杀菌工艺对蓝莓果汁品质的影响
2021-07-29宁孔卵姜启兴余达威许艳顺夏文水
宁孔卵, 姜启兴*, 余达威, 杨 方, 许艳顺, 夏文水
(1.江南大学 食品学院,江苏 无锡 214122;2.江南大学 江苏省食品安全与质量控制协同创新中心,江苏 无锡 214122)
蓝莓是杜鹃花科越橘属多年生浆果,在越橘属中营养价值最高,被称为“浆果之王”[1]。蓝莓具有较多的多酚类物质,其富含的花青素具有较高的体外抗氧化活性[2]。近年来,由于生活水平的提高及生活节奏的加快,越来越多的人选择饮用果蔬汁替代新鲜水果的摄入,对果蔬汁的营养价值、新鲜度和保健功能也有更高要求[3]。果肉型蓝莓果汁不仅滋味酸甜可口,香气清爽宜人,而且富含有益肠道健康的膳食纤维,具有很高的开发应用价值和市场前景。
根据工厂灌装和产品包装形式的不同,果汁加工工艺有所不同。一方面,加工工艺不同,相应的加工设备会有差异,资金投入也有较大差别。另一方面,不同的加工工艺对应不同的杀菌工艺,杀菌工艺差异直接影响产品品质,包括果汁的物理稳定状态、功能物质保留率及外观色泽[4],特别是果肉型蓝莓果汁。因此有必要对比分析不同杀菌工艺对蓝莓果汁品质的影响程度,为工业化生产选择经济合理的包装设备提供技术参考。
根据产品灌装设备的不同,饮料类产品热杀菌主要有先杀菌后无菌灌装(前杀菌)与先灌装后杀菌(后杀菌)两种工艺[5]。作者探讨了前杀菌与后杀菌两种工艺对蓝莓果汁品质的影响,对比分析了不同杀菌工艺下蓝莓果汁浑浊稳定性、总花青素保留率和色泽的变化,为合理选择杀菌工艺提供理论依据。
1 材料与方法
1.1 实验材料
1.1.1 实验原料 冷冻蓝莓(蓝丰),由山东省临沂百味果园食品有限公司提供,-18℃冰箱冷冻备用。
1.1.2 实验试剂 甲醇、乙酸、氯化钾、盐酸、醋酸钠等(均为分析纯)以及平板计数琼脂:国药集团化学试剂有限公司产品。
1.1.3 主要仪器设备 4k-15型高速冷冻离心机:德国Sigma公司产品;LHS-250HC-II型恒温恒湿培养箱:上海一恒科学仪器有限公司产品;LDZX-50KBS型立式台式杀菌锅:上海跃进医疗器械厂产品;UV-1000紫外可见分光光度计:上海天美科学仪器有限公司产品;AX250电子分析天平、UltraScan Pro1166型高精度分光测色仪:美国Hunterlab公司产品;管板组合式超高温杀菌机:日本Powerpoint International公司产品;高压均质机:上海普丽盛融合机械设备有限公司产品;XMD型热电偶:上海自动化仪表六厂产品。
1.2 实验方法
1.2.1 蓝莓果汁的制备与杀菌对比实验 灌装后杀菌工艺:冷冻蓝莓→常温解冻→蒸汽热烫→榨汁→调配(果浆质量分数20%)→过滤→均质→灌装(每瓶280 mL)→杀菌。
