浸酚醛树脂石墨/SiC密封材料摩擦学特性研究
2021-06-23彭旭东何良杰江锦波孟祥铠胡丽国郭军刚
彭旭东 何良杰 江锦波 孟祥铠 胡丽国 郭军刚
1. 浙江工业大学过程装备及其再制造教育部工程研究中心,杭州,310032 2. 中国运载火箭技术研究院第18研究所, 北京,100076
0 引言
机械密封常常被用于流程工业用旋转设备和特种设备的轴端密封,如果密封失效,将导致设备乃至整个工作系统都陷于停运,造成重大经济损失[1-2]。密封失效主要表现为端面磨损和热力交变作用引起的端面微裂纹,因此,针对典型密封副材料开展相关摩擦学特性的研究具有重要意义。OMRANI等[3]总结了干摩擦条件下铝基石墨复合材料的摩擦学特性研究现状,系统分析了石墨尺度和体积分数等材料因素以及载荷和滑动速度等机械因素对自润滑铝基石墨复合材料摩擦学特性的影响,结果表明复合材料的磨损率和摩擦因数随石墨体积分数的增大而增大,而石墨体积分数过高会不利于复合材料的强度与摩擦学特性之间的合理均衡;石墨粒子尺度增大会引起复合材料的磨损率降低,磨损面更光滑,但是文中并未对此作出解释。JIA等[4]探讨了石墨化程度不同的浸渍石墨的摩擦学特性,结果表明干摩擦条件下随着石墨化程度增加,试样的摩擦因数减小,磨损率增大;在腐蚀环境中,摩擦因数和磨损率均随试样石墨化程度的增加而增大;无论在干摩擦还是腐蚀条件下石墨化度在40%~44%时都表现出了较好的耐磨性。刘景文等[5]在Al2O3/TiB2基体的陶瓷材料中添加不同含量的CaF2,进行了干摩擦状态下与淬硬钢的摩擦试验,研究表明材料摩擦因数随CaF2含量的增大而减小,并指出TiB2的原位反应和CaF2的自身润滑是造成此现象的根本原因。JIN等[6]研究了不同石墨化度酚醛树脂浸渍石墨与9Cr18密封材料的摩擦学特性,研究表明,高pv值下石墨化程度较高的石墨环磨损程度更大,石墨基体颗粒细腻、热导率大和硬度高以及石墨化度在50%左右的石墨材料在高pv值工况中适应能力更好。
