解耦双循环反应系统中白松木屑热解制油
2021-07-05徐绍平
刘 锐,徐绍平
(大连理工大学 化工学院,辽宁 大连 116024)
化石能源的不可再生性及其使用带来的严重环境污染迫使我们寻找其替代能源。 生物质是一种清洁的可再生资源,也是唯一可以产生燃料或有价值化学品的可再生碳源[1,2],这使其具有替代化石能源的可能。 木质生物质快速热解制油被认为是一种很有前途的技术,然而热解油组成复杂且含有大量的氧,导致其酸性强、热值低、粘度大和稳定性差[3,4]。如何设计工艺优化生产,以及如何选择催化剂实现热解油的部分脱氧并富集高附加值化学品(芳烃、糠醛类、酚类等[5])成为此技术的关键。
生物质热解主要分为耦合和解耦工艺。 耦合工艺将热解涉及的所有反应均集中在一个反应器中进行。 例如,Chen等[6]在固定床中研究了棉杆热解制油;Carlson等[7]用流化床热解松木制油。 然而,生物质热解涉及的众多反应往往需要不同甚至相互矛盾的热力学和动力学反应条件[8]。 显然,耦合工艺难以实现对各反应的分别调控。 解耦工艺将热解过程涉及的反应分配在不同分反应器空间或不同反应器中,以实现对不同反应的分别调控和优化,从而获得高产率、高品质的生物质热解油。例如,Valle等[9]利用锥形喷射床热解松木制油,油经冷凝-气化后在鼓泡流化床中催化提质,发现粗油提质后烃类质量产率可达83%,但此工艺因存在冷凝-气化过程而能耗较高。Bu等[2]利用微波热解稻杆制油,热解挥发物在固定床中催化提质,发现较单一微波热解油质量产率和烃类质量含量分别增加了2%和3%, 然而此工艺也由于催化剂失活等问题无法连续化操作。
用于生物质热解油提质的催化剂主要有分子筛类、金属氧化物类、天然矿石类等。 分子筛类催化剂由于具有酸性和形状选择性,是一种优良的芳烃生产催化剂[3]。 例如,Chen等[3]利用HZSM-5催化稻杆油脱氧芳构化,芳烃质量产率最高达27%。 然而,分子筛类催化剂一般造价昂贵。 金属氧化物类催化剂价格相对便宜,且由于其多价性而具有的氧化还原性质和/或某些酸碱性质,使其具有催化热解油脱氧的能力[4]。 例如,Stefanidis等[10]发现Al2O3可以显著催化酮类转化;Lu等[11]发现Fe2O3可以促进多种烃类生成。 天然矿石类催化剂由于含有丰富的金属活性成分、优良的耐热性以及廉价易得等特点而实用性更优,如橄榄石、白云石等[12,13]。 橄榄石机械强度高,但需经高温煅烧才表现出催化活性;白云石催化能力较强,但机械强度很低。 赤铁矿具有良好的机械强度且含有丰富的Fe2O3、Al2O3等活性成分, 常用于催化脱除生物质气化焦油,但其催化提质生物质热解焦油的性能有待探索。
针对上述问题,本课题组构建了双循环反应系统,利用循环床料的分级作为解耦手段,将生物质热解、 热解油提质和半焦及催化剂积炭燃烧分别控制在三个反应器中进行, 实现对热解油产率和品质的定向优化, 以及催化剂床料的再生和系统自热循环。 本实验在解耦双循环反应系统中研究白松木屑热解制油,以细颗粒石英砂、粗颗粒赤铁矿混合物作为循环床料, 其中石英砂作为热解热载体,赤铁矿作为热解油提质催化剂,考察热解温度、赤铁矿/生物质比(H/B)和提质温度等对热解产物的影响。
1 实验部分
1.1 生物质原料
生物质原料为白松木屑,来自中国大连。 原料经破碎、筛分后,选取粒径30~40 目的部分备用。实验开始前, 将白松木屑放入烘箱在105 ℃下干燥4 h除去水分。 白松木屑的工业分析和元素分析如表1所示。

