光纤棒转运机械手的自动化设计
2021-08-05张玉修
张玉修
(沈阳新松机器人自动化股份有限公司,辽宁 沈阳 110117)
0 引言
1 光纤棒机械手总体装配
根据现场空间和工件的形状、质量等条件,设计有Y轴水平移动、Z轴竖直运动和T轴旋转运行,为了保证±0.2 mm的定位精度,根据各轴的结构特点,Y轴采用齿轮齿条传动,Z轴采用滚珠丝杠传动,T轴旋转采用减速机直连控制。机械手的整体结构如图1所示。
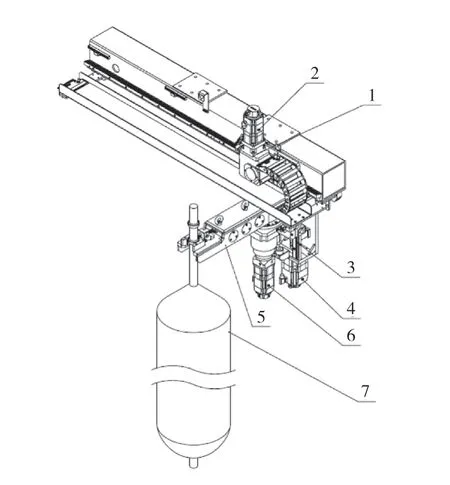
图1 光纤棒机械手总体装配
1.1 Y轴结构设计和电机选型计算
Y轴为齿轮齿条传动,减速机输出端选取模数为2、齿数为20的左旋斜齿轮齿条,并将减速机设计为竖直方向位置可调,以便调节正确的齿隙,通过连接导轨滑块做水平方向的直线运动,负载包括光纤棒工件、Z轴和Y轴机械臂,重量共约300 kg,选择标准30H四方导轨以及相应滑块可以满足负载要求,齿轮效率取0.9,齿轮分度圆直径为40 mm,根据公式(1),计算齿轮负载折算到减速机侧的惯量。

选取减速机的减速比为10,根据公式(2)可得负载减速机折算到电机侧的惯量。

选取的电机和减速机的惯量如公式(3)、公式(4)所示。

惯量比如公式(5)所示。
一个国家的制度安排与制度设计,只有深深植根于该国的文化历史与社会现实中,才能够具有旺盛的生命力。同样,一个国家的审计体制也必须与该国的政治体制、历史文化传统以及现实社会实践等相适应。中国特色国家审计制度是国家审计与中国特色社会主义制度相结合的产物,不仅要合乎审计的本质要求,而且要符合中国国情,体现中国特色社会主义政治制度的本质要求。组建中央审计委员会,为党统一指挥审计工作提供了制度依据和体制保障,是加强党的全面领导这一政治原则在审计工作的体现,是符合新时代中国特色社会主义政治制度本质要求的审计制度创新。〔本文受到南京审计大学首批政府审计学院中标课题(GASA161001)资助〕

式中:JL→R为折算到减速机侧的惯量;mL为负载质量;ηG为齿轮传动效率;DG为齿轮的直径 ;JR→M为负载减速机折算到电机侧的惯量;R为减速比;ηR为减速机效率;JM为选取电机的惯量;JR为选取减速机的惯量。
1.2 Z轴结构设计和电机选型计算
Z轴是在竖直方向上的运动,由于从烧结车间加工的玻璃棒或者由沉积车间加工的粉棒材料比较脆弱,为了保证棒体不受损伤,机械手在搬运过程中低速度运行,因此采用滚珠丝杠传动,在竖直方向,滚珠丝杠传动在发生断电等特殊状况时,可以在没有抱闸的情况下避免出现坠落的危险,该设计选取导程为5 mm,直径为32 mm的滚珠丝杠。
滚珠丝杠的结构主要包括固定座、支撑座、丝杆以及丝母等,丝杆的动力输入端与电机输出轴通过联轴器进行连接,另外值得注意的一点是由于丝杆的螺纹有一定的深度,因此在连接联轴器时,要把与联轴器进行连接的部分的螺纹全部去除,否则会出现连接不牢固的情况。
负载折算到丝杆上的惯量如公式(6)所示。

