全自动鲜莲子剥壳去膜机设计及试验*
2021-07-15朱建锡费焱陈斌郑涛陈长卿冯建成
朱建锡,费焱,陈斌,郑涛,陈长卿,冯建成
(浙江省农业机械研究院,浙江金华,321017)
0 引言
莲子作为我国特色农产品,种植区域主要集中在浙江、福建、江苏、湖北、湖南、台湾等省份[1-3]。其中,武义宣莲、福建建莲、湖南湘莲、广昌白莲并称为中国四大名莲[4]。经过有关部门对全国多个城市的食品、中药材和保健品三个市场调查研究,发现从2010年至今,市场对莲子及其副产品(荷叶、莲芯、莲须、荷梗、莲藕等)的需求量每年都在增加,价格每年也都在上涨[5-6]。
将莲子从莲蓬中取出后,首先需要对鲜莲进行剥壳和去膜[7]。我国对莲子剥壳去膜技术的研究主要集中在高校和大型莲子加工企业,剥壳去膜技术经过十几年的发展,由最初的手工,半自动加工方式发展到现在的剥壳去膜一体机,在效率方面有了很大的提高[8-14]。但现有的鲜莲剥壳去膜机采用纯机械式设计[15],各工作部件均由主电机通过机械传动机构驱动[16],传动复杂,所用零件非标定制,生产成本高,稳定可靠性差,对莲子的自适应程度低,加工过程中容易对莲子造成损伤[17-19],造成莲仁表面割痕或搓伤,烘干后的白莲色泽灰暗,刀痕明显,影响销售。
针对目前市场上的鲜莲子剥壳去膜机传动复杂、各工作部件相互关联,调节困难等问题,参考现有的鲜莲子剥壳、去膜机理,将鲜莲子剥壳去膜机进行模块化、电气化改进设计,以期设计一款结构简单、可靠稳定、售价便宜、参数调节方便的全自动剥壳去膜机供莲农使用。
1 整机结构
1.1 整机结构及工作原理
设计的全自动剥壳去膜机主要包括循环水箱、机架、主输送装置、进料装置、剥壳装置、去膜装置及电气控制装置和辅助装置等部件,如图1所示。其中,进料装置安装在机架面板前方,以实现鲜莲子的逐颗连续进料;进料装置下方设有主输送装置,完成鲜莲子在整个工序上的输送;在进料装置右侧,输送带传送方向上依次安装有割刀部件(在鲜莲子短径方向对莲壳进行环切)、滚搓去壳部件(在输送带和压板的共同作用下,使切割后的莲壳能够在一定距离内掉入)、水冲去膜装置(对莲仁进行夹持旋转,并使用具有一定压力的水刀对莲膜进行去除);在输送带末端,水冲去膜装置下方安装有滑槽,以实现对莲仁的收集。变频调速电机、滑轨、电磁铁、限位开关等动力、控制部件安装于机架背面。整机主要技术参数如表1所示。
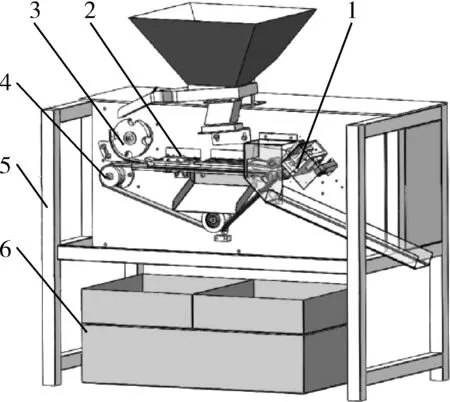
图1 鲜莲子剥壳去膜机整机三维结构

表1 整机主要技术参数Tab. 1 Main technical parameters of the machine
1.2 鲜莲子物理参数测量统计
浙江地区当属武义的宣莲最为出名,本研究以武义柳城种植的鲜莲子作为测量样本,进行物理参数的测量和统计,为后续的机械部件设计提供参考,测量统计数据如表2所示。
