有限元技术应用于碳纤维复合材料切削加工研究现状
2021-07-27吉林农业科技学院机械与土木工程学院佟沐霖于振文张亚杰常影刘雨婕
吉林农业科技学院机械与土木工程学院 佟沐霖 于振文 张亚杰 常影 刘雨婕
前言
CFRP在应用中最常用的加工方式是钻削和铣削,复合材料的组成部分有基体和增强材料,CFRP是由树脂基基体和纤维增强材料采用不同铺层方式复合而成,因为其特殊的组成方式,CFRP的性能是各向异性,致使其在加工过程中每个方向呈现不同特性[1]。CFRP在切削加工过程中最容易出现的问题就是毛刺、分层、撕裂 ,加工CFRP的刀具以及材料板价格高 ,在加工过程中会产生大量切削粉末,对环境影响较大,因此利用有限元技术来研究CFRP切削加工是十分必要的。
1 运用ABAQUS研究CFRP切削现状
国外学者OzdenIsbilir等人基于有限元仿真软件ABAQUS,建立了碳纤维复合材料的三维切削模型,在此基础上提出了缺陷综合模型,通过仿真模拟分析研究不同几何参数的刀具对切削加工碳纤维复合材料表面质量的影响规律[2]。
中北大学学者运用ABAQUS有限元仿真软件对钻头钻削CFRP板的过程进行了模拟[3]。 工艺参数选择主轴转速为1200rpm、1500rpm、1700rpm, 进给量为2mm/s; 主轴转速为2000rpm、2200rpm, 进给量为3mm/s; 主轴转速为2700rpm、3000rpm、3200rpm,进给量4mm/s。在此切削参数下得到了钻削过程中CFRP板的应力变化图以及铺层纤维的拉伸剪切损伤情况等。
中北大学利用ABAQUS软件建立了纤维角度为0°、45°、90°、135°时的二维切削有限元模型,得到了不同纤维角度和不同切削深度对CFRP切削加工过程中应力的影响情况,拟合了最大应力随纤维角度的变化曲线,如图1所示[4]。
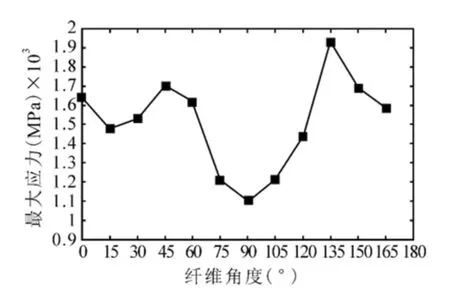
图1最大应力随纤维角度的变化曲线
东华大学采用ABAQUS软件对三维双轴向经编针织CFRP进行了钻削过程的仿真,得到了在切削参数主轴转速为500rpm,进给速度为110mm/min时PCD钻头的轴向力的值,如图2所示。
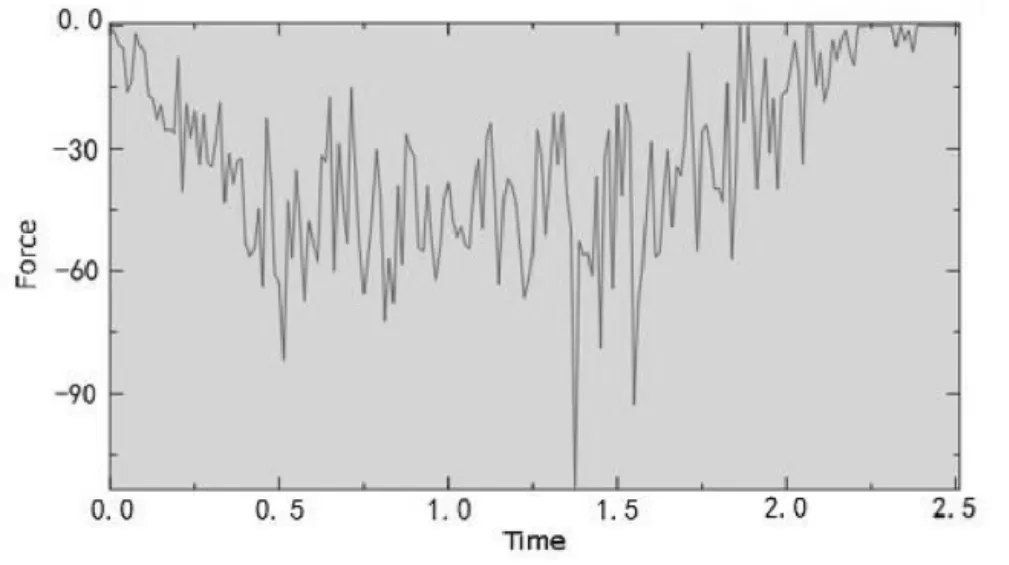
图2轴向力变化曲线图
南京航空航天大学采用ABAQUS仿真软件自定义了CFRP力学本构模型,并建立了CFRP加工过程的有限元仿真模型,分析了不同切削参数下大孔径钻削过程中轴向力、扭矩和分层情况,通过实验和仿真结果对比轴向力及扭矩最大相对误差分别为15%、19%。
南昌航空大学熊威龙等应用有限仿真软件ABAQUS首先建立了碳纤维复合材料的二维切削模型,接着对加工过程进行了有限元仿真,模拟结果得到了切削力与背吃刀量的变化对加工表面质量的影响规律。结果表明:背吃刀量值增加,切屑的变形比较明显。当背吃刀量值为0.6mm时, 可以获得较好的加工表面 ,此时出现的毛刺最少 。相比其他数值的背吃刀量加工的工件 ,表面出现了凹凸不平 、不光滑等现象 ,不能获得较好的表面质量[5]。