丝杆本身的惯量,如公式(7)所示。

联轴器的惯量如公式(8)所示。

选取的电机的惯量和刹车惯量如公式(9)所示。

低速部件的惯量如公式(10)所示。

惯量比如公式(11)所示。

式中:JL→M为负载折算到丝杆上的惯量;mL为负载质量;ηs为丝杆传动的效率取;JS为丝杆本身的惯量;P为螺距;ms为丝杆质量RS为丝杆半径;Jc为联轴器的惯量;mC为联轴器质量;RC为联轴器半径。
1.3 T轴结构设计和电机选型计算
T轴采取减速机直联的方式,即将减速机输出轴连接在T轴的机械臂上,实现旋转功能,机械臂长度为550 mm,抓取工件后,会产生轴向倾覆力矩,对减速机造成损伤,为了避免该情况的发生,在输出轴增加回转支撑,承担了负载对减速机的侧倾力矩。
由于机械手定位精度的要求为1 mm,因此要确保T轴旋转的精度<1 mm,选择减速机的定位精度为5′,把角度精度转换成机械手的移动精度,按公式(12)计算得到机械臂末端的精度。

式中:R为机械臂长度(回转半径),R=540 mm;α为定位精度,α=5′。
选用电机的惯量为2.9 kg·cm2,减速比为200,计算惯量如公式(13)~公式(15)所示。
惯量比如公式(16)所示。

