盘铣刀装配状态下的动态特性分析研究*
2021-07-30耿超绪杨赫然孙兴伟董祉序王海燕
耿超绪,杨赫然,孙兴伟,董祉序,王海燕
(1.沈阳工业大学 机械工程学院,辽宁 沈阳 110870;2.沈阳白云机械有限公司,辽宁 沈阳 110027)
0 引言
螺杆转子在石油、船舶等行业应用越来越广泛,且拥有十分重要的地位[1]。在螺杆转子加工过程中,刀具质量和振动直接影响工件的加工质量和加工精度[2,3],为此有必要对加工过程中的振动进行分析,而振动主要是由加工过程中刀具和工件系统产生,因此分析盘铣刀的动态特性是十分必要的。模态分析是动态特性分析中的一个重要环节[4,5],它以获取分析对象的固有频率、阻尼比、模态质量和模态刚度等模态参数为目的,从而获取振动与响应的关系[6]。除模态分析外,动态特性分析的另一个重要环节为谐响应分析。
本文通过有限元分析软件对盘铣刀装配状态进行模态分析,计算出盘铣刀装配状态下的固有频率及对应的模态振型,并在模态分析的基础上进行谐响应分析,分析共振频率主要集中的位置。
1 盘铣刀的机械结构
盘铣刀的直径为Φ290 mm,包括24个硬质合金刀片,盘铣刀的主体材料为40Cr。盘铣刀中心通孔直径为Φ60 mm,盘铣刀主体4个螺栓孔用于连接主轴法兰,刀片采用螺栓与盘铣刀连接。根据盘铣刀的结构对其进行合理简化,应用SolidWorks软件建立的盘铣刀三维模型如图1所示。

图1 盘铣刀三维模型
2 盘铣刀有限元模型建立与仿真分析
2.1 盘铣刀装配状态下模态仿真分析
将盘铣刀和主轴装配三维模型导入ANSYS软件中。主轴结构相当于简支梁,两端由轴承提供支撑,根据安装原理设置边界条件。对于螺栓连接部分,由于盘铣刀刀片与刀体螺纹连接预紧力较小,因此采用MPC法对螺纹连接区域进行简化,能够准确地反映螺栓连接的结合部,且能够提高计算效率。经过计算得到盘铣刀装配状态下的前6阶模态振型,其前6阶固有频率如表1所示,前3阶模态振型如图2所示。
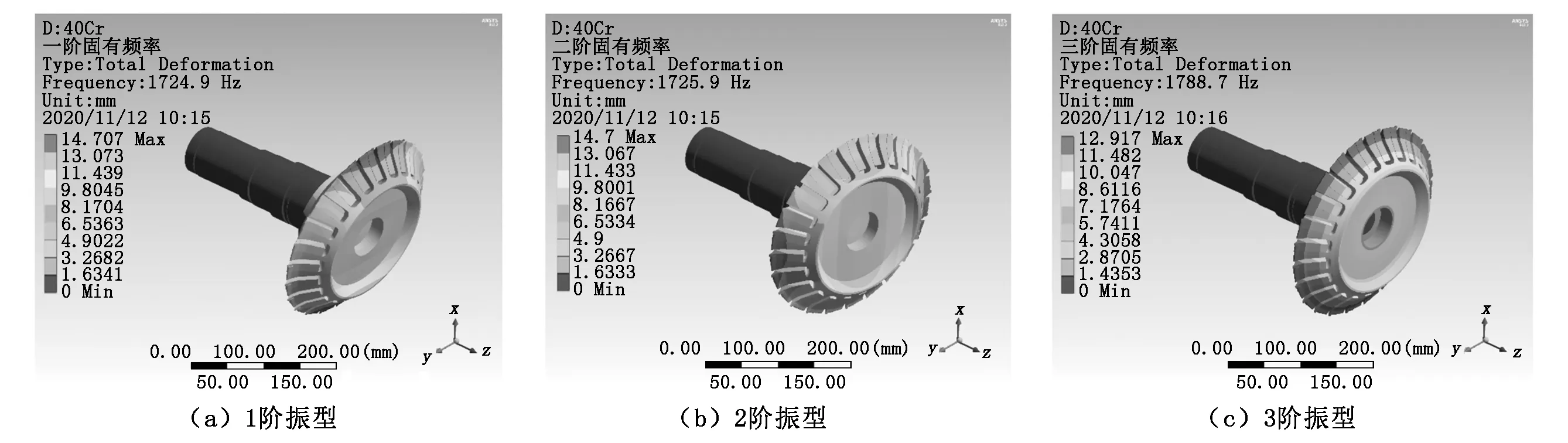
图2 盘铣刀装配状态下的前3阶模态振型
