SAE8620H齿轮钢连铸水口结瘤的原因及预防措施
2021-07-28王高峰曹晨巍曾志崎付建勋
王高峰 曹晨巍 李 杰 周 蕾 曾志崎 付建勋
(1.上海大学材料科学与工程学院,上海 200444; 2.省部共建高品质特殊钢冶金与制备国家重点实验室,上海 200444;3.上海市钢铁冶金新技术开发应用重点实验室,上海 200444; 4.南京钢铁股份有限公司,江苏 南京 210035)
水口结瘤是高效连铸面临的一大难题[1],不仅增加生产的难度,还易降低钢液洁净度,使成品钢材产生质量缺陷[2],必须予以解决。结瘤在水口内壁长大,导致中间包浸入式水口堵塞[3- 5],降低连铸拉速,甚至使钢液缺流停浇,显著降低钢液的可浇注性[6- 8]和连铸生产率[9- 10]。Devi等[11]采用SEM- EDS、FactSage热力学软件及数据库研究了水口结瘤的特征,认为其形成与钢中硫含量和氧、铝总含量有关。Li等[12]通过试验和热力学计算得出,18Cr不锈钢浸入式水口结瘤主要由冷凝钢和夹杂物组成,为液相+尖晶石相或液相+晶石相。Lee等[13]为了揭示Ti- ULC(含Ti超低碳)钢连铸水口堵塞的原因,采用旋转手指法进行了一系列试验,发现堵塞沉积物是还原铁金属液滴与CaO- AlO- TiO- ZrO- SiO2氧化物的混合物,在纯液态铁的情况下,FeO未被还原而保留在沉积物中。
本文采用X射线荧光光谱仪、X射线衍射仪、Jade6.5软件、光学显微镜及扫描电子显微镜对国内某钢厂在8炉连浇SAE8620H齿轮钢的末期出现的液面波动、塞棒曲线上升以及结瘤的成分和金属氧化物类型及其含量进行了分析,找到了水口结瘤的原因,提出了预防措施,可为改善钢液的可浇注性、生产效率、产品质量提供理论指导。
1 生产工艺及参数
某钢厂生产SAE8620H齿轮钢的工艺过程为80 t转炉冶炼→90 t LF炉精炼→100 t RH真空处理→喂钙线夹杂变性→φ520 mm圆坯连铸机连铸。连铸机的运行参数如表1所示。