式中:JR→M为减速机折算到电机上的惯量;JL为负载的惯量;R为减速机减速比;ηR为减速机的效率;JM为电机的惯量;JR为减速机惯量。
由上述选型计算可知,Y轴、Z轴和T轴的传动机构已经确定了惯量等重要参数,并满足结构和动力载荷等要求,Y轴选择的传动方式是电机减速机与齿轮齿条传动,惯量比为3.5;Z轴选择的是电机直联滚珠丝杠传动,惯量比为1;T轴旋转轴选择的是电机减速机直联的方式,惯量比为2.59;上述惯量比均小于惯量比为5的经验值。
2 电气部分设计
电气部分包括PLC编程和电气原理图2个部分。
2.1 PLC编程部分
2.1.1 工艺对象配置伺服电机轴
PLC在运动控制中使用了轴的概念,通过将轴的组态(包括硬件接口、位置定义、动态特征以及机械特性等)与相关的指令块进行组合使用,可实现绝对位置、相对位置、点动、转速控制和自动寻找参考点的功能。该文通过将PLC的CPU作为控制器的操作方法来实现驱动器S120对伺服电机的运行控制。
该设计通过PROFIdrive通信协议控制器控制电机,PROFIdrive是在PROFIBUS和PROFINET基础上开发的一种驱动控制协议,它为驱动器产品提供了一致的规范,通过认证后,产品可以方便地接入PROFIBUS和PROFINET网络。
每个定位轴通过PROFIdrive报文或模拟设定点接口分配一个驱动器,并通过PROFIdrive报文分配一个编码器[1]。编码器值与定义位置之间的关系是通过编码器设置的参数值和归位操作而建立的。该工艺对象也可以在没有位置关系的情况下进行运动或者在没有home状态的情况下进行相对位置运动。