表1 白松木屑的工业分析和元素分析(质量分数)
1.2 实验床料
实验床料包括60~100 目石英砂、20~40 目石英砂和20~40 目赤铁矿,其中石英砂为分析纯,购自天津百伦斯生物技术有限公司。 赤铁矿产自中国石家庄,赤铁矿的主要组成由X射线荧光光谱仪测得,结果如表2所示。 实验中粗床料组成与H/B的对应关系如表3所示。
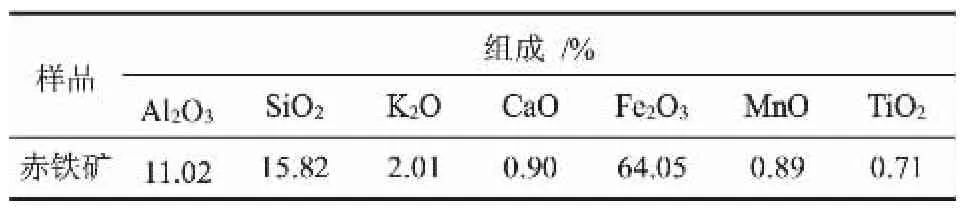
表2 赤铁矿的主要组成(质量分数)

表3 粗床料组成与H/B的对应关系
1.3 实验装置与操作流程
解耦双循环反应系统原理如图1所示, 其主要由四个单元/反应器组成,即热解器、提质器、燃烧器和颗粒分级器。 通过颗粒分级器,循环床料被分离为细颗粒(60~100 目石英砂)和粗颗粒(20~40 目石英砂和赤铁矿的混合物)两部分,分别作为热载体和催化剂进入热解器和提质器, 构成了两个独立、平行的循环回路,即由细颗粒控制的热解-燃烧回路和由粗颗粒控制的提质-再生回路。

图1 解耦双循环反应系统原理
装置示意如图2所示。 热解器为鼓泡流化床,提质器为气-固径向错流移动床,燃烧反应器为快速流化床,三者的结构尺寸详见文献[14]。颗粒分级器由旋风分离段和沉降分离段构成,前者为内径52 mm、高50 mm的圆柱体,后者为内径20 mm、高150 mm的圆柱体,连接二者的锥体高20 mm,混合循环床料和分级气分别从旋风分离段下部和沉降分离段下部引入。 所有反应器材质均为310S不锈钢。 各反应器设有加热炉来补偿热损失,并配备相应的控温、测温热电偶以及数字压力表。 实验操作流程:将2.8 kg细床料和5.6 kg粗床料加入到系统中; 开启各加热炉开始升温;待系统各部温度达到设定值后,以空气为提升燃烧气与颗粒分级气、N2为热解流化气进行床料循环,控制细床料循环速率为4.0 kg/h,粗床料循环速率为14.4 kg/h;待循环稳定后,启动生物质进料并开始计时。 热解气体产物经冷凝收集系统冷却后收集液体产物;不凝气利用湿式流量计测得体积后,再经硅胶干燥后用气袋收集以待分析。 实验结束后,先后使用二氯甲烷和四氢呋喃溶剂清洗冷凝收集系统, 得到的液体产物分为水、 轻质焦油(CH2Cl2可溶)、水溶焦油和沥青质(THF可溶),具体的操作方法详见文献[14]。 解耦双循环反应系统的工艺条件及操作参数如表4所示, 其中热解油质量为轻质焦油、水溶焦油和沥青质质量之和。