浸渍石墨和SiC陶瓷材料作为涡轮泵用机械密封的典型摩擦配对副材料组合受到了广泛关注[7-9],但是多数关于这种密封材料组对的摩擦学特性研究仅仅考虑了介质或速度或载荷等单一因素的影响,没有进行深入系统的摩擦磨损机理分析。鉴于目前鲜见15号航空液压油条件下机械密封端面摩擦副配对的有关技术资料,同时考虑到现场使用时机械密封在实际启停和运行期间其密封端面可能经历的不同摩擦状态,本文采用上述设备中典型机械密封并用3种浸渍酚醛树脂石墨作为SiC陶瓷的对摩副材料开展试验对比研究,通过获取浸渍酚醛树脂石墨在干摩擦和15号航空液压油润滑条件下的摩擦学特性,分析其磨损机理。
1 试验部分
1.1 材料制备
本文采用UMT-3型摩擦磨损试验机的销-盘试验模块,由国内3个主要碳石墨密封用材制造企业各提供一种优质浸渍酚醛树脂石墨(研究代号分别为B1、H1、X1),均加工制成φ6 mm×18 mm的石墨销,并与无压烧结SiC圆盘配对开展摩擦学特性试验研究,圆盘试样尺寸为φ71 mm×6.5 mm。销和圆盘的实物照片如图1所示,3种浸渍酚醛树脂石墨的材料物理性能参数如表1所示。
(a) 销试样

表1 浸渍石墨的物理性能
试验前,首先对SiC圆盘材料进行抛光打磨,然后使用OLS5000激光三维形貌仪测量圆盘得到表面粗糙度值Ra,并取分度120°的3个位置测量Ra的平均值;依据机械密封的技术条件,控制SiC圆盘Ra≤0.1 μm(实际测量值Ra≈0.01 μm)。其次,对圆盘试样用丙酮进行超声波清洗,并搁置于干燥箱中进行除水处理。再次,为保证试验前销盘间的完全接触,试验前将石墨销与1800目砂纸(粘贴在试验备用盘面上)对磨,之后对石墨销进行离子水超声波清洗。最后,所有试样在干燥箱中自然冷却至室温后,拿出分装至带有干燥剂的包装袋中,以备试验。
1.2 试验及测试方法
在UMT-3摩擦磨损试验机上开展销-盘试验,如图2所示。在室温(25±2)℃、相对湿度RH60%±5%的环境下,采用控制pv值(p为载荷,v为速度)的方法进行试验,研究硬盘表面粗糙度给定情况下,石墨销在不同转速和载荷条件下的摩擦学特性,试验时长为25 min,分别在干摩擦和15号航空液压油润滑的情况下进行。试验前,石墨销质量用FA2004电子分析天平称重并记录,试验后用超声波清洗、干燥并再次称重,获得试验前后石墨销的质量差Δm。将测得的质量磨损量转化为磨损率:

图2 销盘试验原理图
式中,W为磨损率,mm3/(N·m);Δm为磨损质量,mg;ρ为材料密度,mg/mm3;F为施加载荷,N;L为摩擦距离,m。