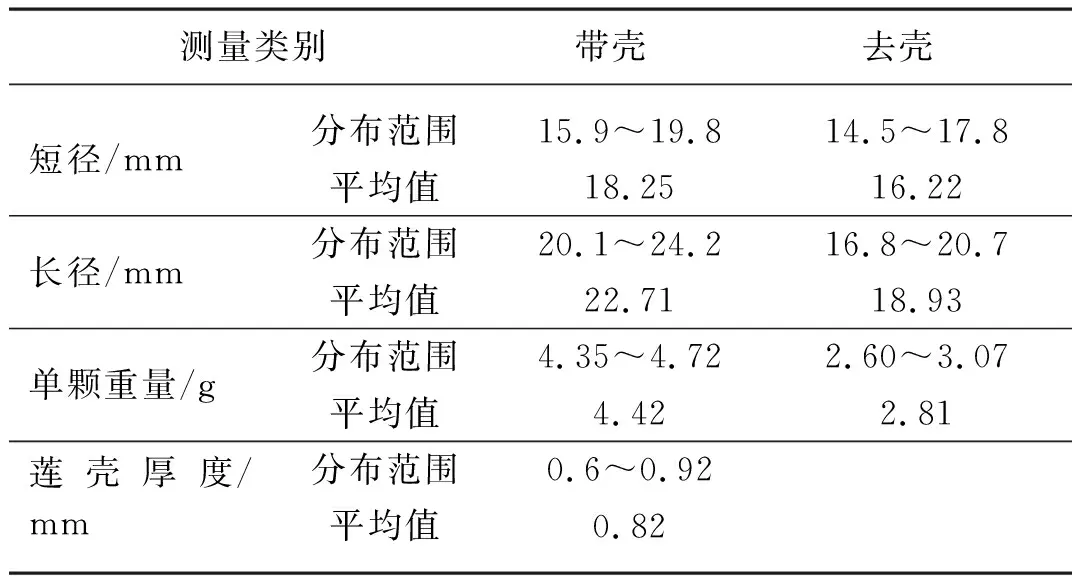
表2 鲜莲子物理参数统计表Tab. 2 Statistics of physical parameters of fresh lotus seeds
2 关键工作装置设计
2.1 进料装置设计
2.1.1 进料装置结构设计及其工作原理
设计的单颗连续进料装置如图2所示,主要由圆弧轨道、槽轮、振动盘、直振送料器、直振送料器底座、料斗以及槽轮驱动电机组成。当鲜莲子倒入料斗后,在直振送料器的作用下,鲜莲子会逐渐进入振动盘滑槽中,根据对带壳鲜莲子长径的测量,设计滑槽宽度为25 mm,并且在滑槽上设有带圆弧开口的压条以确保鲜莲子在滑槽中单颗连续排列。滑槽前端封闭,下端设有开口,当槽轮凹槽旋转至滑槽开口下端时,鲜莲子在振动推进力的作用下掉入槽轮凹槽中。随着槽轮的旋转,在凹槽中的鲜莲子掉入圆弧轨道,在槽轮推力和鲜莲子自身重力的作用下,鲜莲子在圆弧轨道上作自由滚动运动至主输送带上。

图2 进料装置结构
2.1.2 鲜莲子在圆弧轨道上运动学分析
鲜莲子进入剥壳装置时的姿态是影响莲壳切割及脱壳效果的关键因素之一[20]。通过试验发现:只有当鲜莲子进入剥壳装置时使其长径处于水平位置并垂直于刀片刃口,即刀刃在鲜莲子短径所在的圆周位置进行环切一圈,才能进行有效脱壳,因此在鲜莲子进入剥壳装置前必须对其进行导正。
鲜莲子在圆弧轨道上的受力分析如图3所示。以槽轮中心为原点,水平方向为X轴,竖直方向为Y轴的平面坐标系,建立鲜莲子在槽轮中所受平面汇交力系平衡方程(鲜莲子的滚动摩擦力忽略不计)。

图3 鲜莲子在圆弧轨道上的受力图
法向合力
Fn+mgsinα1-Nr-Fr=0
(1)
切向合力
Nt+Ft-mgcosα1=0
(2)
其中:Fr=Nt·μ=mgμcosα1
(3)
Ft=Nr·μ=(Fn+mgsinα1)·μ
(4)
式中:Fn——鲜莲子所受的离心力,Fn=mω2R,N;
R——鲜莲子质心公转半径,m;
ω——槽轮角速度,rad/s;
Ft——鲜莲子所受接触面的切向滑动摩擦力,N;
Fr——鲜莲子所受接触面的径向滑动摩擦力,N;
Nt——鲜莲子所受接触面的切向支撑力,N;
Nr——鲜莲子所受接触面的径向支撑力,N;
mg——鲜莲子所受重力,N;
μ——鲜莲子滑动摩擦系数。
根据受力分析可知,鲜莲子在圆弧轨道上的运动状态取决于Ft和Fr对其中心轴的合力矩,T=(Ft-Fr)·r,其中r为鲜莲子短径。当Ft
(5)
将进料槽轮角速度ω=π/2 rad/s,鲜莲子质心公转半径R=0.053 m,重力加速度g=9.8 m/s2代入式(5)求得α1=44.46°<45°,鲜莲子在圆弧轨道上转过的角度大于α1之后即开始公转与自转运动,因此圆弧轨道的设计可保证鲜莲子在进入剥壳装置前进行一定长度的滚正运动。
2.2 滚动剥壳装置设计
滚动剥壳装置主要由割刀部分和滚搓去壳部分组成,如图4所示。
