频谱分析技术在海洋石油机泵设备常见故障诊断中的应用
2021-07-23李政
李 政
(中海油能源发展装备技术有限公司,天津 300450)
0 引言
机泵类设备在海上平台和浮式储油轮FPSO等工业生产中有广泛的应用。海上油田主要常见的机泵有单级离心泵和多级离心泵、螺杆泵等。
机泵类设备在海上动设备中故障率相对较高,且机泵类设备在使用过程中会出现不平衡、不对中、轴承磨损、松动等常见故障,占整个故障类型的90%左右。如果不能及时发现这些故障,会造成相应的机泵停机甚至停产,从而给油田生产带来重大经济损失。
频谱分析技术是随着现代电子信息和计算机技术及数字信号处理技术发展起来的,是动设备状态监测技术的一种有效的重要手段。通过对动设备现场布置振动传感器,采集设备运行时振动信号,然后对采集的振动信号经过数采器的硬件部分和计算机中安装的振动信号分析软件进行傅里叶等处理手段,从而得到动设备振动信号的频谱图。通过分析设备振动信号中幅值较大的频率成分,即表征设备故障信息,达到对动设备故障诊断分析。设备出现故障时,设备故障频率会表征在频谱中,通过对设备振动频谱的分析,可以找到设备部件对应的故障原因和类型,从而提前预知动设备损坏的具体部位,有针对性地指导设备维护维修,保障动设备本质安全和可靠运行。
1 机泵类设备常见故障形式及对应案例频谱分析
1.1 转子不平衡
不平衡一般在机泵上主要是因为转子制造质量偏心,或使用过程中转子磨损、积灰等,导致转子出现缺陷和损伤,造成转子不平衡故障。
转子不平衡故障的频谱特点:
1)频谱中主要为工频幅值振动,即最大峰值为工频,振动方向以垂直或径向为主。若转子为悬臂支承形式,则将有轴向分量。
2)在一阶临界转速下,工频振动幅值随转子转速升高而增大。
3)频谱图中一般很少出现工频的高次谐波分量。
4)振动信号原始时域波形近似为正弦波。
5)轴心轨迹为椭圆。
6)相位稳定。
某平台注水泵机组,电机振动幅值较高,最高值为19.15 mm/s,在1H、1V、2H、2V等测点测量的振动的频谱图中主要为工频幅值振动,无高次谐波分量,振动信号原始时域波形近似为正弦波。电机测点具体的频谱图和时域波形图如图1、图2所示。

图1 不平衡故障频谱图Fig.1 Spectrum of unbalance fault

图2 不平衡故障时域波形图Fig.2 Time domain waveform of unbalanced fault
根据实际测量频谱综合判断,符合不平衡故障的典型频谱特征,因此诊断为电机转子动不平衡。对电机转子做动平衡后,电机振动恢复为正常水平。
1.2 机组不对中
不对中主要指驱动设备转子与被驱动设备转子之间的连接对中,具体表现在联轴器两端转子的对中程度上。
不对中类型主要分为平行不对中和角度不对中,及平行和角度不对中叠加在一起的混合不对中。通常人们普遍认为机械振动主要是不平衡故障所导致,但就机泵类设备而言,75%左右的振动是由不对中引起的,这点尤其在海洋石油生产动设备故障中非常常见。
不对中故障的频谱特点:
1)较小幅值的转子工频,转子2倍工频峰值较大即2X工频峰值较高。
2)对中程度逐渐偏差和增加,轴向振动分量也会逐渐增加。
3)振动信号的原始时域波形呈畸变的正弦波。
4)联轴器两边振动相位呈180°反向。
5)如果2X工频幅值大于1X工频处的一半或以上时,则说明不对中程度增加。
6)轴心轨迹为月牙形、香蕉形,严重对中不良时的轴心轨迹可能出现“8”字形。
某平台外输泵机组,电机振动幅值增大,在采集振动信号时发现电机驱动端轴振动速度总值由之前的1.8mm/s上升至8.0mm/s,对比水平和垂直及轴向振动,发现轴向振动幅值增加最明显,频谱中主要以转子工频的和转子的2X为主,其中转子的2X峰值较大且突出,如图3所示。
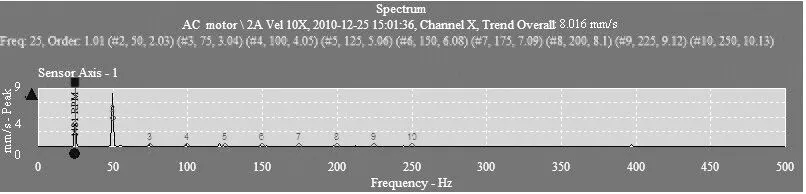
图3 机组不对中时的频谱图Fig.3 Spectrum of unit misalignment
根据实际测量频谱综合判断,符合机组不对中典型频谱特征,尤其是轴向振动幅值增加最明显,因此诊断为机组不对中。对机组重新对中后,振动下降到2.5mm/s,如图4所示。

