宣钢三棒辊道连接轴机械系统改造实践
2021-07-27马玲玲
马玲玲
(河钢宣化钢铁集团有限责任公司二钢轧厂,河北 宣化 075100)
河钢宣化钢铁集团有限责任公司(全文简称宣钢)二钢轧厂三棒生产线于2014年9月份建成投产。该生产线由中冶京诚负责工厂设计,意大利达涅利公司负责轧线工艺技术设计,达涅利中国公司负责全线的设备,轧线的工艺设计、设备装备处于国内领先水平,设计产品包括直径Φ14~Φ90 mm的圆钢和Φ20~Φ50 mm的带肋钢筋。
鉴于圆钢市场效益问题,三棒于2019年5月23日由圆钢切改为螺纹钢,主要生产Φ22 mm、Φ25 mm、Φ36 mm、Φ40 mm规格螺纹钢,圆钢生产工艺组织要点侧重表面质量,生产高附加值产品,从而产生相应效益;螺纹钢表面质量相对圆钢要求较低,生产组织侧重产量,想要提升效益,应该从提升产量方面着手。
三棒产线经过一段时间的运行,已实现各规格螺纹钢的稳产,但受轧机后辊道电机[1]影响,成品速度最高只能达到13 m/s,为此实施了宣钢三棒辊道连接轴机械系统的优化改造,从提高作业率方面入手减少非计划停机时间、控制生产事故、减少换辊换槽频次及时间最终达到延长设备在线周期,减少非计划停机,提升产线作业率。
1 设备现状
1.1 入炉辊道连接轴机械设备现状
投入热接设备后,三棒钢坯入炉温度最高可达到700℃,热坯通过热辐射热和金属构件向入炉辊道联轴器传导传热,连接轴的工作温度最高可到120℃。入炉辊道采用梅花弹性联轴器,而弹性元件许用工作环境温度为-35~+80℃。弹性原件长时间在高温环境下工作,碳化后失去弹性,长时间运转发生变形,当两轴线有相对偏移时,无法自动补偿,失去了减震、缓冲作用,使金属爪盘凸爪刚性接触,岗位执行入炉操作时,联轴器频繁启动、正反转,金属爪盘发生磨损,甚至打牙,极大地缩短了联轴器使用寿命。
1.2 出炉辊道连接轴机械设备现状
三棒出炉辊道采用支撑辊[2],钢坯出炉温度为970~1020℃,提升过钢节奏后,轴承工作温度可达150℃,对润滑要求很高,但热坯出炉环境温度较高经常发生轴承油管烧损,导致轴承供油不足,另外过钢量的增加氧化铁粉增多,加剧了轴承的磨损,多次发生轴承抱死问题,维护难度大。