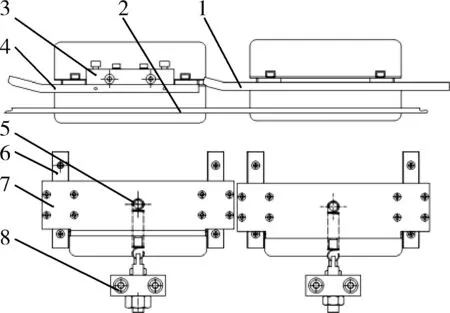
图4 滚动剥壳装置结构图
割刀部分和滚搓去壳部分均设有张紧机构,以调节压板与主输送带之间的距离和压紧力。根据对鲜莲子尺寸的测量统计,初步设定调节压板与主输送带之间的距离为15 mm,调节压板与主输送带之间的距离为12 mm,调节压板的压紧力为30 N。采用螺栓顶紧方式对刀片进行固定,刀片深度可调,并在刀片两边 2 mm 处增加锯齿压条,对进入压板的鲜莲子进行卡位,确保刀片对莲壳进行同一圆周的切割。此外,压板底面粘有橡胶平条,以防止在滚搓去壳过程中压板对掉壳后的莲仁产生压痕。
2.3 水冲去膜装置设计
水冲去膜装置主要由压料平板、光电接近开关、推拉式电磁铁、往复凸轮机构、水刀机构、夹持滚轮组成,如图5所示。其中,压料平板和电磁铁上各安装有一个可自转的夹持滚轮;电磁铁的开合放料时间由继电器控制(决定水冲时间)、并由限位开关触发。经壳仁分离后的莲子随着主输送带的搓滚,经过压料平板时对其顶升并触发接近开关,此时时间继电器开始计时,鲜莲子在2个夹持滚轮和主输送带的夹持下进行原位空转,水刀机构在往复凸轮机构的带动下对莲膜进行去除。设计的往复凸轮机构由减速电机单独驱动,并采用变频器对电机的转速(往复频率)进行调节。采用时间继电器对推拉式电磁铁的吸合时间进行控制,实现试验参数可调。
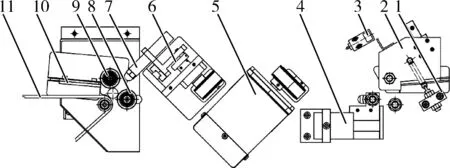
图5 水冲去膜装置结构图
2.4 整机工作参数匹配计算
为使全自动剥壳去膜机能够实现连续稳定地作业并具有较高的加工效率以及合格率,需要对槽轮驱动电机转速、主输送带驱动电机转速进行匹配计算。根据现有剥壳去膜机使用情况,期望该全自动鲜莲子剥壳去膜机的作业效率约为15 kg/h,由此估算鲜莲子单颗进料间隔时间应在1.0 s左右,但该剥壳去膜机的作业效率主要取决于水冲去膜装置的工作性能,为保证较好的去膜效果、较低的破损率,水枪往返频率、喷嘴压力都需要控制在一定的范围内,因此设定去膜时间为1.0 s,即:鲜莲子单颗进料间隔时间为1.0 s。
2.4.1 进料槽轮驱动电机转速及鲜莲子滚动导正距离计算
根据初步选定的鲜莲子单颗进料间隔时间,可得进料装置槽轮角速度ω=π/2 rad/s,电机转速为15 r/min,代入式(5)求得α1=44.46°,通过图解可得鲜莲子在圆弧轨道上的滚动距离为91.2 mm,该距离可满足鲜莲子滚动导正要求。
2.4.2 主输送带驱动电机转速计算
为提高切割脱壳合格率,应尽可能避免同时有2颗鲜莲子进入剥壳压板内。假设鲜莲子在主输送带的带动下沿压板作匀速纯滚动,鲜莲子与主输送带接触点线速度相同,压板长度为165 mm、主动轮半径为34 mm,则主输送带驱动电机转速应大于46.4 r/min。
3 整机剥壳去膜试验
3.1 试验方案