表1 连铸机的运行参数
2 水口结瘤物检测
浇铸和自然冷却后,清除浸入式水口外层的耐火材料,分析结瘤的内层。该水口结瘤的宏观形貌和局部形态分别如图1和图2所示。

图1 水口结瘤的宏观形貌
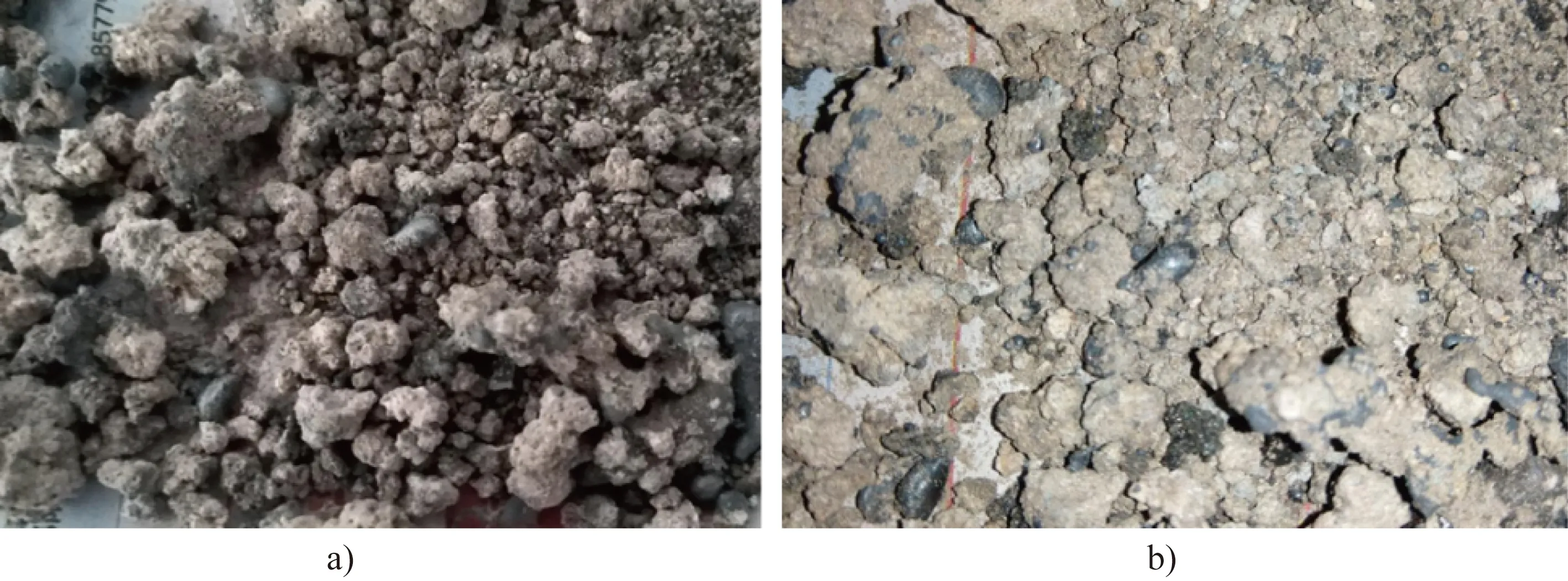
图2 水口结瘤的局部形态
水口内壁结瘤厚约3.5 mm,呈灰黑色,表面粗糙,质地坚硬。为了进一步弄清结瘤物的成分和相组成,刮取结瘤的表层并研成粉末,如图3所示,再用磁铁吸去钢粒。对粉末进行X射线荧光光谱分析,结果如表2所示;通过X射线衍射分析其相组成,结果如表3所示。

图3 水口结瘤粉末
从表2可以发现,结瘤中Fe的质量分数最高,为43.43%,这与结瘤中含有冷凝钢有关;Al、O、Ca、Mn和Mg含量也较高,与钢中Al2O3夹杂物和钙镁合金包芯线的喂入有关。表3表明结瘤中除Fe2O3外,Al2O3、CaO、SiO2和MgO的含量也较高。

表2 水口结瘤的成分(质量分数)

表3 水口结瘤中的金属氧化物及其含量(质量分数)
为进一步探明结瘤是否由Al2O3、MgO和CaO组成,将XRD原始数据导入Jade 6.5软件,分峰拟合后用标准卡片进行对比匹配,得到结瘤的XRD图谱如图4所示。
图4表明,结瘤中铁含量最高,这与其中有很多冷凝钢有关。同时根据上述元素和氧化物的XRF分析结果,结瘤的物相为MgAl2O4、CaO·Al2O3和MgO·Fe2O3。据此可以断定,浇铸时钢液中的Al2O3、MgO与CaO发生了反应,生成了熔点更高的MgAl2O4、CaO·Al2O3和MgO·Fe2O3并相互熔合,黏附在水口内壁,是水口结瘤的起始点。

