船舶管子加工智能生产线仿真平台设计
2021-06-26廖良闯
廖良闯
(中国船舶重工集团公司第七一六所,江苏连云港 222000)
0 引言
目前已有不少关于仿真技术在制造业中的应用实例,鉴于当前智能产线的复杂程度越来越高,系统环境要求也千变万化。有的特定产线不满足现场人工调试的要求,这种情况下需要利用虚拟设计和可视化技术来实现非现场产线的整体规划和控制策略设计验证。加强生产线虚拟设计和可视化系统研究,提升大型自动化产线的开发能力,使其有能力胜任在航天、兵器、汽车、新能源等特种领域的开发需求,属于机器人产业自身发展需求。
虚拟调试作为数字孪生应用场景之一,针对各行各业有着较为深刻的应用指导作用。但是将虚拟调试用在制造业中,国内外的研究起步较晚。所谓虚拟调试是在整个制造过程之前以数字孪生技术针对所设计制造的装备进行调试,达到最早发现问题进而解决问题的目的,既节约成本,又加快装备建设速度。通过模拟真实环境下的统一虚拟样机模型,为设计者提供一个高度可视化的融合分析仿真、协同互动、设计评估、总体布局、装配验证、虚拟训练、产品性能静动态展示等功能的平台环境,从而提升产品质量,缩短交付周期,降低设计修改和测试费用。
开发自动化产线的虚拟设计和可视化软件平台,有助于提升自动化产线的设计开发能力。本文基于Visual Components与倍福PLC,设计搭建船舶直管加工线的虚拟产线及数字孪生设计,并后续推广到其他产线的研发过程中。
1 船舶直管加工工艺流程
管件加工生产的工艺步骤主要包括:首先管件在立体仓库完成入库等工序,生产任务启动时立体仓库自动完成管件的出库。管件进入自动物流系统,实时测量管径并在高效定长切坡一体机完成管件的下料,管件经过打磨,在自动贴标设备处完成贴标,之后进入组对焊接工位。上下料机器人将法兰从法兰库中取出,送至打码工位打码,之后进行法兰与管件的组对与焊接。最后进行管件装配的一系列工艺过程。船舶管子管件在工位间以及工位内部的流转由物流系统自动实现。柔性管加生产线工艺流程如图1所示。