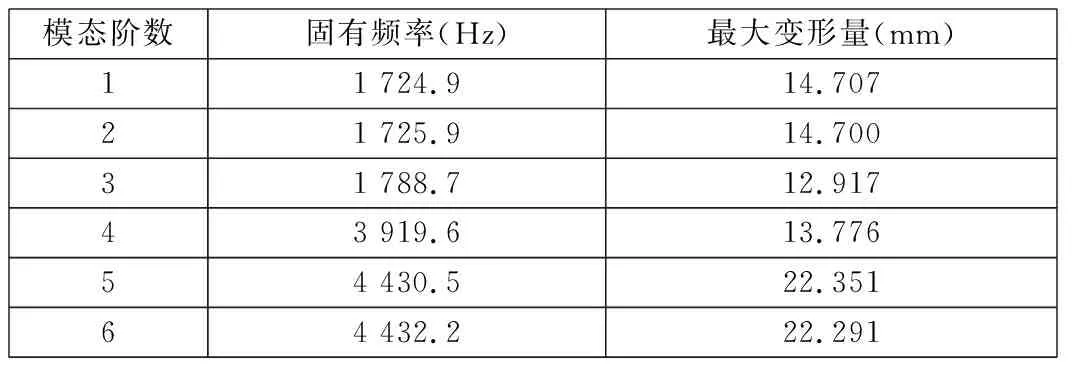
表1 盘铣刀装配状态下的前6阶固有频率
盘铣刀在装配状态下的前6阶模态振型分别为:盘铣刀主轴轴线的转动变形、盘铣刀沿主轴轴线的摆动、盘铣刀沿主轴轴线的摆动、盘铣刀沿主轴轴线的移动变形、盘铣刀沿主轴轴线的扭转变形和盘铣刀沿主轴轴线的扭转变形。
2.2 盘铣刀装配状态下的谐响应分析
应用ANSYS软件对盘铣刀装配状态进行谐响应分析时采用模态叠加法,选取变形最大的位置施加300 N的简谐作用力,方向沿着z轴负方向。将谐响应分析求解设置中最大频率范围设置为10 000 Hz,求解间隔设置为400,即将求解频率范围分为400等份,分别得到盘铣刀在x轴、y轴和z轴的位移频响曲线,如图3所示。
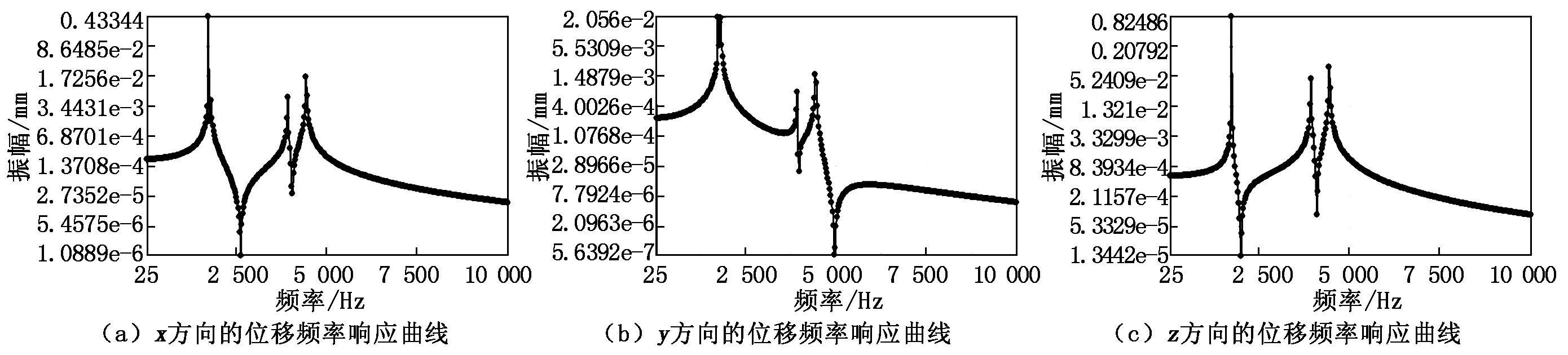
图3 盘铣刀装配状态下x、y、z方向位移频响曲线
根据图3(a)能够分析出x方向的响应频率峰值出现在1 725 Hz、3 925 Hz和4 400 Hz附近;根据图3(b)能够分析出y方向的响应频率峰值出现在1 725 Hz、1 800 Hz、3 925 Hz和4 400 Hz附近;根据图3(c)能够分析出z方向的响应频率峰值出现在1 725 Hz、3 925 Hz和4 400 Hz附近。由模态分析得到的盘铣刀装配状态固有频率可知,由于盘铣刀存在重根模态的影响,故会出现重复频率,因此在盘铣刀装配状态下谐响应分析的0 Hz~10 000 Hz频率范围内,盘铣刀装配状态下的1~6阶固有频率容易被激发。
3 结论
为了获得盘铣刀的准确模态信息,本文对盘铣刀在装配状态下进行了动态特性仿真分析,包括模态分析和谐响应分析,得到了盘铣刀在装配状态下的前6阶固有频率及其振型,随后在模态分析的基础上进行谐响应分析,得到x、y和z方向的位移频响曲线。
分析可知,盘铣刀在装配状态下存在重根模态,由于计算误差的存在重根模态固有频率存在一定偏差,盘铣刀装配状态下的1~6阶固有频率容易被激发,在加工过程中应避免出现与前6阶固有频率相近的频率,避免振动的产生。