除鳞箱前后辊子电机受除鳞雾气腐蚀,极容易发生烧电机故障,致使辊子停转,热坯卡除鳞箱问题,影响轧制节奏。
1.3 裙板辊道连接轴机械设备现状
三棒生产圆钢时,最小规格为Φ20 mm,成品速度为11 m/s,月均生产1~2 d,其他规格成品速度为2~10 m/s不等,裙板辊道高速运转时间短;切改螺纹钢后成品速度提升为13 m/s,无特殊情况,基本满负荷生产,裙板辊道电机长时间处于高负荷运转状态,使辊道电机工作温度升高。
投入穿水后,螺纹钢上冷床[3]温度约900℃左右,长时间生产时,裙板辊道工作环境温度可达到150℃左右,轴承润滑油在高温环境中极容易发生板结、挥发、碳化等问题,导致轴承因缺少润滑而抱死,进一步导致辊道电机烧等问题,维护难度较大。
2 技术方案
2.1 技术方案分析
1)滚子链联轴器全部采用金属结构,适用于高温、多尘的工况环境。利用一条公用的双排链同时与两个齿数相同的并列链齿轮啮合来实现两半联轴器的连接传动,具有装拆方便、工作可靠、寿命长、成本低的优点。用滚子链联轴器代替梅花弹性联轴器解决了入炉辊道在高温、多尘的工况环境下工作弹性原件失效的问题。
2)热辐射只同温度和距离有关,一般与距离的三次方成反比,热辐射强度越大,温度越高,距离越近热辐射强度越大温度越高。所以在不改变润滑油型号的情况下,解决出炉辊道电机、轴承温度高的思路就是加大辊子与电机、轴承的距离。将出炉辊道改为悬臂辊,加大轴承座与辊子之间的距离,降低电机、轴承的热辐射及热传导传热,保证轴承充分润滑。增加电机与辊子之间的距离,降低其环境温度的同时,避免了除磷雾气对电机的影响,其寿命大大增加。
3)裙板电机轴承抱死主要原因是由于距离辊道近、工作温度高,使用连接轴增加电机与辊子的距离,可以降低电机工作温度,保证电机前轴承充分润滑,避免轴承因润滑不足引起的抱死现象。
2.2 技术方案实施
2.2.1 热坯入炉辊道改造
热坯入炉辊道由弹性联轴器更换为滚子链联轴器[4],能够适应高温、高粉尘的的工作环境,极大增加了轴承使用寿命,降低了职工维护难度。
入炉辊道联轴器更改前后对比如表1所示。