此外,旋转运动开始前在旋转腔中导入超出圆盘接触面4~5 mm的油,保证启动过程中接触面处于富油润滑,在旋转过程中每隔10~20 s滴入1~2滴油,通过上述方式实现油润滑工况。石墨销与SiC盘的摩擦学特性试验在不同pv值下进行,具体试验参数见表2和表3。试验后,利用能谱仪和扫描电子显微镜等设备对磨损表面进行观察。

表2 定载荷变速度
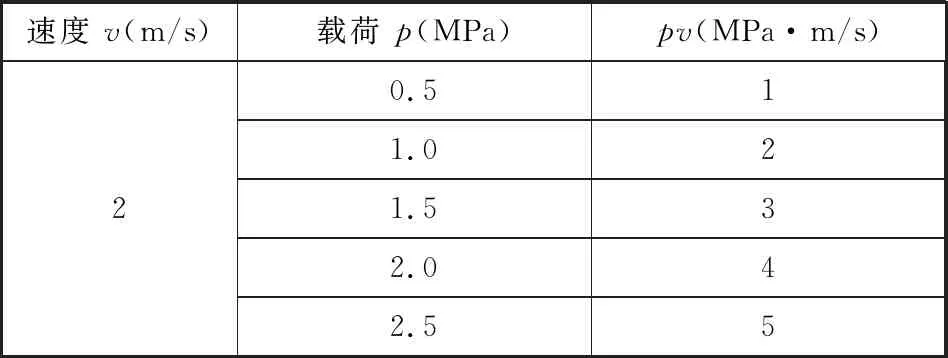
表3 定速度变载荷
2 结果分析
2.1 干摩状态下的石墨摩擦学特性
图3示出了干摩擦条件下B1/SiC在25 min内的端面平均摩擦因数时变曲线及不同速度下的平均摩擦因数(取平稳运行后1000~1400 s的平均摩擦因数)。可以看出,摩擦因数都是先升后降,随着速度的增大,摩擦因数到达平稳阶段所经历的时间缩短,0.5 m/s时需900 s进入稳定阶段,2.5 m/s时需约200 s便进入稳定阶段。原因是随着速度或pv值的增大,浸渍石墨相对较易磨损,石墨销和SiC圆盘的界面间更易在短时间内形成具有自润滑性的石墨层,并且这层固体润滑膜逐渐由完全离散分布发展为完全整体分布。
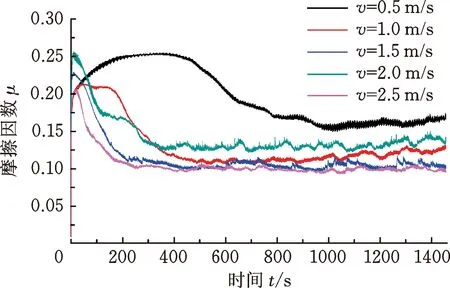
图3 速度对B1/SiC配对副干摩擦因数的影响
图4所示是3种浸渍石墨材料在不同工况下的干摩擦因数变化曲线。由图4a可以看出,随着速度的增大,3种浸渍石墨的干摩擦因数呈不同的变化趋势,但是整体呈下降趋势。其中,浸渍石墨B1的摩擦因数处于0.115~0.160之间,均值最小;而浸渍石墨H1的摩擦因数始终呈下降趋势,从0.186降至0.120;浸渍石墨X1的摩擦因数在定载荷条件下波动最大,并且随速度增大呈现先升后降的趋势,而在定速度条件下却随载荷增大呈先快速下降后平缓的趋势。究其原因是:浸渍石墨的力学性能固然是影响销摩擦因数大小的重要因素,但石墨化度也是不可或缺的因素。已有研究表明,石墨化度一般为40~55%左右较合适,石墨化度过高会导致摩擦因数增大[4,10],显然本文结果与此一致。

(a) p=2 MPa
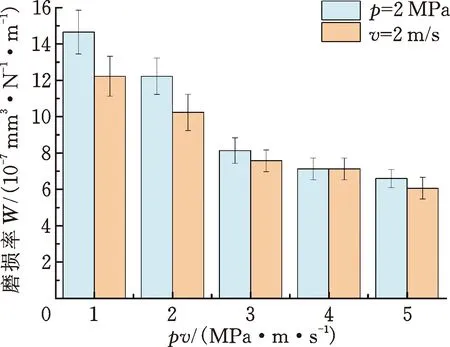