灌装前杀菌工艺:冷冻蓝莓→常温解冻→蒸汽热烫→榨汁→调配(果浆质量分数20%)→过滤→均质→杀菌→无菌灌装(每瓶280 mL)。
将蓝莓从-18℃冰箱取出后在室温下解冻,蒸汽漂烫2 min,榨汁机破碎后去皮渣,调配(蓝莓果浆添加质量分数20%)后40 MPa均质,分成A、B两种工艺共7组(杀菌前蓝莓果汁温度约为50℃),A 85:灌装后85℃杀菌;A 90:灌装后90℃杀菌;A 95:灌装后95℃杀菌;A 98:灌装后98℃杀菌;B 101:101℃杀菌后无菌灌装;B 103:103℃杀菌后无菌灌装;B 108:108℃杀菌后无菌灌装。不同杀菌强度杀菌后,于35℃培养箱放置1周,测定微生物指标[6]。确定杀菌强度后,制备蓝莓果汁,经过各杀菌工艺后,室温放置24 h进行相关理化指标的分析。
其中,A组(灌装后杀菌工艺)蓝莓果汁杀菌传热曲线分别用水浴锅和热电偶测定:将热电偶温度感应探头放置在瓶装果汁冷点,每隔30 s记录温度,记录加热阶段和冷却阶段温度变化,计算杀菌强度[7],分析不同杀菌强度所需杀菌时间。
1.2.2 微生物指标的测定 菌落总数参照GB4789.2—2016测定。
1.2.3 总花青素含量的测定 参考文献[8-9]的pH-示差法测定。称取1 g样品于离心管内,加入14 mL提取液(V(甲醇)∶V(水)∶V(乙酸)=85∶15∶0.5),放置20 min后离心(20 000 g、10 min),上清液经0.45μm有机滤膜过滤后各取1 mL,分别加入4 mL pH 1.0氯化钾缓冲液(V(KCl)∶V(HCl)=25∶67,浓度均为0.2 mol/L)和4 mL pH 4.5醋酸钠缓冲液(V(NaAc)∶V(HCl)∶V(H2O)=100∶60∶90,醋酸钠溶液和盐酸溶液浓度均为1 mol/L),摇匀后室温下避光放置2 h,分别在520 nm和700 nm下测吸光度。总花色苷质量分数(total anthocyanins content,TAcy)按下式计算(结果以矢车菊色素-3-葡萄糖苷计):
式中:V为提取液总体积,mL;m为取样量,g;26 900为矢车菊色素-3-葡萄糖苷的摩尔消光系数;449.2为矢车菊色素-3-葡萄糖苷的摩尔相对分子质量。
1.2.4 悬浮稳定性的测定 悬浮稳定性的测定参考文献[10]。取10 mL样品,4 200 g离心15 min后,取上清液在660 nm处测吸光度,去离子水为空白。
1.2.5 色差的测定 色差用高精度分光测色仪反射模式测定,其中L*值表示亮度,a*值表示红绿度,b*值表示黄蓝度[11]。
2 结果与分析
2.1 杀菌时间的确定
灌装后杀菌工艺的蓝莓果汁传热曲线见图1。图中累计的F值(特定温度下的热力致死时间)即是杀菌所需的实际时间。由图1可知,4个杀菌温度(85、90、95、98℃)达到80℃所需时间分别为1 050、480、390、360 s,杀菌温度越高,传热速率越快,升温越快,85℃和90℃间的5℃差别导致的速率差异最大。
