标准麻花钻的刃磨技巧与口诀
2021-07-20钱锋
钱锋
杭州萧山技师学院 浙江杭州 311201
1 序言
虽然现代化企业中大量使用高精度一次性刀具,但中小直径麻花钻的手工刃磨还是比较普遍,特别是在小批量、单件生产中,作为钳、车和数控等操作人员,熟练掌握麻花钻的刃磨更是一项重要的基本功。
标准麻花钻刃需要刃磨2个主后刀面,刃磨面为圆弧面,刃磨后形成3条刃(1条横刃、2条主切削刃)和3个角(顶角118°±2°、横刃斜角50°~55°和外缘处后角10°~14°),且要求2条主切削刃高度尽量相等,属于手工刃磨难度最高的刀具之一。
在刃磨前必须充分了解标准麻花钻的正确角度,可以找一支较大的新钻头作为样本,仔细观察其结构和角度,在刃磨过程中不断与其比对,随时纠正。
2 刃磨口诀与要领
对于新手,不要急于开机刃磨,应先找一个类似砂轮的圆盘零件或在静止的砂轮机上,按照“一角二平三动作”的口诀进行模拟练习。
1)“一角”即60°角。是钻头轴线与砂轮外圆面母线呈60°角,也就是麻花钻顶角118°±2°的一半。如果对角度没概念,可以用角度尺测量。一定要牢记并控制这个角度,整个刃磨过程中此角度始终保持不变,是刃磨麻花钻保证刃角正确的前提条件。
2)“二平”是指将钻身和主切削刃放置水平。右手在前,手指前端捏在麻花钻螺旋槽处,麻花钻头部露出20mm左右。左手在后,手指捏住钻柄,右手手指靠在托架上(砂轮机托架调至砂轮中心高度),将钻身摆放水平,然后旋转麻花钻至主切削刃处于水平位置。
刃磨过程中,应确保钻头主切削刃始终处在高于砂轮中心线的位置。在开始刃磨前摆放好正确位置,做好“一角二平”,是正确刃磨麻花钻必须要做好的前提条件。
3)“三动作”是指“左压、前推、略带转”。“左压”(主动作)即左手下压,麻花钻以右手为支点,钻头部上翘。“前推”(进给动作)即两手同时向砂轮推送麻花钻。“略带转”(辅助动作)即麻花钻绕自身轴线做顺时针旋转。这3个动作必须相互结合、同时完成,单独做1个或2个动作是无法正确刃磨好麻花钻的。进行完“三动作”后(即完成1次刃磨),要把麻花钻恢复到“一角二平”位置,再重新开始“三动作”,如此重复刃磨,才能磨出正确刃面。
3 刃磨质量与动作分析
没有做到“一角二平”刃磨出的形状变化复杂,难以分析,以下分析都建立在做好“一角二平”的前提下。
因为“三动作”是相互结合的,所以任何1个或2个动作不到位都会影响刃磨角度。具体分析如下。
(1)顶角>118°±2°或顶角<118°±2° 具体分析如下。
1)产生原因:刃磨时没有正确控制“一角”大小,刃磨过程中钻头轴线与砂轮外圆面母线的60°夹角发生变化。
2)导致问题:引起顶角过大或过小,或使主切削刃呈凸弧形,影响麻花钻顶角及外缘处刀尖角强度,缩短使用寿命。
3)解决方法:刃磨过程中,始终要确保钻头轴线与砂轮外圆面母线呈60°角,可用角度样板测量角度,从而确保刃磨出正确的顶角。
(2)主后刀面圆弧不顺滑且出现多个面 具体分析如下。
1)产生原因:刃磨动作不连贯或刃磨时没有从主切削刃处开始。
2)导致问题:刃磨角度无法准确控制,孔径和孔壁质量无法保证。
3)解决方法:主后刀面要刃磨光滑,需要进行多次练习,直至刃磨动作连贯流畅。麻花钻开始接触砂轮时动作要缓慢,仔细观察是否有火花从前刀面流出,有流出即说明主切削刃已经被刃磨到了。
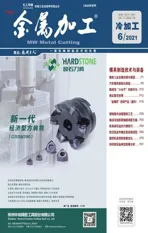
(3)主后刀面后部出现“翘尾巴”现象 具体分析如下。