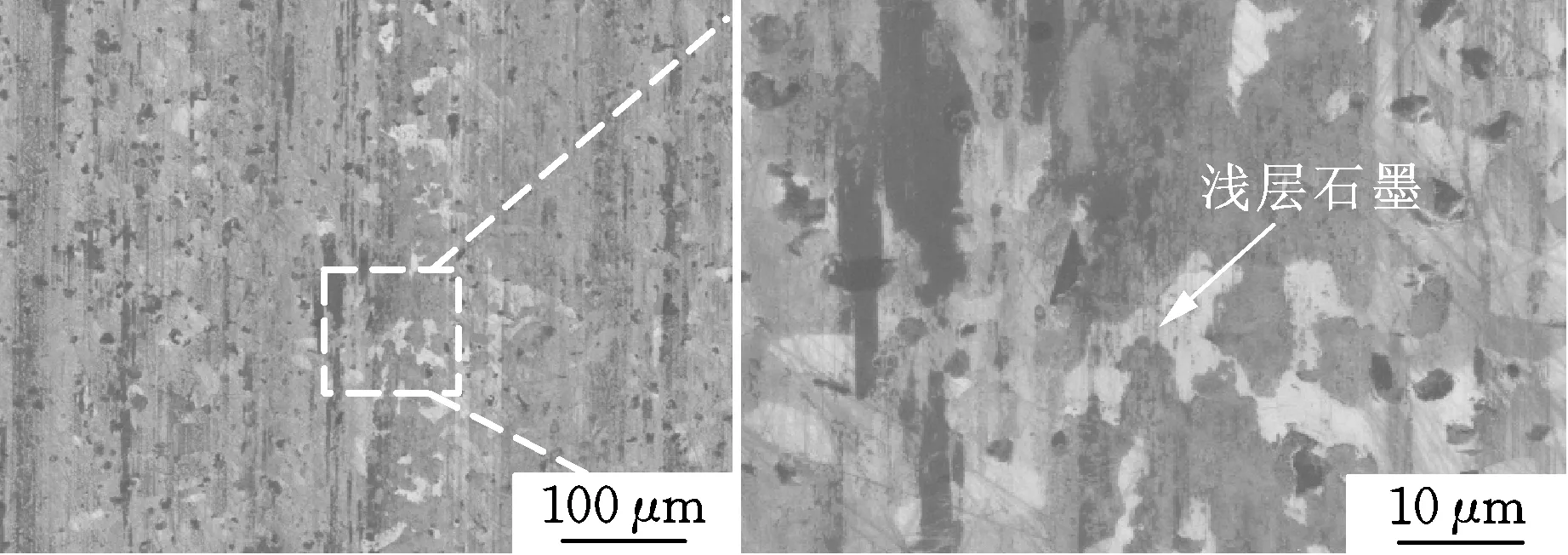
图5示出了不同pv值下,3种浸渍石墨材料与SiC对摩时磨损率的变化。可以看出,随着pv值的增大,3种浸渍石墨的磨损率均呈下降趋势,原因是在较低pv值时石墨层难以在SiC配副表面形成致密转移层,石墨和SiC易产生直接接触,而在较高pv值下,SiC配副表面形成的石墨自润滑层易于压实,界面摩擦实际处于石墨与石墨之间的低摩擦,因此磨损率有所下降。此外,3种浸渍石墨在相同pv值、定载荷条件下的磨损率均较定速度条件下的磨损率高,表明石墨磨损率受速度影响较大,原因是速度变化更容易导致石墨润滑膜破坏。对比图6相同pv值干摩擦状态下H1/SiC圆盘石墨层,明显看出在相同pv值下速度较大的SiC圆盘上石墨层破坏较为严重,整体石墨层相对浅,在其局部放大图中可以更清晰地观察到石墨层遭破坏后脱落的块状区域。
(a) B1/SiC
(a) p=2 MPa,v=2.5 m/s
B1和H1两种浸渍石墨的磨损率比X1浸渍石墨的磨损率几乎小一个数量级。可以推测,浸渍石墨X1的硬度小、力学性能低且石墨化度高是导致其磨损率高的原因,而且石墨化度越高,内部存在的层状分子结构就越完整,导致耐磨性越差[4,11]。
图7所示为H1和X1两种浸渍石墨分别在pv值为1 MPa·m/s和5 MPa·m/s下的磨损表面。可以看出,H1浸渍石墨表面磨损由轻微黏着磨损转变为明显的黏着磨损,而X1浸渍石墨表面磨损不仅由轻微黏着磨损转变为较严重的黏着磨损,而且产生了磨粒磨损,最终导致磨损加剧。该结果进一步验证了石墨的石墨化度对石墨材料摩擦磨损特性的影响,石墨化度达到70%以上会显著降低石墨材料的耐磨特性。

(a) pv=1 MPa·m/s, H1
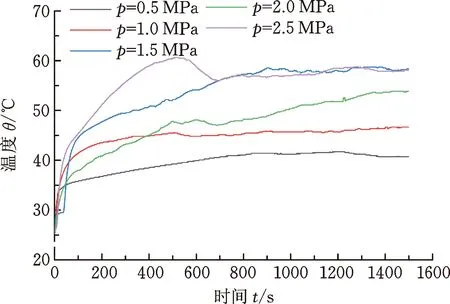
图8和图9为定载荷或定速度下摩擦界面温度随pv值的变化曲线,其中图8a~图8c与图9a~图9c分别是图8d和图9d对应3种材料的温度时变曲线。可以看出,随着pv值的增大,3种石墨销的摩擦界面温度均呈上升趋势,其值波动程度与图4所示的摩擦因数非常相似。涡轮泵实际启动期间,端面可能出现乏液导致的干摩现象,与图8工况类似。由图8d看出,H1浸渍石墨在定载变速条件下,其界面温度随pv值的增大呈稳定上升趋势,上升幅度14.9 ℃,而B1和X1两种浸渍石墨界面温度上升幅度均超过20 ℃。