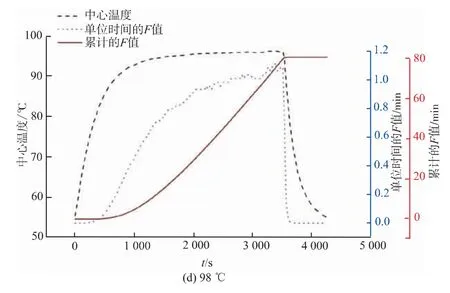
图1 不同温度下杀菌的传热曲线及F值变化Fig.1 Heat transfer curves and F value changes of sterilization at different temperatures
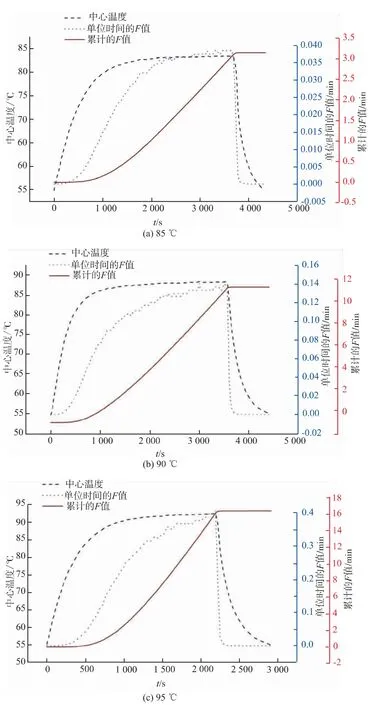
制备的蓝莓果汁pH值低于3.8,微生物耐热性差,根据酸性/酸化食品安全F值规定,pH值小于3.8,杀菌强度F0至少要大于0.5 min[12]。由于冷却阶段也有F值,在通过上述曲线反推某特定杀菌目标F值所对应的杀菌时间时,应相应扣除冷却阶段的F值。以杀菌结束后累计F值为3 min为例,冷却阶段F值及需要的杀菌时间见表1。先灌装后杀菌工艺不同杀菌强度对应的实际操作杀菌时间,根据传热曲线得出,结果见表2。先杀菌后无菌灌装工艺不同杀菌强度所需的杀菌温度,根据公式[7]计算得出,结果见表3。

表1 冷却过程对杀菌强度的影响Table 1 Effects of cooling process on sterilization intensity
2.2 杀菌强度的确定
先杀菌后无菌灌装和先灌装后杀菌工艺的产品,均在35℃培养箱中储存7 d,测定其菌落总数,结果见表2、表3。先灌装后杀菌工艺,85℃杀菌,F值为3 min达到商业无菌,其余温度下,F值在1 min及以上,均达到商业无菌。考虑到安全问题,将F值为3 min作为本产品的安全杀菌强度。由于85℃杀菌,F值为3 min时水浴杀菌时间需要60.5 min,加热时间过长,对果汁品质破坏较严重,工厂生产效率低,因此,后面实验去掉85℃。由表3可知,先杀菌后无菌灌装产品均达到了商业无菌。

表2 先灌装后杀菌方式杀菌强度对产品微生物安全性的影响Table 2 Effects of sterilization intensity of poststerilization on microbial safety of products

表3 先杀菌后无菌灌装方式杀菌强度对产品微生物安全性的影响Table 3 Effects of sterilization strength on microbial safety of pre-sterilization
2.3 不同杀菌条件对蓝莓果汁品质的影响