图4 结瘤的 XRD图谱
结瘤的截面形貌如图5所示,可以看到结瘤内部是白亮色的冷凝钢。采用蔡司金相显微镜检测了结瘤的微观结构,如图6所示。
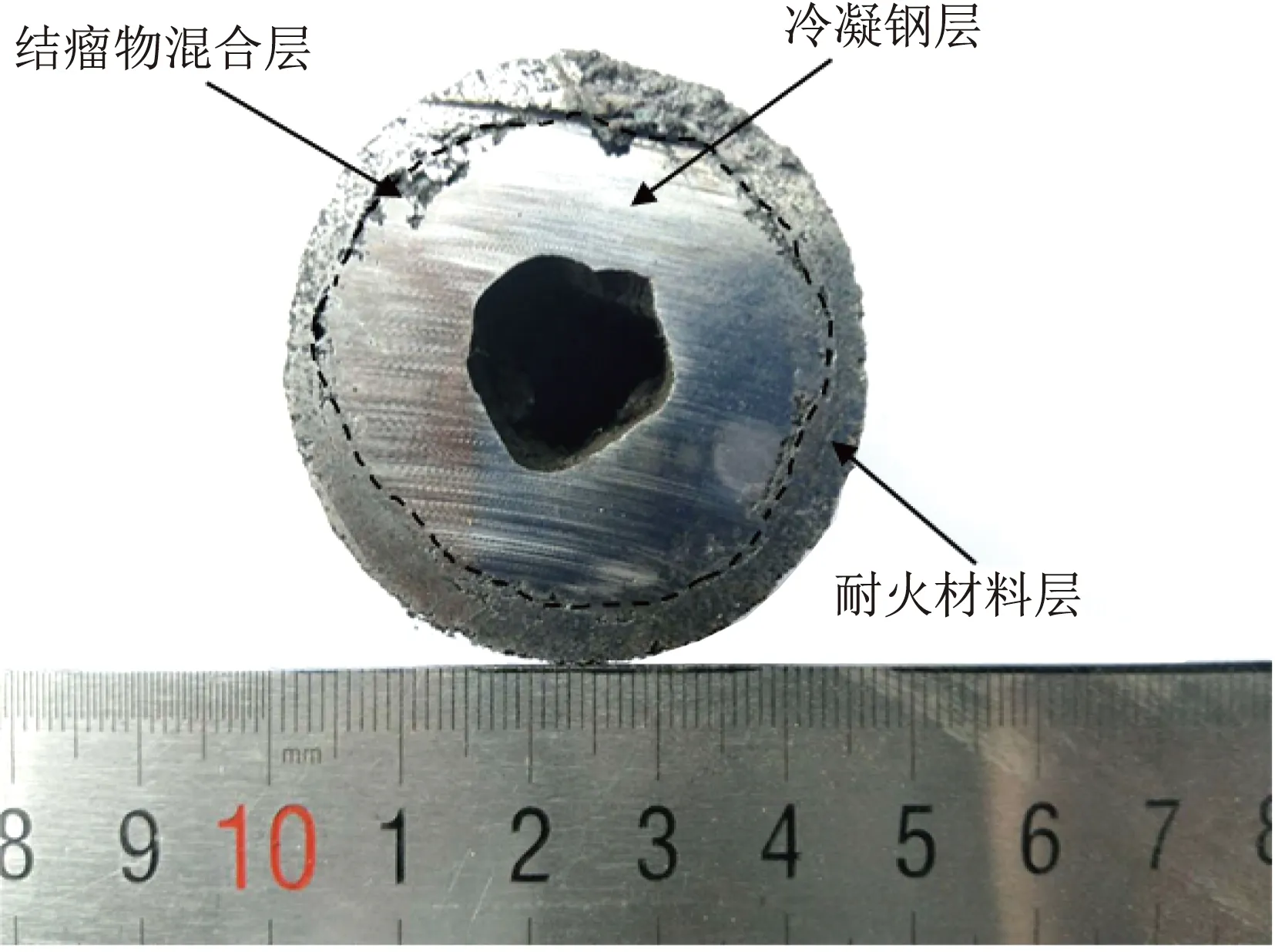
图5 结瘤的横截面形貌
图6表明,结瘤的黑色和灰色区域相互混合,灰色区域为冷凝钢基体,冷凝钢基体内的黑色区域为结瘤物,其余黑色区域为镶嵌试样的树脂。结瘤大部分位于水口圆弧外侧,结瘤外侧比内侧粗糙,说明此处MgAl2O4、CaO·Al2O3和MgO·Fe2O3等的黏附聚集更严重。结瘤从外向内逐渐生长成树枝状,并与冷凝钢结合,促进了结瘤层的形成。
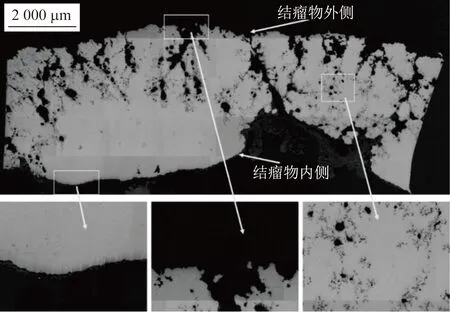
图6 结瘤的微观结构
为了进一步分析结瘤的形貌和组成,采用扫描电子显微镜对其进行了检测分析,结果如图7所示。
从图7可以看出,结瘤有形状不规则的黑色和灰色区域。结瘤与基体相互混合,结瘤有间隙并相互熔合,菱形和不规则状结瘤颗粒相互黏附、熔合。根据结瘤的生长过程,其外侧为黑色、灰色两部分相互混合,黏附在水口耐火材料上生长。由外至内,黑色部分结瘤逐渐转变为灰色,弥散分布在冷凝钢中。结瘤内侧冷凝钢较多。