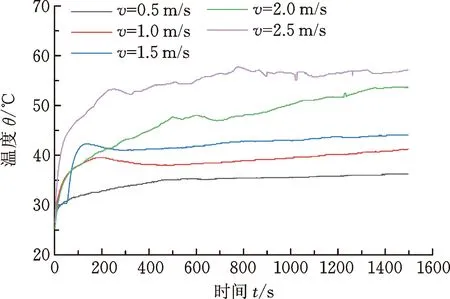
(a) B1/SiC
(a) B1/SiC
2.2 油润滑状态下的石墨摩擦学特性
图10示出了油润滑状态下3种石墨的摩擦因数变化情况。可以看出,3种浸渍石墨的摩擦因数在pv值为1~5 MPa·m/s范围内均处于较低值,其中H1浸渍石墨摩擦因数在定载荷和定速度下的最小值分别为0.057(图10a)和0.065(图10b),远小于图4所示的0.120(图4a)和0.145(图4b),而且摩擦因数变化相对稳定。
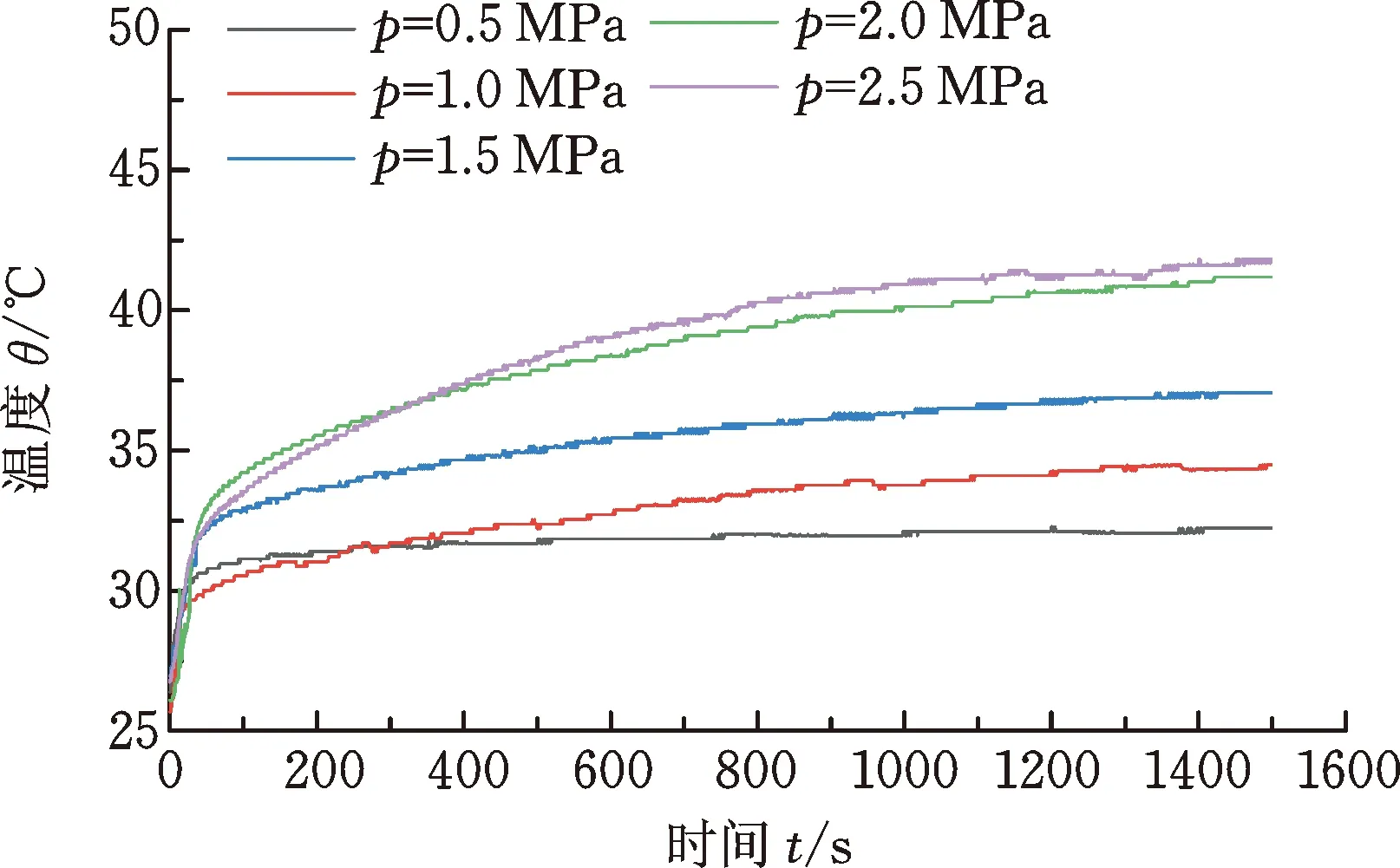
与图10对应,图11给出了油润滑状态下3种石墨销摩擦界面温度随pv值的变化曲线。可以看出,随pv值的增大界面温度呈上升趋势,因为界面摩擦热与摩擦因数、pv值和摩擦界面面积三者成正比。与干摩擦的温升时变曲线相比,油润滑的温升时变曲线波动小,更易达到稳定状态。

(a) p=2 MPa

(a) B1/SiC
综合图4~图12所示结果以及现场操作模式中最常见的操作模式(即灌注介质并保持设定载荷基本不变之后再启动的操作模式),可以确定这3种浸渍石墨中H1浸渍石墨是最佳选择,其次是X1浸渍石墨。
(a) B1/SiC
2.3 不同摩擦状态下的石墨/SiC磨损机理
依据上述结果,根据干摩擦下磨损率、摩擦因数和温度以及物理性能等实际结果综合评判,选取整体表现适中的B1/SiC配对副系统,分析其在不同pv值下的磨损机理。
图13示出了干摩擦状态下B1浸渍石墨摩擦界面的磨损随pv值的变化情况,结合图4a和图5a可以看出:当摩擦副在低pv值下运行时,石墨表面产生了轻微的磨损(图13a),磨损机理主要表现为轻微磨粒磨损和轻微黏着磨损,此时对摩面并未形成石墨层,因此摩擦因数大,但石墨的磨损也大;当pv值略有升高时,石墨表面产生了比图13a更严重的黏着磨损(图13b),同时还产生了轻微的疲劳磨损,因此可以想象,SiC对摩面上逐渐生成了石墨层,此时摩擦因数减小,磨损减小。