图2 解耦双循环反应系统装置示意

表4 解耦双循环反应系统工艺条件及操作参数
1.4 样品分析与数据处理
产气组成用天美GC7900气相色谱仪进行离线分析,以高纯Ar为色谱载气,柱温由50 ℃开始以8 ℃/min升至130 ℃,保温1 min,进样器温度150 ℃;H2、N2经5A分子筛填充柱进TCD检测,检测器温度120 ℃,电流45 mA;CO、CO2、CH4、C2~C3(C2H4、C2H6、C3H6、C3H8)经TDX-502填充柱进FID检测,检测器温度180 ℃,其中CO、CO2需在甲烷转化炉中经360 ℃转化为CH4;所有气体均采用外标法进行定量。 轻质焦油采用美国Agilent 5975C型气质联用仪进行分析,色谱柱为HP-5MS(30 m × 0.25 m × 0.25 μm),测试条件参考文献[15],分析谱库为NIST11。 轻质焦油组分分类采用两种方法,一是分为含氧类(酚类、酸类等)、烃类、其它类(含N、S);二是将含氧组分分为高含氧化合物(O原子数≥3)、中含氧化合物(O原子数 = 2)、低含氧化合物(O原子数 = 1)。 采用德国Bruker SRS-3400型X射线荧光光谱仪对赤铁矿化学组成进行分析,激发光源Rh靶,电压40 kV,光管功率4 kW。 采用日本Rigaku D/Max 2400型X射线衍射仪对反应前后赤铁矿的晶相结构进行分析,扫描范围20°~70°,步长4(°)/min。
产物产率计算以干燥无灰基原料为基准,按公式(1)~公式(5)计算:

式中,Y液/气为液体/气体产率,%;m液/气为天平称得的各液体/气体质量,g;mi为各气体组分质量,g;m为每次实验生物质原料干燥后的质量,g;A为以干燥基计算的工业分析灰分的含量;p为气体产品压力,101.3 kPa;Vg为气体总体积,L;xi为气体组分i的体积分数,%;Mi为产气组分i的摩尔质量,g/mol;R为气体常数,8.314 J/(mol·K);T为温度,K;Yi为气体中各组分产率,mmol/g;ni为组分i的物质的量,mmol。
2 结果与讨论
2.1 系统稳定性与重复性
为验证解耦双循环反应系统的稳定性和重复性,在热解温度500 ℃、提质温度500 ℃、H/B = 7.5的实验条件下,进行了重复实验。 其中一组气体组成(体积分数)随时间变化如图3(a)所示,25 min后气体各组分相对含量基本保持不变, 系统稳定性良好。 两次实验的气体组成对比如图3(b)所示,气体各组分相对含量相差不大,系统重复性良好。

图3 白松木屑热解产气组成随时间的变化(a)及两次重复实验对比(b)
2.2 热解温度的影响
在提质温度500 ℃、H/B = 7.5的条件下,考察了热解温度450~600 ℃对热解产物的影响,结果如图4所示。 由图4可知,随着热解温度升高,气体产率增加, 其中CO和低碳烃产率持续增加, 而CO2产率在500 ℃后不再变化;热解油和水产率先增加后减少,并于500 ℃时达到峰值。可见,热解温度升高有利于白松木屑脱挥发分。当热解温度超过500 ℃后,热解油中某些组分开始发生裂解反应, 且于550 ℃时基本裂解完全, 导致500~550 ℃区间内热解油产率明显降低,而550~600 ℃区间内热解油产率变化不大。水产率略有降低,可能缘于一定程度的焦油水蒸气重整反应。 白松木屑热解的脱羧反应在500 ℃已基本进行完全,进一步升高热解温度可有效促进脱羰反应的发生。