试验所使用的鲜莲子均采摘于武义县柳城镇源口村,莲子品种为宣莲土莲,莲子当天采摘后即用于试验。得到试验莲子后随机取一篮莲子进行机器调试,主要将振动盘频率、进料槽轮转速和输送皮带转速进行匹配,并对喷枪压力进行调节,根据莲子的去膜和破损情况确定喷枪压力合理范围为0.9~1.1 MPa。整机(图6)能够稳定完成剥壳去膜作业后,随机选取3组500颗莲子进行试验,分别统计3组试验的加工合格率、破损率和加工效率,从而得到剥壳去膜机的加工性能指标。其中,加工合格率:鲜莲子经机器剥壳去膜后完整的莲仁占总数的百分比;破损率:鲜莲子经机器剥壳去膜后受到损伤的莲仁占总数的百分比;加工速率:记录每组试验从第一颗莲子进入槽轮到最后一颗莲仁离开输送皮带所用的时间,单位为颗/min;加工效率:由加工速率和称重统计的每千克莲子颗数计算所得,单位为kg/h。除了完整和破损的莲仁,试验中还出现有未脱壳或脱壳不完整、未去膜或去膜不完整的莲子均视为加工不合格。

图6 全自动鲜莲子剥壳去膜机
3.2 试验结果
分别对3组试验得到的结果进行统计如表3所示。改进设计的全自动鲜莲子剥壳去膜机平均加工合格率为91.5%,破损率为2.5%,加工速率约为58颗/min,加工效率约为15.4 kg/h,总体来说,整机具有较好的加工合格率、较低的破损率以及较高的加工效率,可满足莲农使用要求。

表3 鲜莲子剥壳去膜试验结果Tab. 3 Husking and peeling experiment results of fresh lotus seed
试验表明:设计的全自动鲜莲子剥壳去膜机对莲子的大小具有较好的适应性,但机器对莲子的成熟度有一定的要求。数据统计时挑选出的未脱壳或脱壳不完整、未去膜或去膜不完整的莲子均为莲壳带褐色或莲膜带清晰褐色条纹的莲子,而破损的莲子均为成熟度未达到干莲加工要求的莲子。由1、2组试验可知,提高加工速率就必须要提高各个机构的工作转速和喷枪水压,进而会导致破损率的增加。在进行第3组试验时由于机器的操作者对该批次的莲子成熟度有了一定的掌握,能够综合考虑各工作参数,因此提高了加工合格率降低了破损率。
4 结论
1) 研制了一种模块化、电气化设计的全自动鲜莲子剥壳去膜机,根据鲜莲子剥壳、去膜工序要求将整机分为进料装置、剥壳装置、去膜装置、主输送装置四个模块,通过对鲜莲子在圆弧轨道上的运动学分析并求解,可知:设计的圆弧轨道与槽轮进料机构能够达到鲜莲子的单颗连续进料及滚动导正要求。
2) 通过整机剥壳去膜试验表明:设计的全自动鲜莲子剥壳去膜机平均加工合格率为91.5%,破损率为2.5%,加工速率约为58颗/min,加工效率约为15.4 kg/h,总体来说,整机具有较好的加工合格率、较低的破损率以及较高的加工效率,可满足莲农使用要求。
3) 通过整机主要工作参数的匹配计算与试验调试,为后续对各参数之间的相关性及其对试验结果的影响进行科学、系统的研究,进一步提高加工合格率和效率,减少破损率打下了良好的基础。
