吊楔修边、吊楔冲孔复合模具结构
2021-07-20任志国苏传义何刘军王鑫
任志国,苏传义,何刘军,王鑫
1.一汽集团股份有限公司蔚山工厂 吉林长春 130012
2.一汽集团股份有限公司 吉林长春 130011
1 序言
轿车整体式行李箱外板牌照灯处的冲孔方向一般与该侧修边方向不同,冲压工艺内容通常是先吊楔修边,然后吊楔冲孔,分成两个工序完成。
2 产品及冲压工艺说明
某轿车行李箱外板材料H140-05,料厚0.7mm。行李箱外板上面有3组不同方向的孔,如图1所示,第1组孔:车标安装孔2个;第2组孔:牌照灯处的孔11个;第3组孔:牌照安装孔4个。

图1 行李箱外板
该件的冲压工艺为op10拉延,op20吊楔修边、吊楔冲孔,及op30翻边吊楔翻边共3道工序,外加一套冲孔工装(冲4个牌照安装孔,在焊装车间完成)。
主要介绍op20吊楔修边、吊楔冲孔复合模具结构,其工艺内容如图2所示。在牌照侧,CAM1冲压方向与水平方向成50°角,通过CAM1吊楔修边、吊楔冲孔将该侧边全部修掉,并且将第1组孔即2个车标安装孔冲出;CAM2冲压方向与水平方向成25°角,通过CAM2吊楔冲孔将第2组孔即11个牌照灯处的孔全部冲出。在风窗侧,通过CAM3吊楔修边将该侧边全部修掉。

图2 op20吊楔修边、吊楔冲孔工艺内容示意
3 吊楔修边、吊楔冲孔复合模具结构
通过图2所示的工艺内容可以看到,在牌照侧,CAM1、CAM2的冲压方向相差25°,在同一个剖面上,一套模具同时布置了两个吊楔结构,如何避免两个吊楔结构的干涉,是需要解决的主要问题。另外要充分考虑模具的强度,满足模具强度要求及模具装配、维修拆卸的需要。复合模具结构如图3 所示。
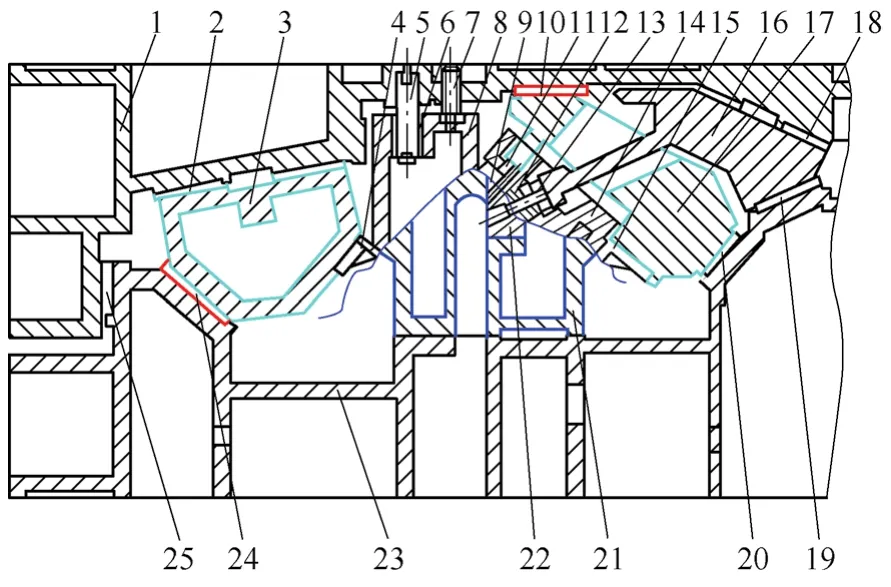
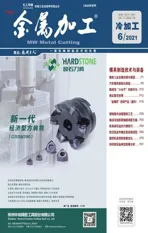
图3 吊楔修边、吊楔冲孔复合模具结构示意
吊楔CAM1与吊楔CAM2之间的装配关系如图4所示,CAM1滑块的形状如图5所示,CAM2滑块的形状及上面安装的冲孔凸模、固定板如图6所示。

图4 CAM1与CAM2之间的装配关系示意
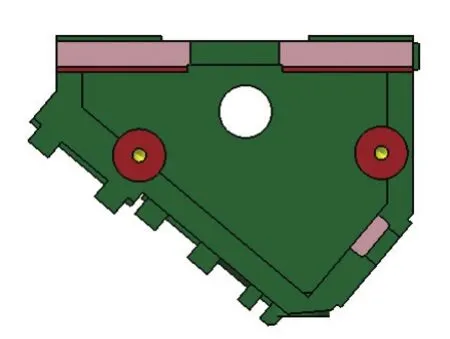
图5 CAM1滑块
从图3~图6可以看出,CAM1滑块为铸件,尺寸比较大,为框架结构,具有足够的强度、刚度。上面安装修边凹模镶块、压料板和压料板镶块等,中间有一个大的矩形孔,用于躲避CAM2滑块,为CAM2滑块穿过留有足够的空间。CAM2滑块为铸件,工作方向上较长,需要穿过CAM1滑块中间的矩形孔,因此设计了多条加强筋,以满足零件强度的要求。CAM2滑块上面主要安装冲孔凸模、固定板(见图3中件13),完成冲第2组共计11个孔的功能。
图6 CAM2滑块及冲孔凸模、固定板
4 模具工作过程
1)将制件放在凸模上,靠形状定位。
2)上模随压机滑块一起向下运动,压料板将制件压紧在凸模上。
3)压机滑块继续向下运动,CAM1滑块与CAM1斜楔导板接触,CAM1滑块开始运动,压料板、压料板镶块将制件压紧在凸模上。
4)压机滑块继续向下运动,CAM2滑块与CAM2斜楔导板接触,CAM2滑块开始运动。
5)压机滑块继续向下运动,CAM1、CAM2分别完成修边和冲孔工作。
6)压机滑块开始向上运动,CAM2滑块开始回退,然后CAM1滑块开始回退,压料板、压料板镶块与制件脱离。
7)压机滑块继续向上运动,压料板与制件脱离,滑块运动到上死点,完成一个工作循环。
5 注意事项
(1)避免模具干涉 CAM1滑块、CAM2滑块两者运动方向不同,空间有限,因此容易干涉。设计时,要画出模具行程线图,确定好初始位置的状态,留出足够的空间,避免零件干涉。
(2)模具的装配、拆卸 拆卸时,先将CAM1滑块上的压料板镶块拆下,然后拆下CAM2滑块上的冲孔凸模和固定板,然后将CAM1滑块总成拆下(沿倾斜方向吊出),最后拆下CAM2滑块总成。模具装配过程与拆卸过程相反,不再赘述。可以看出,模具装配和拆卸相对比较复杂,必须严格按照操作指导书进行操作,否则可能会损伤模具。
6 结束语
吊楔修边、吊楔冲孔复合模具结构可以实现修边方向与冲孔方向不同时一套模具即可完成修边冲孔,节省一套模具的目的。该模具结构已经在我公司完成了大批量生产验证,已经成为标准典型结构。