定位轴可以配置为直线轴或旋转轴,这取决于力学和结构设计。具体的操作方法是在工艺对象中选择positioning Axis,选择驱动设备SINAMICS-S120-CU320-2PN,最后进行组态设置,操作示意图如图2所示。
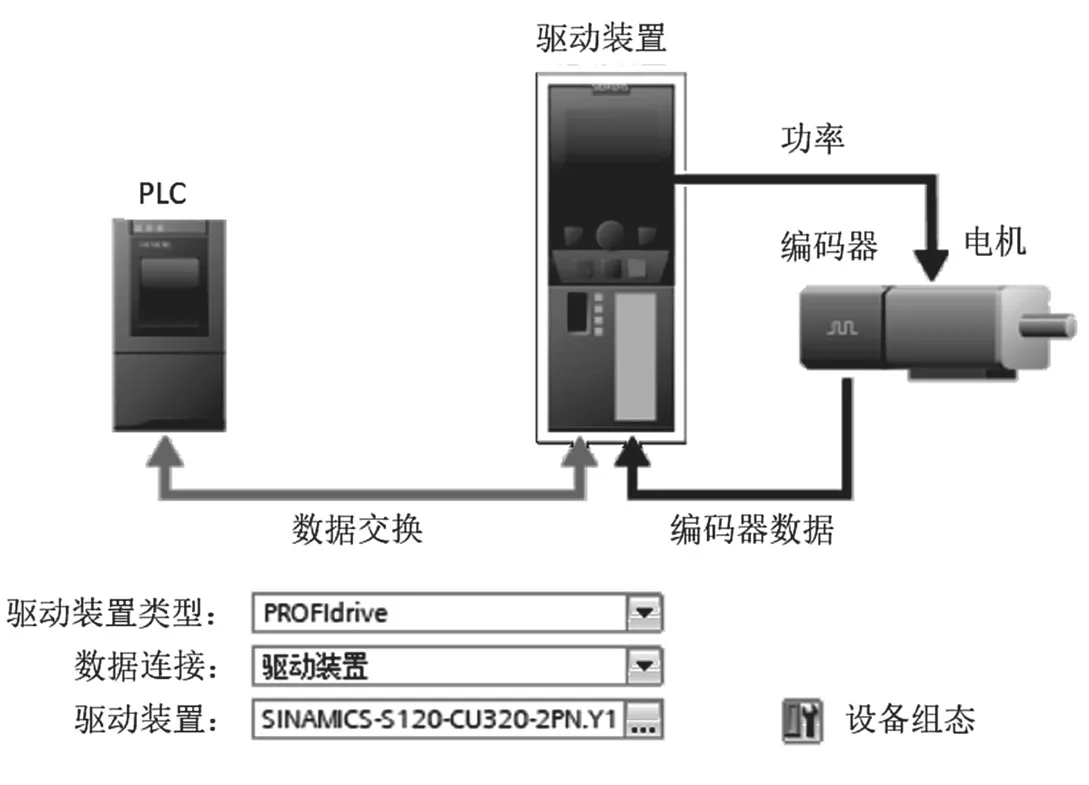
图2 工艺对象配置伺服电机轴示意图
2.1.2 PLC的轴组态和点动控制流程
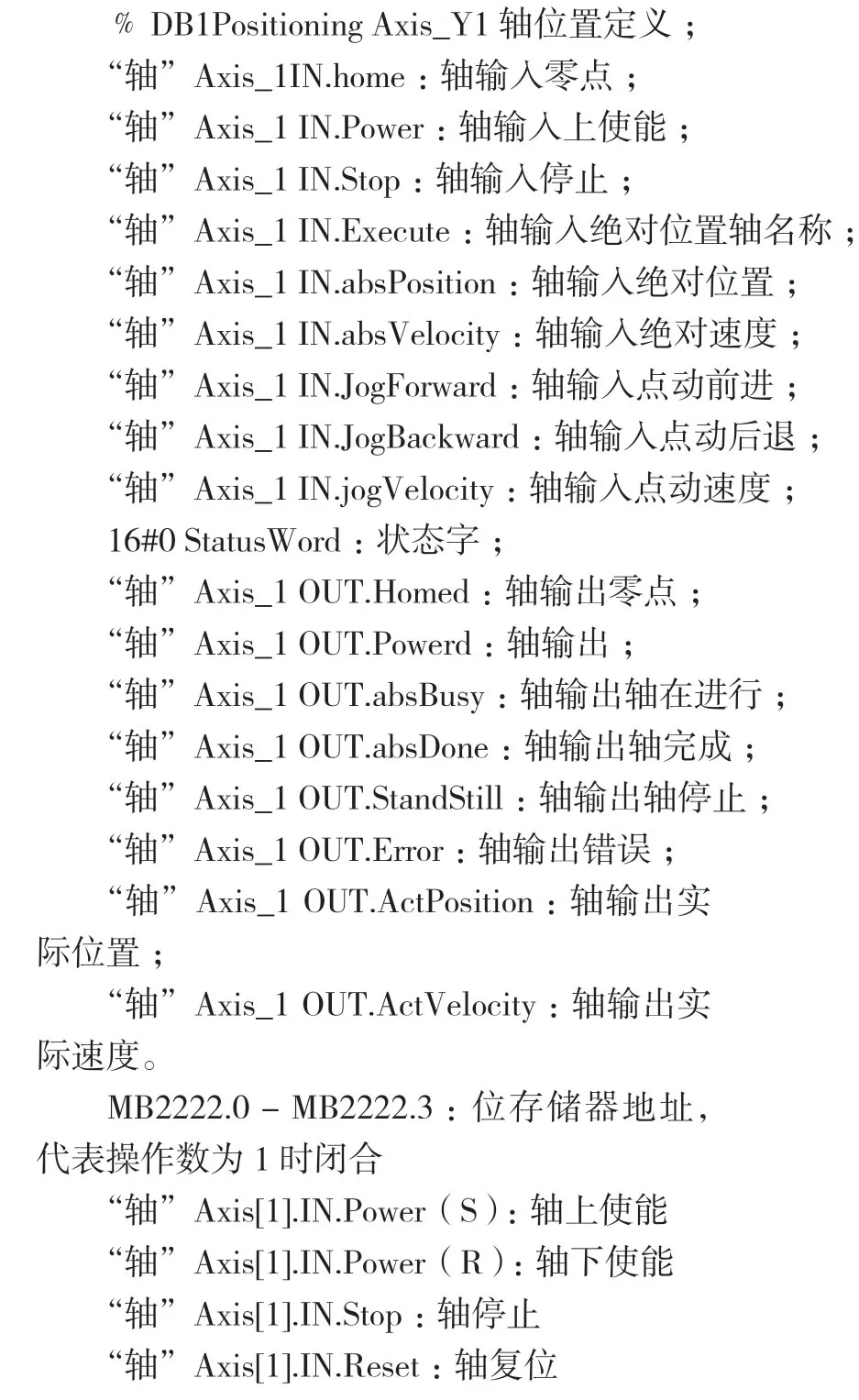
FB2000轴控函数块由厂商提供库文件调用到程序文件,也可由电气设计者进行编制,FB2000轴控函数块是FC轴控函数的基础程序,包括输入数据、输出数据、归位工艺对象、设定归位位置、启用/禁用工艺对象、确认报警、重新启动工艺对象、暂停轴、停止轴并禁止新的运动作业、绝对定位轴和以点动模式移动轴。
2.1.3 机械手运动控制程序
在FB2000轴控函数块和工艺对象都完成配置伺服电机轴之后,将FB2000轴控函数块拖拽到FC函数中,生成轴控制函数,并在DB2000数据块中选择轴,数据类型为数组,找到程序块中相应管脚的对应数据,将DB2000数据块中的各数据拖拽到相应的管脚上[2]。程序包括以下程序段:1)基于FB2000的轴控制。2)轴上使能。3)轴下使能。4)停止轴。5)轴复位。在FC函数中生成的最终程序应包括以下内容。
2.2 电气图纸部分
S120电控系统是新一代的驱动产品,它是集V/F控制、矢量控制以及伺服控制为一体的多轴驱动系统,具有模块化的设计。各模块间(包括控制单元模块、整流/回馈模块、电机模块、传感器模块和电机编码器等)通过高速驱动接口DRIVE-CLIQ相互连接。
