卷烟包装机铝箔纸导板改造
2017-06-01简金领
简金领
(河南中烟工业有限责任公司漯河卷烟厂,河南漯河462000)
卷烟包装机铝箔纸导板改造
简金领
(河南中烟工业有限责任公司漯河卷烟厂,河南漯河462000)
BE小包横包包装机使用的铝箔纸存在厚薄不均、含水率高低不同等质量差异。左铝箔纸纸架的铝箔纸带经过传送剪切即将输送至终端时,铝箔纸两端极容易向右方卷曲,造成铝箔纸输送不到位或出现挤纸现象。改造铝箔纸导板,在导板底部引进5道适量吹风,使铝箔纸趋于伸展,克服铝箔纸自身的卷曲,保证顺利输送至最终端。
BE包装机;铝箔纸;导板;改造
0 引言
BE小包横包包装机是B1软包卷烟包装机组完成小盒包装生产的主机,额定生产速度400包/min。BE包装机在铝箔纸出现厚薄不均、含水率高低不同等质量差异,左铝箔纸纸架的铝箔纸带经过各道传送辊传送剪切并即将输送至终端时,单张铝箔纸两端极容易向有纸的一方卷曲,致使铝箔纸输送不到位或出现挤纸现象,降低设备效能的同时,造成原辅材料的浪费。
1 工作原理及存在的问题
(1)工作原理。BE小包横包包装机是自动化程度较高的卷烟包装机。它的铝箔纸供给机构将铝箔纸带切成定长,并间断性地输送给包装转塔工序(图1)。
如图1所示,铝箔纸卷装在芯轴上并被芯轴夹持住,铝箔纸带向下经过4个固定纸辊和2个活动纸辊(活动纸辊安在制动机构的摆臂上),被引导到输送机构的驱动辊和圆辊中间,驱动辊间歇转动中,将铝箔纸带间歇地向下输送,被切纸机构的切纸刀切成定长,经上、下导纸机构输送至包装转塔的模盒左侧。
(2)存在的问题。在实际生产过程中,铝箔纸带因自身的卷筒方式造成向有纸的一方卷曲,而且铝箔纸厚薄不均、含水率高低不等,由于纸的硬度比铝箔低、吸水性能比铝箔高,所以铝箔纸带(特别是左铝箔纸纸架的铝箔纸带)经过各道传送辊传送剪切并即将输送至终端时,单张铝箔纸两端极容易向右方(有纸的一方)卷曲;卷曲的铝箔纸在进入包装转塔模盒和压板之间时输送不畅,造成铝箔纸输送不到位或出现挤纸现象。
2 解决措施
(1)确定改造方案。通过对BE包装机铝箔纸输送中存在问题的分析,确定改造铝箔纸导板的形式结构。改造方案是设计通气管引进气源,气体依次经过第一盲孔、中间孔和总出气孔,并最终从分出气孔向下吹出板体,在板体底部形成多股气流,气流使铝箔纸趋于伸展,克服铝箔纸自身的卷曲,顺利输送至终端。板体安装节流阀以调整吹风量。
(2)改造实施。改造后导板结构如图2、图3所示。

图1 铝箔纸供给机构

图2 改造后导板结构示意图
改造后的铝箔纸导板竖直设置矩形板体,板体设有矩形孔,矩形孔为沿板体厚度方向延伸的通孔,板体右下角设有矩形槽;板体的前板面由顶端向后倾斜的斜平面和位于斜平面下侧的竖直平面构成。矩形孔为观察孔,便于操作工观察铝箔纸的前后位置,防止铝箔纸前后飘移过大而出现质量问题;斜平面便于切割后的铝箔纸向下输送。
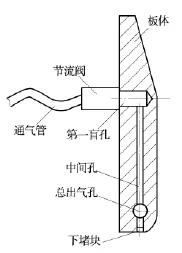
图3 改造后导板局部剖面图
板体设有沿厚度延伸的第一盲孔,沿宽度方向竖直延伸的中间孔,沿长度方向左右水平延伸的总出气孔和通向板体底侧面的分出气孔。第一盲孔开设于板体的后板面上,中间孔的顶端口与第一盲孔连通,底端口位于板体底侧面,中间孔底端口内设有下堵块,总出气孔与中间孔为十字交叉设置,总出气孔为开设于板体左侧面且向右延伸的盲孔,总出气孔左端口内设左堵块,使得总出气孔左右两端均封闭。分出气孔位于总出气孔下侧,为沿板体宽度方向竖直延伸的孔,分出气孔顶端与总出气孔连通,底端位于板体底侧面上。第一盲孔、中间孔、总出气孔和分出气孔依次连通。总出气孔的左下侧、中部下侧以及右下侧分别设有5个分出气孔,第一盲孔通过节流阀与通气管连接,第一盲孔为螺纹孔,与节流阀螺纹连接。
3 改造效果
改造后,B1包装机铝箔纸输送不到位和挤纸现象大幅降低,设备运行效率得到提高,减少了因输送不到位和挤纸停机造成的原辅材料消耗,维护保养简便,只需保障吹风顺畅即可保证剪切输送质量。
〔编辑 李波〕
TS434
B
10.16621/j.cnki.issn1001-0599.2017.01.33