图4 重新对中后的频谱图Fig.4 Spectrum after re alignment
1.3 轴承故障
机泵结构中的轴承大多数主要是滚动类轴承,滚动类轴承也是旋转机械中应用最多的机械零部件,属于易损耗部件之一。滚动轴承在使用过程中,由于锈蚀、疲劳剥落、断裂,磨损擦伤等原因都可能使轴承过早损坏。即使是运行条件良好,当轴承运转到一定时间以后也会出现磨损和疲劳剥落而不能正常工作。
轴承故障的频谱特点:
滚动轴承润滑不良,主要表现为振动加速度值和加速度包络值升高,且加速度频谱中高频峰值较高和加速度包络谱中地脚能量丰富,补充润滑剂后加速度总值和加速度包络值有显著的下降趋势。有时也会遇到补充润滑剂后,振动加速度值和加速度包络值没有下降趋势,这种情况大多数可能是由于轴承间隙不当或其他因素导致振动升高。
一般情况下滚动轴承出现故障都会表现为振动总值较大且趋势有显著的上升现象,在加速度包络谱中存在(外圈、内圈、保持架或滚动体)轴承故障频率及其谐波,加速度时域波形有明显冲击现象,同时时域波形的振动幅值较高。严重时,在速度频谱中也会出现轴承故障频率及其谐波,用金属棒或听诊器在现场还能听到明显的异常噪声。滚动轴承出现严重故障时需要及时更换轴承,否则容易造成抱轴等突发故障,导致设备严重故障。
某平台一台离心式原油外输泵,泵端轴承运行时出现故障,振动总值升高。当时采集的轴承频谱图,如图5所示,具有滚动轴承出现故障时的频谱特征。随之停机对该轴承检修,发现轴承外圈已经非正常磨损导致轴承跑外圆,轴承磨损较严重。随后更换轴承后,振动有了显著下降趋势。
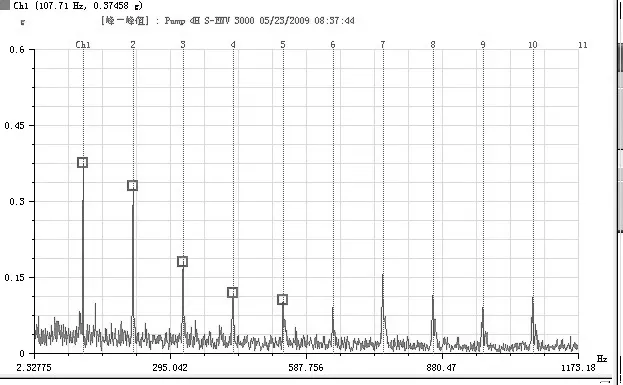
图5 泵轴承故障对应的加速度包络频谱图Fig.5 Acceleration envelope spectrum of pump bearing fault
轴承安装不当,更换轴承后由于轴承间隙不当,此时轴承振动包络频谱中可能也会存在轴承故障缺陷频率,这种情况需要重新安装,调整轴承间隙/游隙。
1.4 松动故障
机泵故障中松动故障比较常见,而且对设备的损坏程度也较大。机械松动不单是振动的主要因素,而且机械松动可加剧振动状态。因此,机械松动使设备的振动比单有如不对中或不平衡时的振动更大。一般在解决设备同时存在多个故障情况下,优先要解决设备松动问题,其次再解决其他故障问题。一般在机泵类设备中主要松动类型有旋转松动、结构松动、轴承座松动。
松动故障的频谱特点:
1)发生旋转松动故障时,频谱中主要为1X及其多次谐波,有时可能扩展到10X或者以上。其中,滑动轴承游隙/间隙偏大后可能会产生0.5X的谐波。产生的主要原因是摩擦或严重的冲击作用,有时可能会产生1/3X的谐波,主要因零部件安装不当引起。
2)发生结构松动时即设备与它的基础之间出现松动,往往在刚性较弱的地方,且通常在水平方向易出现1X振动,但具体也要根据实际情况而定。如果松动情况严重,尤其是在垂直安装的机组上,往往会产生低阶1X谐波。这时就比较难分辨到底是因不平衡、基础松动或者是柔性化导致。如果水平方向工频振动比垂直方向上的工频振动大很多,很可能就是松动所致;相反,如果水平方向工频振动比垂直方向上的工频振动小或相等,那么其出现不平衡的可能性就比较大。基础松动或基础柔性化是紧固连接件的螺栓松动、腐蚀或裂纹所致。(注意:如果机组安装基础的弹性比较强,水平和轴向的振动要强的多)。
3)发生轴承座松动故障时,频谱中工频,2倍工频和3倍工频处皆有振动分量,但一般很少存在其它谐波,在松动严重的情况下可能会产生0.5X的波峰。
4)松动故障振动原始信号时域波形较紊乱。
5)松动故障时一般相位不稳定,每次测量相差很大。
某平台热介质循环泵,在监测时发现电机轴向和垂直方向振动值较高。电机端振动速度总值轴向和垂直方向最高分别达到13.43mm/s和12.18mm/s,表1是2011年2月28日发生松动故障时测试的振动速度总值(单位mm/sec、采用有效值)。机组频谱中工频分量突出,并伴有相对较高幅值的多次谐波频率,时域波形存在紊乱现象,如图6所示。