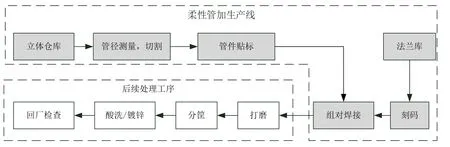
图1 柔性管加生产线系统工艺流程图
2 基于VC软件的三维模型导入及处理
图2为导入到VC中的组对焊接平台模型,对各部分模型依情况选取不同的轻量化方式,孔洞较多部分使用去除孔洞的方式,特征不明显部分采用柱化或块化等方式进行修改。
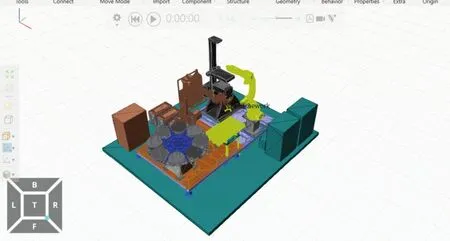
图2 模型的导入
将各个设备单独保存在VC的本地模型库中,方便产线搭建时直接调用。从模型库选取设备,按调研结果搭建虚拟产线。导入后虚拟产线见图3。

图3 虚拟产线
3 自动化生产线的虚拟仿真和可视化平台搭建
3.1 基于VC的可视化平台搭建
船舶建造系统仿真的主要目标是:检测与评估生产计划的可行性与准确性;优化车间生产资源(设备、人员、吊车等)的配置;优化车间的生产工艺流程;确定最恰当的设备运行参数,使生产缓冲区的容量最优等。以直管加工典型流程为基础,建立直管加工的虚拟产线。并同时搭建组对焊接平台,作为平台的实物产线,与虚拟组对焊接平台结合,实现产线关键工位的数字孪生。在可视化平台中,由PLC作为虚拟产线控制系统控制整个流程。结构如图4所示。

图4 可视化平台结构图
PLC的流程控制由3个部分组成:一是立库工位的半实物仿真,由PLC控制每一个虚拟电机,验证控制逻辑;二是切割工位、打磨工位、贴标工位的纯虚拟仿真,PLC仅获得虚拟工件是否到达虚拟工位,起到下达开始命令的作用;三是组对焊接平台的数字孪生系统,由PLC控制并读取实物组对焊接工作站,将其各项参数传递给VC,使VC中的虚拟组对焊接工作站实时映射实物动作。流程图如图5所示。

图5 PLC程序流程图