秦旭达等人应用有限元仿真软件ABAQUS建立了二维切削的有限元仿真模型 , 针对不同纤维方向的CFRP进行了切削加工过程的仿真模拟,对仿真结果进行分析,得到了不同纤维方向下加工CFRP的表面质量。以纤维铺层为0°、45°、90°、135°为例,分析切削加工中应力的变化规律 ,以及碳纤维复合材料切削过程中对表面质量的影响。通过模拟仿真结果分析如下:纤维的铺层不同,在加工过程中所受应力的大小也就不同 ,应力的大小直接影响了加工CFRP的表面质量 , 应力值大得到的加工表面质量较差,应力值小得到的表面较光滑。且通过对单向纤维切削加工过程分析发现纤维铺层为135°时,加工的表面存在很多缺陷 ,但在纤维铺层角度为0° 、45° 和90 ° 时 ,切削加工碳纤维复合材料的表面较光滑、无毛刺[6]。
2 运用DEFORM研究CFRP切削现状
江苏大学应用DEFORM有限元仿真软件进行CFRP铣削过程的仿真[7]。 首先选用Pro/E对CFRP板和刀具进行建模 ,CFRP板建立为长方体模型 ,刀具采用立式四齿铣刀 ,刀具参数为 :齿数4 、前角0°、直径5mm、螺旋角30° 。 切削参数的选择 :刀具材料为PCD,铣削用量为铣削深度0.2mm,进给量0.02mm/r,径向切深0.3mm, 主轴转速为8000rpm、9000rpm、10000rpm、11000rpm、12000rpm。通过仿真模拟得到各参数对铣削力 、铣削温度、工件表面应力、刀具磨损、加工质量的影响[7]。
大连交通大学运用DEFORM-3D有限元软件对麻花钻钻削CFRP板过程进行仿真 ,得到了钻孔过程中切削温度 、轴向力及扭矩的变化规律,如图3所示。并针对不同的主轴转速和进给速度进行了仿真分析, 得到了不同切削参数下钻削碳纤维复合板的轴向力和扭矩的变化规律 ,通过模拟结果发现不同切削参数下得到的轴向力和扭矩的变化规律是相同的。 针对单一因素分析,主轴转速越高 ,轴向力越小;在主轴转速一定范围内,进给速度对轴向力的影响呈一致性; 轴向力随进给速度的变化呈平缓趋势[8]。
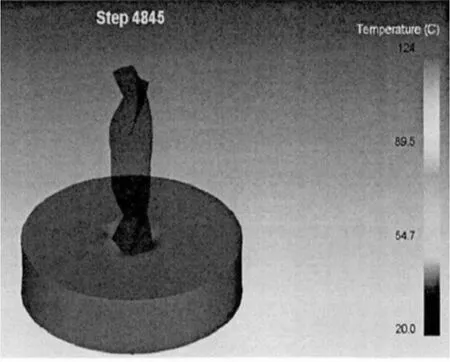
图3切削温度的仿真图
西北工业大学的学者针对碳纤维复合材料板 , 应用Deform-3D仿真软件进行钻削过程的仿真研究,得出了钻削过程中切削力和扭矩的变化规律[9]。
哈理工大学应用DEFORM进行PCD刀具钻削CFRP板过程的仿真模拟,模拟碳纤维复合材料的钻削过程 ,得到主轴转速为3000rpm且进给速度为210mm/min的切削力和扭矩的变化曲线,进而得到钻削力的变化规律[10]。
3 总结
为了降低成本且有效提高碳纤维复合材料切削加工的表面质量,运用有限元技术研究CFRP的切削加工已经越来越广泛,目前应用较多的软件是ABAQUS和DEFORM。ABAQUS在研究纤维方向对切削力以及加工表面质量的影响比较有优势 ,DEFORM在分析切削过程中切削力及切削温度等方面比较好 。 总之,利用有限元技术来研究复合材料的切削是此领域的趋势。