1)产生原因:刃磨时“左压”的动作幅度不够,导致主后刀面后部未刃磨到(见图1)。
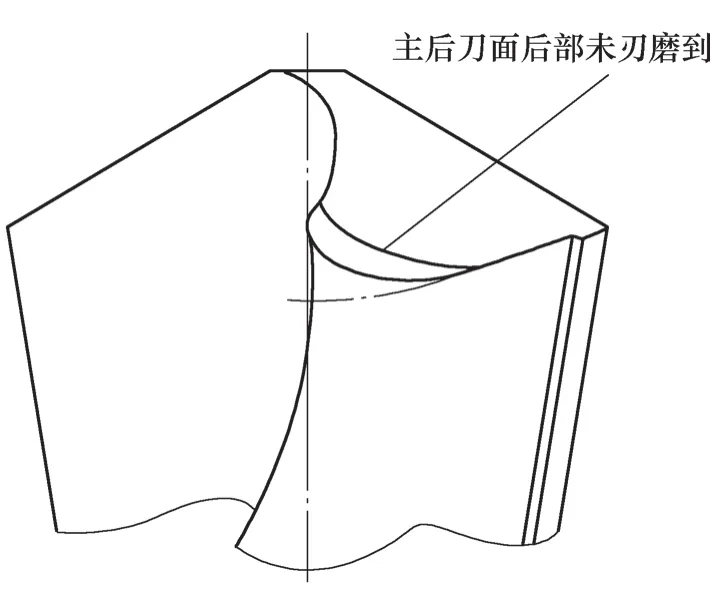
图1 主后刀面后部未刃磨到
2)导致问题:在钻孔时,此部位可能会高于主切削刃,使钻头无法正常进给。
(4)主后角过小或出现负后角 具体分析如下。
1)产生原因:刃磨时“前推”的动作力度不够,导致主后刀面刃磨量少,或在低于砂轮中心处刃磨,会使主后角过小,甚至产生负后角。
2)导致问题:钻孔时无法正常进给,或轴向抗力增大。产生切屑薄,甚至无切屑,无法顺畅切削钻孔。
3)解决方法:麻花钻外缘处的后角应为10°~14°。刃磨时,在主切削刃接触砂轮后,逐渐增大两手向砂轮推送麻花钻的力度,从而增大主后角。与相同大小的标准钻头进行比对,调整角度,保证两点等高主后角为0°(见图2)。提高刃磨位置,确保刃磨位在砂轮中心以上。

图2 两点等高主后角为0°
(5)主后角过大导致外缘处锲角薄弱 具体分析如下。
1)产生原因:刃磨时“前推”的动作力度太大,或砂轮的刃磨位过高,致使主后角偏大。
2)导致问题:钻孔时,孔坑会出现呈三棱锥或五棱锥形,孔壁处产生沟槽。外缘处楔角薄弱,会缩短钻头使用寿命,增加刃磨次数,降低生产效率。
(1)规范性原则。在电网“三集五大”重要战略要求下,运营在线监测系统架构设计各部分内容,应该按照电力企业相关技术规范、架构设计规范等要求进行设计。
3)解决方法:刃磨时,在主切削刃接触砂轮后,逐渐减轻两手向砂轮推送麻花钻的力度,从而增大主后角。
(6)横刃斜角<50° 具体分析如下。
1)产生原因:刃磨时“略带转”的动作幅度过大,致使横刃斜角<50°。
2)导致问题:刃磨时钻身转动幅度大,横刃斜角被磨小,横刃会加长,甚至会被磨掉部分或全部主切削刃,使主切削刃变钝。导致无法正常钻孔,大幅度增加切削力和轴向抗力。
3)解决方法:刃磨时,减少麻花钻绕自身轴线做顺时针旋转动作的幅度,逐渐增大横刃斜角,保证横刃斜角角度为50°~55°(见图3)。
图3 横刃斜角
(7)横刃斜角>55° 具体分析如下。
1)产生原因:刃磨时“略带转”的动作幅度过小。
2)导致问题:横刃斜角>55°会引起横刃前角变小,同样会导致切削力和轴向抗力的增加。
3)解决方法:刃磨时,略微加大麻花钻绕自身轴线做顺时针旋转动作的幅度,逐渐增大横刃斜角。
(8)两主切削刃高度不相等 具体分析如下。
1)产生原因:刃磨时2个主后刀面磨去的量无法确定,加之没有仔细目测并控制两主切削刃高度。
2)导致问题:钻孔时形成单刃切削,切屑只在一边出现。因为两主切削刃高低不等(见图4),钻心也发生偏离,严重的会引起钻头定心不良、工件晃动及孔径扩大等问题。

图4 两主切削刃高低不等
3)解决方法:刃磨好两面后,钻头向上举起,与眼睛等高,对着柔和光源仔细观察2条主切削刃高度,通过反复旋转180°进行对比,也可以借助测量工具进行检查。
4 结束语
麻花钻的修磨和应用都要建立在能够熟练刃磨标准麻花钻的基础之上,标准麻花钻的刃磨动作以“一角二平”为基本条件,并协调好“左压、前推、略带转”这3个动作之间的关系。“一角二平三动作”能够给初学者提供操作依据,使其更快速地掌握标准麻花钻的刃磨。
标准麻花钻刃磨完整口诀如下:钻轴斜放定“一角”,磨位要比轮心高;钻身主刃“二平”放,刃磨起始均做到;左手下压略带转,双手齐推出后角;“三动作”间互协调,刃部起磨渐轻靠。