在直管加工虚拟产线中,立体仓库采用半实物仿真方式,如图5所示,由人机交互界面输入管子参数,PLC计算相应的库位,执行相应的出/入库程序,控制VC中虚拟立体仓库的伺服电机的开关与行程,VC仅根据PLC程序的数据,执行伺服电机对应动作节点的移动/旋转等动作,实现以低成本方式仿真程序流程,验证其可靠性并进行优化。
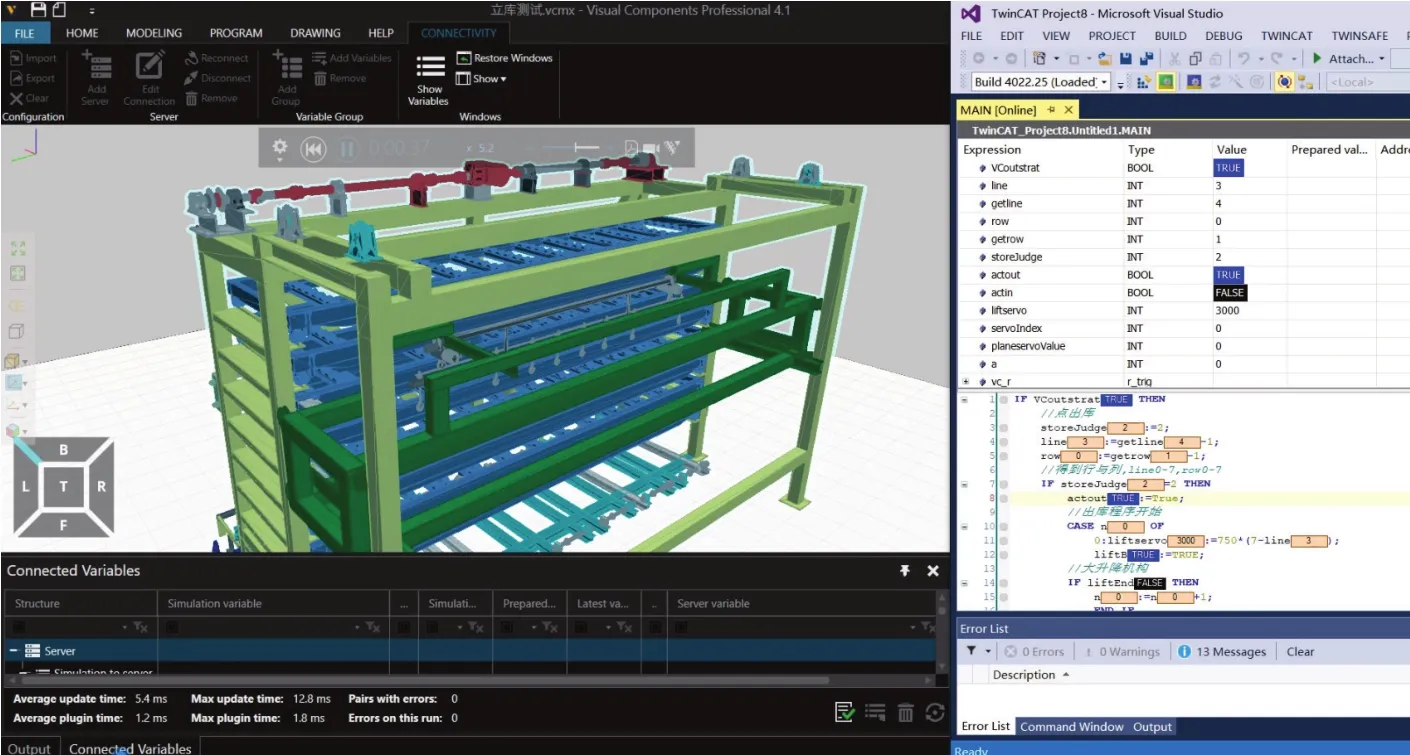
图6 立库的半实物仿真
立库PLC-VC流程中,PLC与VC的交互信号均使用变量,由VC中作变量匹配后,可使VC与PLC绑定的变量实时同步,延迟不高于10 ms,如图7所示。

图7 VC与PLC的变量匹配
3.2 组对焊接站数字孪生功能
图8为机器人与VC的数字孪生,为实现组对焊接站中的机器人与VC的实时数据交互,使机器人的动作可实时反馈到VC的虚拟产线中的机器人上,使用PLC读取机器人各个轴的参数,并将数据传至VC中。VC利用这些数据,以程序脚本驱动虚拟设备的仿真伺服电机运行,实现数字孪生。
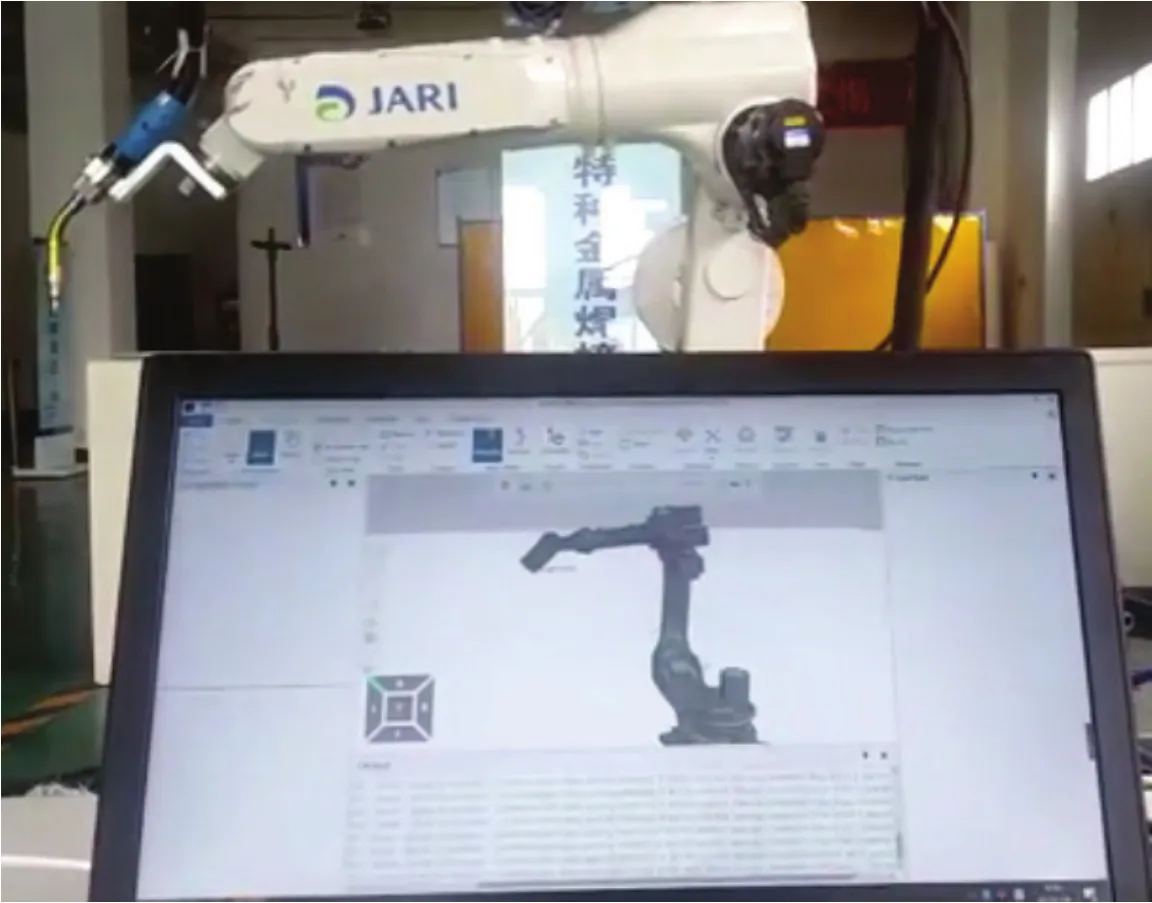
图8 机器人与VC的数字孪生
使用VC中的脚本程序驱动机器人模型,设置变量控制机器人模型每个轴的运动量。同时由 PLC读取实物机器人的伺服电机编码器值,VC与该PLC作变量链接,实时刷新VC脚本中的控制运动量的变量,实现数字孪生。
在组对焊接站工位采用数字孪生,由PLC采集机器人各电机轴数据,并采用上文所述方式作变量匹配。经测试延迟在5 ms以内,效果良好。
4 结论
建立船舶管子加工智能生产线需要集成多种先进智能制造技术,需建立流水线动作库,在组对焊接过程中需对工件进行定位,对焊缝进行跟踪。以离线编程系统为主导,调研各关键模块,形成智能流水线应用于生产中,能大大改善劳动环境,降低劳动强度,提高劳动效率。
建立船舶管子加工智能生产线控制系统平台设计不仅可在VC软件中虚拟管子加工的生产过程,还可直观观察生产线的各工位工作的具体情况,实现产线的智能化,提高生产效率。同时VC软件具有模型轻量化技术,可以实现大型产线的仿真需求。