图4 热解温度对白松木屑热解产物的影响
分别对热解温度500 ℃、550 ℃下轻质焦油进行了分析,结果如表5所示。 温度升高使酚类、烃类、醇类含量增加;酯类、酸类、酮类、醚类、醛类含量减少;中、高含氧化合物含量降低,低含氧化合物含量增加。 可见,热解温度升高一定程度上提升了热解油的品质。 综合考虑热解油产率、品质,选择热解温度500 ℃为后续实验的条件。
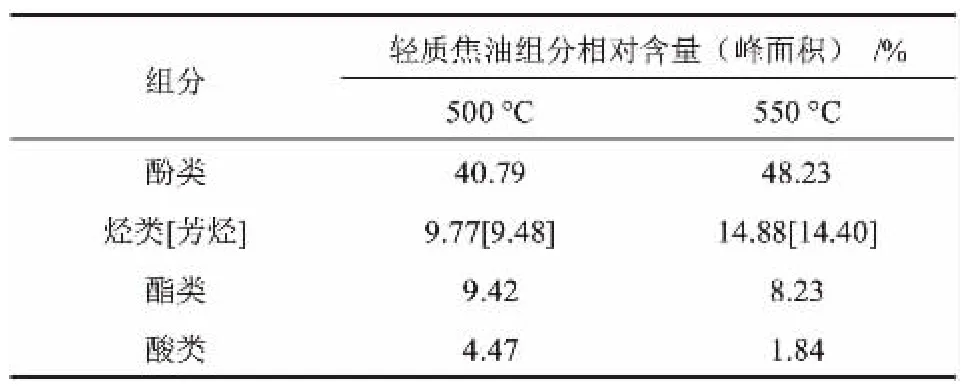
表5 热解温度对轻质焦油组分的影响
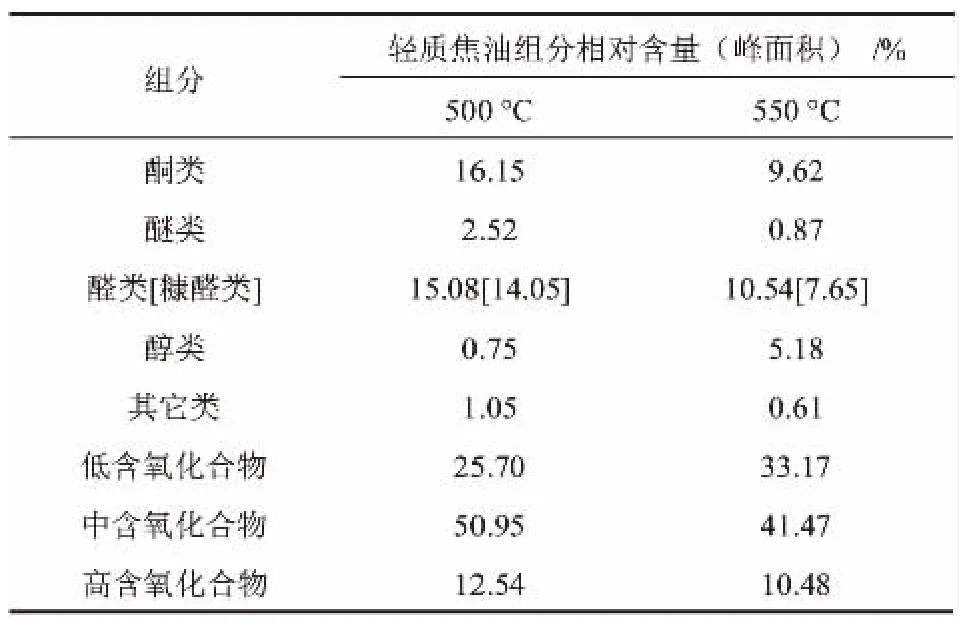
表5 热解温度对轻质焦油组分的影响(续表)
2.3 H/B的影响
在热解温度500 ℃、提质温度500 ℃的条件下,考察了H/B对热解产物的影响。H/B对热解产物产率的影响如图5所示,对轻质焦油组分的影响如表6所示。 由图5可知,随着H/B由0增至30,气体和水产率增加、 热解油各组分产率减少;CO产率先增加后减少,CO+CO2产率增加,证明赤铁矿循环量越大越能促进热解油脱氧,但会消耗更多CO;H2产率增加,证明赤铁矿循环量增大加剧了热解油缩聚反应的发生。 特别地,当H/B = 120时绝大部分热解油都被赤铁矿催化生成不凝气和H2O,同时CO和H2被大量消耗,导致产物几乎全是CO2和H2O。由表6可知,当H/B由0增至7.5时,轻质焦油中酚类、酯类、酸类相对含量均明显减少,相较于石英砂,赤铁矿显著促进了酚类、酯类、酸类的催化转化。当H/B由7.5增至30时,芳烃、醇类相对含量明显增加;酯类、酸类、酮类相对含量明显减少,可见随着赤铁矿循环量增加,其对酯类、酸类、酮类的催化能力加强。随着H/B由0增至30,中含氧化合物、高含氧化合物相对含量减少,低含氧化合物相对含量增加,结合热解油含氧组分的变化,可知赤铁矿主要是以促进热解油中酚羟基、酯基、羧基、酮羰基脱除的方式,实现了热解油的部分脱氧,其中H/B = 15时热解油的脱氧效果基本达到峰值且此时热解油产率较高。