图7 结瘤与耐火材料界面(a)、混合区(b)和结瘤与冷凝钢界面(c)的扫描电镜形貌
结瘤面扫描形貌及能谱分析结果如图8所示。图8表明:结瘤主要含有Fe、Al、Ca、Mg、Mn、C和O元素,灰色区域含Mg、Al和O元素,结合上述XRF分析结果和XRD图谱可以断定,该物质为MgAl2O4。结瘤中黑色区域含C,说明钢液侵蚀了铝碳质耐火材料, 在高温下耐火材料中的C被进一步分解出来,随着结瘤的生长迁移,生成含C黑色物。有孔隙的灰色不规则区域主要成分为Al、Ca、Mg和O,可断定为MgAl2O4与CaO·Al2O3的混合物。
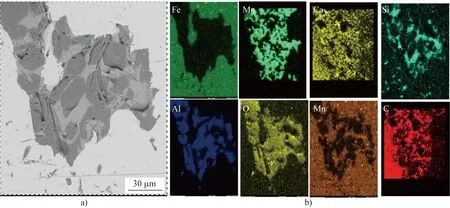
图8 结瘤面扫描形貌(a)及能谱分析(b)
根据对结瘤的检测和分析可以认为,SAE8620H钢连铸水口结瘤的原因是水口耐火材料被钢液侵蚀,其中的C被分解出来,并且钢液中生成的MgAl2O4和CaO·Al2O3在水口内壁黏附聚集,C沿结瘤迁移。水口耐火材料的侵蚀和MgAl2O4、CaO·Al2O3的黏附增加了水口内壁的粗糙度,导致水口内壁钢液絮流、停留时间延长,发生降温凝结,使结瘤进一步长大。MgAl2O4、CaO·Al2O3和冷凝钢相互黏结、搭桥,促使结瘤物从内壁向中心延伸,从而缩小了水口内径,使浇铸时液面波动,塞棒曲线上涨,降低了钢液的可浇注性,从而形成结瘤。
3 改进措施
3.1 调整包芯线成分
适当减少钙含量、提高铁含量,降低反应程度,提高安全性;增加包芯线铁皮的厚度,增加融化时间,提高包芯线插入深度,促进钢液充分反应。
3.2 优化喂线工艺
适当提高喂线的速度,采用分段喂线,减缓反应剧烈程度,避免钢液喷溅;适当增加渣层厚度,增加钢液的平稳性,减少钢液的氧化;优化渣系组成,提高渣系的吸附性能和流动性;喂线后提供足够的吹氩时间,促进钢液中的夹杂物上浮去除。
3.3 改善钢液洁净度
控制钢液中Al、O含量和加Al的时间;过低的O含量需更多的脱氧剂,影响钢液的可浇注性。
3.4 改进水口材料
在水口内壁涂抹致密涂层增加其光滑度,减少钢液的絮流;采用更致密的材料,减缓其对钢液的侵蚀,降低水口内壁的粗糙度,减少结瘤的黏附。
4 结论
(1)SAE8620H齿轮钢连铸水口结瘤含有Fe、O、Al、Ca和Mg等,物相为Fe、MgAl2O4、CaO·Al2O3和MgO·Fe2O3。
(2)结瘤主要位于水口圆弧的外侧,从外向内生长成树枝状,并与冷凝钢相结合,促进了结瘤的形成。
(3)水口耐火材料的侵蚀和MgAl2O4、CaO·Al2O3的黏附增加了水口内壁的粗糙度,导致水口内壁钢液絮流、停留时间增加,发生降温凝结,使结瘤进一步长大。
(4)改进包芯线、优化喂线工艺、提高钢液洁净度和更改水口材料等可改善钢液的可浇注性,从而减少水口结瘤的形成。