图6 机组存在松动故障时的频谱图和原始信号时域波形Fig.6 Frequency spectrum and time domain waveform of original signal in case of looseness fault

表1 机组松动故障时采集机组各测点振动速度总值Table 1 Total value of vibration velocity at each measuring point of the unit in case of looseness fault
根据实际测量频谱和现场具体情况综合判断,符合机组松动典型频谱特征。判断电机振动较大的原因主要与电机部位基础撬块螺栓松动有关。尤其是电机非驱动端部位处,现场监测电机非驱动端一侧地脚螺栓存在紧固不实,螺栓对机组撬块几乎没有紧固作用。由于地脚螺栓松动,导致受力不均衡,机组运转时容易产生内应力,长期在内应力作用下还会导致机组联轴器对中易发生改变。
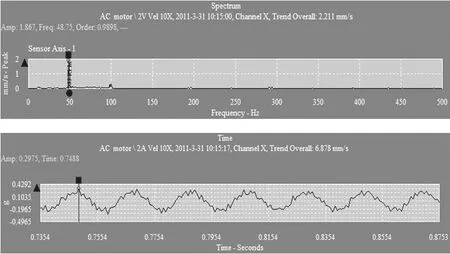
图7 机组松动故障处理后的频谱图和原始信号时域波形Fig.7 Spectrum diagram and time domain waveform of original signal after treatment of unit looseness fault
现场对机组各个地脚螺栓采取有针对性的紧固,即根据现场实际情况对每个螺栓用不同力矩进行调整紧固。最终通过振动测试找到振动最小值,确定为最佳紧固点和紧固力矩,经过多次振动监测测试和调整地脚螺栓紧固力矩,使机组振动速度总值降到当前现有条件的最低。表2是2011年3月份调整和重新紧固地脚螺栓后测试的振动速度总值(单位:mm/sec、采用有效值)。

表2 机组松动故障处理后采集机组各测点振动速度总值Table 2 The total value of vibration velocity at each measuring point of the unit after handling the looseness fault
2 结语
机泵类设备最常出现的故障有不平衡、不对中、轴承磨损,松动等故障,掌握机泵设备故障诊断的分析原理和方法是准确诊断机泵设备常见故障的前提。针对不同的故障特征,采用频谱分析方法可以有效地监测并诊断出这些故障,从而指导机泵类设备的维护和维修,将设备故障消除在萌芽和发展阶段,有效预防设备故障恶化或发生事故性故障。总之,机泵类设备运行状态监测及故障诊断技术是建立在多个学科基础之上的,具有技术基础可靠性高,工程应用性强,与高新技术发展密切相关等特点。现在不断完善的监测技术手段也被更多的应用到实际生产中,这要求工程技术人员掌握更多的理论知识,同时要经常深入实际,积累现场经验,使诊断更能准确地指出故障位置和故障程度,以采取最合理的维修手段,保证设备的正常运行,提高设备的可靠性和管理水平。既节约了人力财力,又不影响正常的生产生活,从而创造更大的经济效益和社会效益。