图5 H/B对白松木屑热解产物的影响

表6 H/B对轻质焦油组分的影响
综上, 赤铁矿的适量使用可以催化提质油品,有效降低其中酸类等有害物质含量,显著提高芳烃含量的同时仍保证了较高的酚类、 糠醛类含量,综合考虑热解油品质、产率,选择H/B = 15作为后续实验条件。
2.4 提质温度的影响
在热解温度500 ℃、H/B = 15的条件下,考察了提质温度500~600 ℃对热解产物的影响,结果如图6所示。 由图6可知,随着提质温度升高,热解油和水产率减少,轻质焦油、水溶焦油产率减少,沥青质产率先增加后减少,CO2产率先增加后减小(升温抑制水汽变换反应),但CO+CO2产率大幅增加,可见提质温度升高有利于热解油中氧以COx形式脱除;H2产率增加说明升温加剧了热解油中重质组分的缩聚,低碳烃产率增加说明升温促进了热解油中轻质组分的裂解。

图6 提质温度对白松木屑热解产物的影响
分别对各提质温度下的轻质焦油进行了分析,结果如表7所示。 随着提质温度(500~600 ℃)的升高,芳烃相对含量明显增加,酯类、酮类、醛类相对含量减少;中含氧化合物、高含氧化合物相对含量减少,低含氧化合物相对含量先增加后减少。 综上,提质温度升高促进了热解油的脱羰、脱羧与芳构化反应,在明显提高芳烃含量的同时,使除酚类之外的含氧化合物含量均处于较低水平。 可见,在选择赤铁矿作为提质床料时,提质温度升高更有利于生物质热解富集芳烃、酚类等高值化学品。

表7 提质温度对轻质焦油组分的影响

图7 赤铁矿反应前后XRD对比
提质温度600 ℃条件下, 还原性气体浓度亦达到最高,两者均有利于赤铁矿还原,为了明确赤铁矿在反应过程中的变化,分别对新鲜赤铁矿与提质温度600 ℃反应后赤铁矿进行了XRD分析, 结果如图7所示。 由图7可知,反应过程中赤铁矿中的主要成分Fe2O3被还原成了Fe3O4。 同时,赤铁矿的变化也证明热解产物中部分CO2、H2O是由CO、H2与Fe2O3反应生成。
3 结论
在解耦双循环反应系统中,利用天然赤铁矿作为提质催化剂,分别研究了热解温度、H/B、提质温度等对白松木屑热解产物的影响,得到如下主要结论。
(1)随热解温度的提高,热解油的产率先升高后降低,并于500 ℃时达到峰值。较高的热解温度促进了白松木屑的热裂解及一次裂解产物之间的反应,使热解油的组分发生了改变,促进了催化脱氧,提高了油品品质。
(2)随着H/B的增加,赤铁矿表现出更显著的催化脱氧效果,降低了热解油中酸类、酯类、酮类的相对含量,使具有高附加值的芳烃、酚类、糠醛类富集。 但是,H/B的增加使热解油产率明显降低,综合考虑热解油产率及品质, 确定H/B = 15为最佳工艺生产条件。
(3)提质温度的升高(500→600 ℃)有利于热解油的脱氧,且显著提高了热解油中芳烃的相对含量(9.76%→35.56%)。但过高的提质温度会增加能耗,并且会降低热解油产率,其最优选择需结合具体情况确定。
