,仅在程序上判断脉冲数量大小关系即可实现余量精准衡量控制。卷形材料松卷与一个旋转脉冲齿盘做机械同步,脉冲齿盘配合高速脉冲开关,松卷过程中产生的旋转速度通过脉冲齿盘转换成脉冲,脉冲频率与卷形材料剩余量为反比例关系。
2.2.2 将频率转换为实际直径的量化模型
铝箔纸松卷所产生的脉冲频率和铝箔纸当前旋转直径有固定比例关系。通过查阅相关资料和现场实际论证我们发现铝箔纸直径与车速、铝箔纸直径与脉冲齿盘输送的脉冲频率有以下关系:假设铝箔纸每转一圈的频率为F,则周期为T=1/F;半径(r)=线速度(s)/角速度(w);线速度(s)=铝箔纸长度(l)*车速(u)(车速单位为:包/s);角速度(w)=2π/T;铝箔纸当前旋转半径R=l×u×T/2π。
由以上公式可以简单快捷地得到带料运行状态下当前铝箔纸的直径。
2.3 程序逻辑及人机界面控制
使用脉冲频率—直径的模型,可在人机界面中设定当前脉冲数的显示、换纸脉冲频率设定、换盘脉冲频率设定这3个参量。脉冲数的显示用于监视当前运行状态;换纸脉冲频率设定越大,使用剩余量越小;换盘脉冲频率设定越大,工位切换时直径越小。因PLC反馈及通信等原因,可以将速度显示反馈静态之后0.5s同时保留5位有效数字显示,可便于设备操作者的观察及调整。
使用将频率转换为实际直径的量化模型,可在现场实际验证文中公式是否正确的前提条件下,根据PLC软件及PLC应用特点,将对应公式转换成人机界面的1个参数。操作者仅需用尺子测量具体剩余量,对应参数的参数设置后即可简单直观地实现原有的余量控制和转换控制。
【参考文献】
【1】《烟机设备修理工包装专业知识》编写组.烟机设备修理工包装专业知识[M].郑州:河南科学技术出版社,2013.