悬浮稳定性以离心力作用下的浑浊度为指标,可以表示储存过程中的浑浊稳定性。从图2可看出,108℃组比未杀菌组果汁离心浑浊度高,其他组比未杀菌组果汁离心浑浊度低。这是因为果汁的浑浊度与体系中微粒数量及微粒体积的平方成正比。带果肉果汁体系均质后含有大量的悬浮颗粒,这些颗粒在体系中做布朗运动。由于高温短时加热会加剧热运动,这些颗粒相互碰撞的概率增大,颗粒逐渐聚集长大,微粒体积增大,离心浑浊度增加[13]。但随着长时间加热颗粒会进一步长大,在重力作用下逐渐沉降,使体系中悬浮的颗粒减少,离心浑浊度开始下降。从图3可以看出,色泽度变化不大,108℃组与未杀菌果汁色泽最接近,95℃组与未杀菌果汁差别最大,但感官区分不出差异。从图4可以看出,杀菌后总花青素含量均有减少,这与花青素具有热不稳定性有关[14]。后杀菌(90、95、98℃)工艺总花青素降解情况比前杀菌(108℃)工艺严重,这可能是由于高温短时杀菌更有利于花青素的保留。后杀菌工艺中,98℃组总花青素比95℃组降解多,主要因为在低温长时间加热条件下,较高的温度对花青素影响更大。因此,后杀菌工艺选择95℃组比较合适,总花青素保留率为87.46%。前杀菌工艺由于加热时间短,总花青素保留率最高,达到97.22%,果汁品质最好。
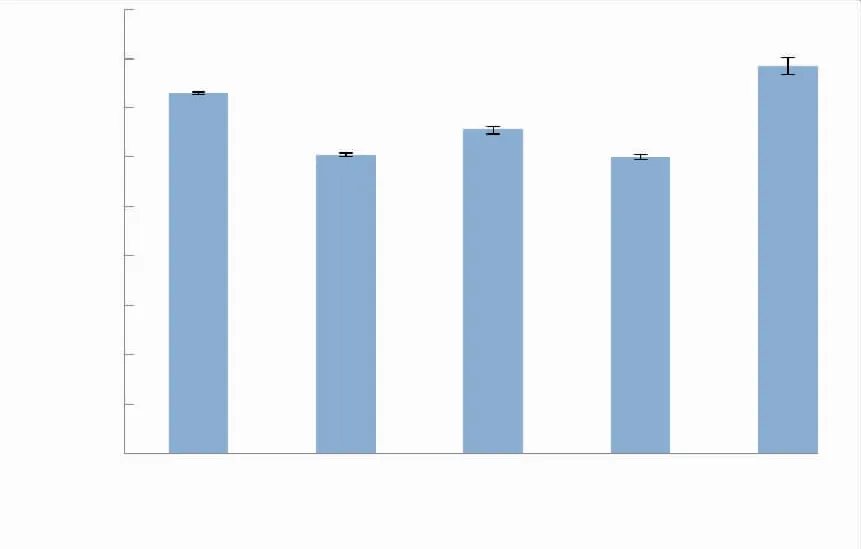
图2 不同杀菌条件对蓝莓果汁悬浮稳定性的影响Fig.2 Effects of different sterilization conditions on the suspension stability of blueberry juice
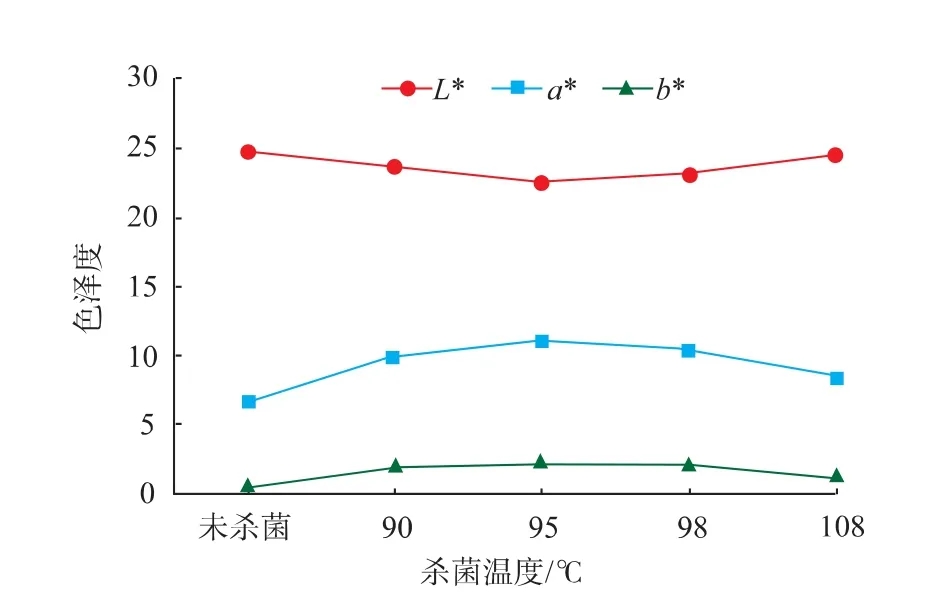
图3 不同杀菌条件对蓝莓果汁色泽的影响Fig.3 Effects of different sterilization conditions on the color of blueberry juice
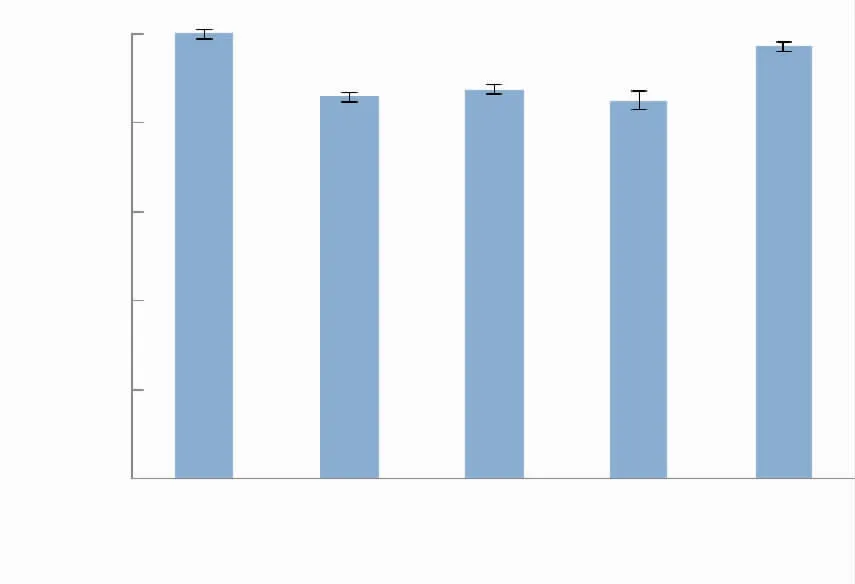
图4 不同杀菌条件对蓝莓果汁总花青素保留率的影响Fig.4 Effects of different sterilization conditions on total anthocyanin retention of blueberry juice
根据杀菌条件对果汁品质的影响,选择加工工艺时,建议企业综合考虑设备资金投入情况。若更注重果汁品质,且设备资金不存在问题,则建议优先选择先杀菌后无菌灌装工艺,且108℃杀菌5 s比较合适;若希望节省设备投资,则可以考虑先灌装后杀菌工艺,杀菌条件可选择95℃杀菌17.5 min。
3 结 语
先杀菌后无菌灌装和先灌装后杀菌工艺在F值为3 min均能保证蓝莓果汁商业无菌。建议企业优先考虑先杀菌后无菌灌装工艺,杀菌参数为108℃杀菌5 s的果汁品质较好,总花青素保留率为97.22%,果汁色泽接近未杀菌果汁,悬浮稳定性有明显提高。若企业设备资金预算有限,可考虑先灌装后杀菌工艺,95℃杀菌17.5 min的果汁品质相对较好,总花青素保留率为87.46%。