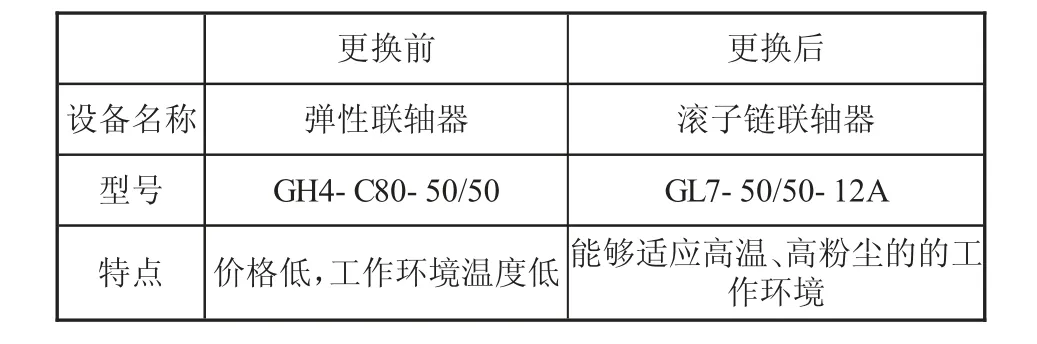
表1 联轴器更改前后对比表
2.2.2 出炉辊道改造
出炉辊道采用悬臂辊加大轴承座与辊子之间的距离,将原安装在辊子两侧的轴承,全部安装在电机侧(见图1),分别起到定位和调整作用。同时加长连接轴长度,定位轴承与辊道距离增加到627 mm,电机距辊道距离增加到1490 mm,轴承受热辐射,辊道电机受喷淋水汽的影响大幅度降低,提升设备使用寿命。

图1 出炉辊道改造图(mm)
出炉辊道改造前后对比如效果表2所示。
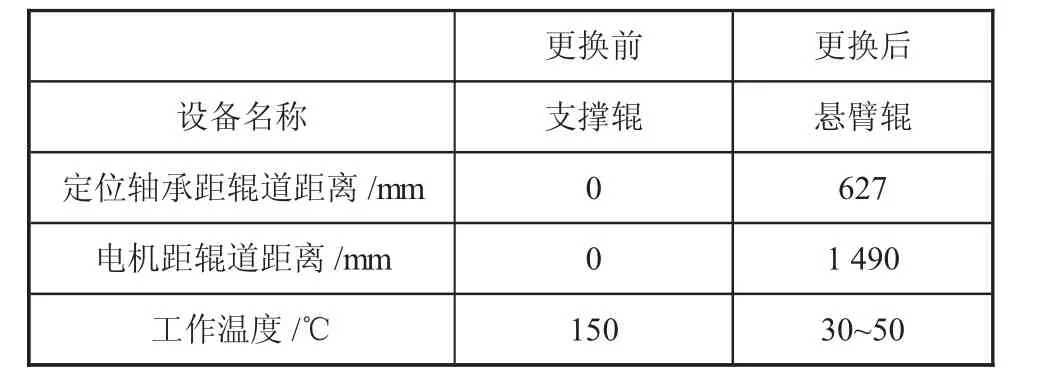
表2 出炉辊道改造前后对比表
2.2.3 裙板辊道改造
裙板辊道采用弹性柱销联轴器延长连接轴,使电机轴承距离热辐射源由100 mm延长到600 mm,轴承工作温度由150℃降低到50℃左右,保证了电机轴承的润滑质量,提升设备在线使用周期(见图2)。
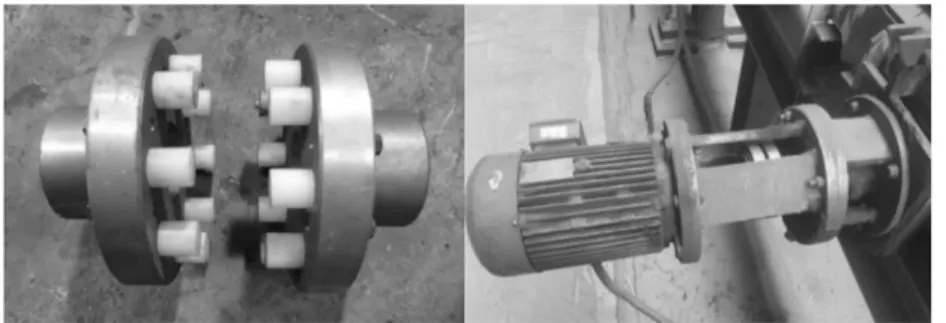
图2 裙板辊道改造图
裙板辊道改造前后对比效果如表3所示。
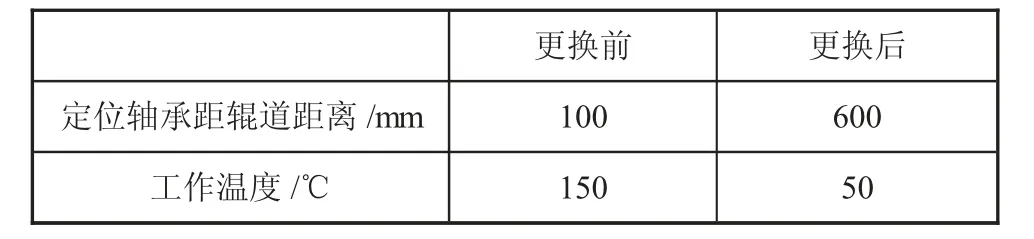
表3 裙板辊道改造前后对比表
3 实施效果
入炉辊道、出炉辊道、裙板辊道连接轴机械设备系统改造完毕之后效果良好。改造前入炉辊道联轴器每月更换5~6套,出炉辊道辊子带联轴器每月更换6~7个辊子,裙板辊道每月更换20~30个,改造后,辊子在线使用周期延长,入炉辊道及裙板辊道更换联轴器后截止目前未发生损坏,出炉辊道改造后因辊子磨损严重正常下线一组。入炉辊道弹性联轴器555元/套,每月更换5~6套,出炉辊道原支撑辊2831元/套,每月更换6~7个辊子,裙板辊道每月更换20~30个,每年可节约备件费用约90万元。
4 结语
系统投运后取得了良好的效果,热坯入炉辊道改造为滚子链联轴器,出炉辊道采用悬臂辊加大距离,裙板辊道采用弹性柱销联轴器。轧线各区域辊子及联轴器机械系统改造完毕之后,解决了高温、高负荷运转下联轴器及辊道电机频繁损坏问题,增加在线使用周期及减少设备故障时间,每年可节约备件费用约90万元。
