AP1000核电钢制安全壳(CV)模块周长控制技术研究
2021-06-28牛志恒
牛志恒
中国核工业第五建设有限公司 上海 201512
安全壳(CV,Containment Vessel)是核电站反应堆第三道安全屏障,也是最后一道安全屏障。当反应堆发生失水事故(LOCA)时,释放的大量带有放射性的高温高压汽水混合物被安全壳包容和隔离,以防止其外泄对核电站周围居民和环境产生危害。AP1000第三代核电安全壳的结构与之前的安全壳有很大的不同,它采用独立的壳体结构,而不是附着在混凝土屏蔽墙上的衬里结构。为了方便施工,缩短建设周期,将安全壳分为底封头、筒体、顶封头数个模块,各模块在拼装场地组装焊接成形后,再运输到核岛安装。
1 概况
钢制安全壳形状为一个圆柱形容器,由中间的圆柱形筒体和上下两个椭圆形状的封头(顶封头和顶封头)组成,中间的圆柱形筒体分成了四段模块,共6个模块。封头共有4圈板组成,分别是第一圈32块,第二圈24块,第三圈6块,第四圈2块。第一、二圈分别有两张调整板,三、四圈各有一张调整板。筒体一至三环每环三圈,每圈11张筒体板和1张调整板。筒体四环只有两圈,每圈11张筒体板和1张调整板[1]。
2 封头周长控制
2.1 封头周长测量
封头的调整板分布如图1所示,第一圈和第二圈的调整板为对称分布。以顶封头为例,为了控制顶封头周长,必须先测量4环上口周长长度和2T板下口除去调整板的长度。
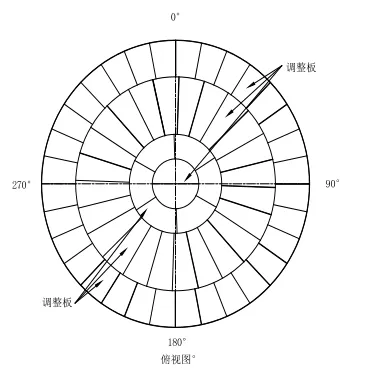
图1
2T板下口长度测量重点如下:
用角尺的一面靠在坡口最下方,另一面靠紧2T板,在距离2T板下口一段距离的地方划出等高线。等高线的作用是确保卷尺在同一水平高度,使测出的数值尽可能准确。
在卷尺的零刻度位置放置两块磁铁,之后每隔一段距离放置一块磁铁,磁铁的作用是保证在拉力计松开的时候卷尺处于拉紧状态,并且卷尺不移位。当拉力计刻度在100N的时候,卷尺处于拉紧状态,这时才能压上磁铁。根据卷尺说明书,在卷尺受到50N 拉力的时候读数最精确。因在测量的时候使用了一个动滑轮,所以拉力要变成两倍为100N[2]。
2.2 封头调整板测量
在调整板缺口左右两边的2T板下口位置,找两个靠近缺口的地方分别测出它们的半径并取平均值,如图2所示。用全站仪测出最下端缺口的角度大小,通过角度和半径算出缺口的弧长。
2.3 调整板尺寸画线
在缺口左右的2T板靠近缺口的纵缝上画出测量点,这些测量点分别都是从坡口钝边往里返30mm。量出最上端两点之间的弦长2917.5mm,可以计算出调整板上端坡口之间的弦长2848mm。调整板下端的弦长也由这种方法测出。用卷尺量按照图中的路线量出各点之间的弦长,并记录下来。这些数值在调整板加工之后用来尺寸检查。

图2
3 筒体周长控制
3.1 筒体周长测量
在切割每环筒体第一圈调整板之前,必须先测出上一环筒体上口的周长和本环筒体第一圈除去调整板之外的下口长度。两个筒体的上口和下口周长应该保持一致。
3.2 筒体调整板测量
以筒体二环为例,筒体二环第一圈的调整板尺寸根据筒体一环的上口周长和二环第一圈除去调整板的长度来决定。筒体二环第二圈的调整板尺寸需要用盘尺测量,如图3所示。

图3
考虑到焊接收缩,必须在完成筒体二环第二圈的纵缝焊接之后,才可以测量第二圈的调整板尺寸。在二环第二圈筒体板缺口处各向两边返还100mm,并做出刻度线。用盘尺沿着筒体内侧量出缺口长度。第二圈调整板的尺寸由缺口长度确定。
4 结语
AP1000中各模块的周长都是由调整板来控制的。筒体一环的下口周长由底封头的周长决定,然后以此类推,最后顶封头的周长由筒体四环的上口周长决定。只有调整板的尺寸准确才能保证安全壳的各模块之间错边量降到最低。温度对模块周长有比较大的影响,在测量调整板时应该选择温差较小的天气,并且用测温仪记录各钢板的温度。