控制器与驱动器之间通过PROFIdrive协议进行周期性数据交换,控制器发送控制命令,驱动器返回命令执行的状态及自身的状态,并形成闭环控制。通过周期性地交换PROFIdrive报文,控制器可以实现启动、停止驱动器、以设定的速度运行、获取编码器位置以及读取变频器参数等功能。
西门子S120驱动器的控制单元CU320-2PN使用了工业以太网,可实现现场级的实时通讯,也可将企业级网络信息集成进来。利用现有的IT标准,PROFINET实现同步运动控制应用,提高了设备的可用性,工业以太网支持分布式自动化和控制器之间的通讯,出现故障后会进行反馈,保障了设备的安全性。
伺服电机的三相U、V、W和地线PE分别与控制器相应的端子连接,电机的编码器通过网线与控制器的网口X202进行连接[3]。控制单元CU320-2PN通过网线与变频器网口X200进行连接。电机与控制器接线如图3所示。
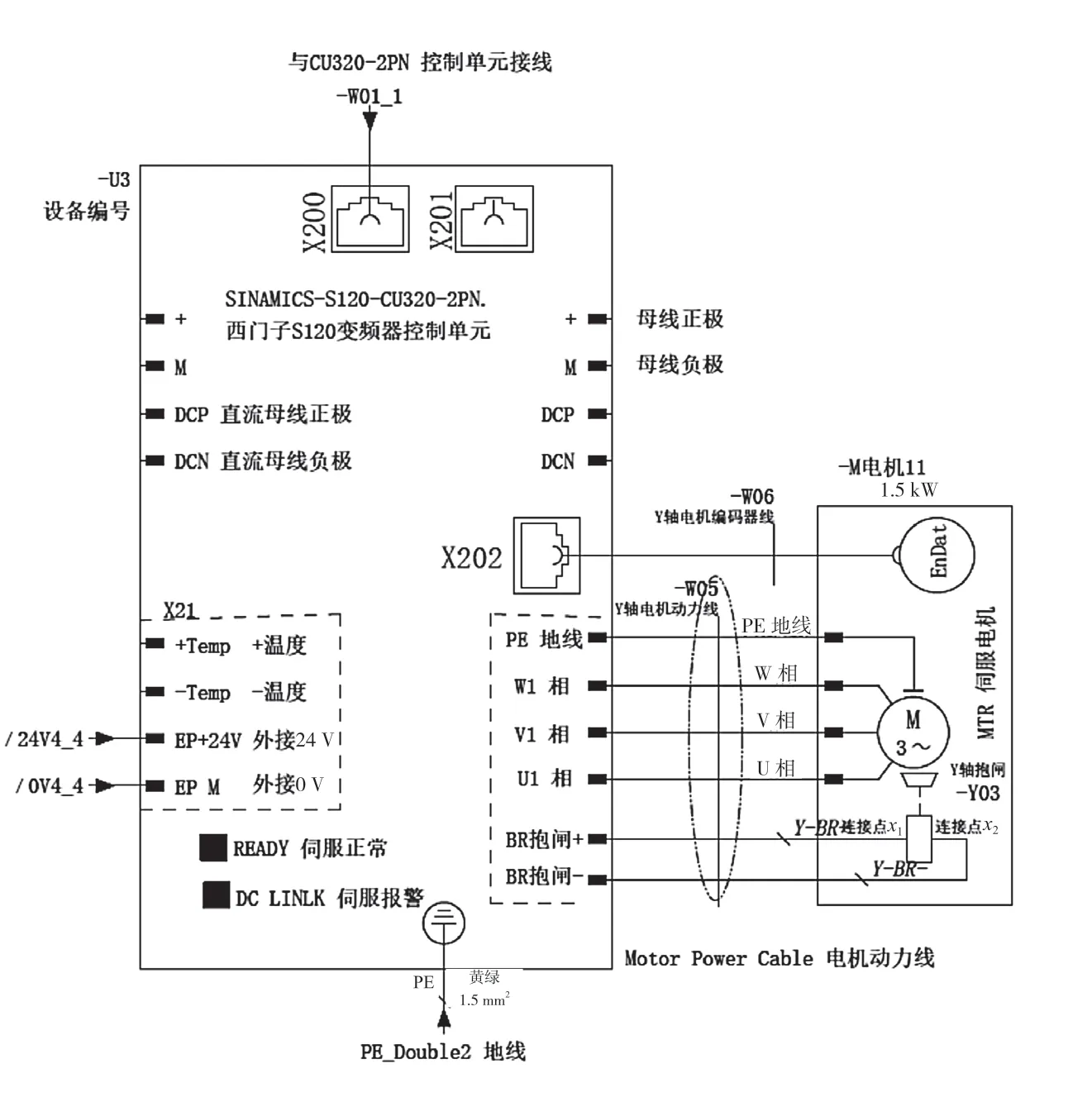
图3 伺服电机和变频器接线图
3 结论
桁架机器人在工业自动化的应用十分广泛,具有精度高、成本低以及效率高的特点,适合于搬运、机床上下料等各种场合。桁架的自动化设计需要根据不同的工件、不同的负载和环境来做各轴的结构设计,并进行电机的选型计算,电气控制编程也至关重要,整体考虑才能满足用户的实际需求。该文从总体上介绍了桁架机械和电气设计的方法,并讲解了设计过程中重点关键过程,对于自动化行业技术的提高与创新具有积极作用。