根据石墨呈现层状晶体交错排布的原子结构可知,其分子层状结构之间的化学键易随着摩擦断裂,这种特性使石墨具有良好的自润滑性[12-13],在宏观的摩擦过程中表现为产生石墨层剥落,摩擦因数随着pv值的升高呈下降趋势。结合图7分析可知,当pv值进一步升高至5 MPa·m/s时,石墨表面不仅产生了疲劳磨损和磨粒磨损,表面出现了断裂树脂(见图13c右上),而且产生了更严重的黏着磨损(见图13c右下);鉴于断裂树脂可能黏附在对摩面上,且浸渍石墨摩擦面变得粗糙,因此摩擦因数略有回升,而磨损率继续保持低值。
(a) pv=1 MPa·m/s
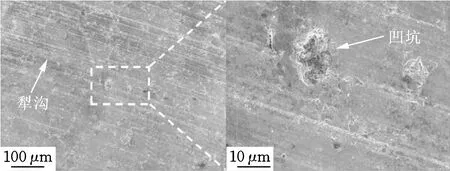
图14示出了B1/SiC摩擦副在pv值为5 MPa·m/s的干摩擦条件下试验前后SiC盘试样表面元素含量。图15示出了SiC盘在干摩擦和油润滑状态下的磨损表面微观形貌。可以看出,试验前碳元素与硅元素的质量分数比例约为3∶7,氧元素质量分数不到1%;试验后碳元素质量分数明显增大,与硅元素的质量分数比例接近于1∶1,说明在pv值较高的条件下B1浸渍石墨向对摩副SiC表面发生了转移,而且形成了较稳定的不连续黑色转移膜,如图15a所示。同时氧元素质量分数也增大,表明在较高pv值下端面摩擦生热可能会存在少量微米级别的SiO2粒子[14-16]和硅酸等氧化物[17]。微米级别SiO2的存在使得作用相对较弱的范德华力代替了摩擦副表面共价键、金属键或者是离子键产生的连接力[18],也是图4a所示的摩擦因数呈减小趋势的影响因素。在油润滑条件下受油反复挤压和黏滞力作用,浸渍石墨中的树脂微段从石墨销脱落,并与液压油混合形成一种黏附力强的物质,如图15b所示,这可能是平端面机械密封在正常运行过程中端面形成了局部微动压垫,使得磨损较低。在未被黏性混合物覆盖的区域也存在轻微划痕,如图16所示。基于牛顿剪切定律,可以计算获得全膜润滑状态下石墨和SiC之间的摩擦因数,该数值远小于0.1;此外,由图16可发现,试验后摩擦副界面(包括SiC圆盘和石墨销)上均存在轻微刮痕。上述结果证实了配对副在实际油润滑运行过程中并非处于全膜流体润滑状态,而是混合摩擦状态。

(a) 试验前

(a) 干摩擦
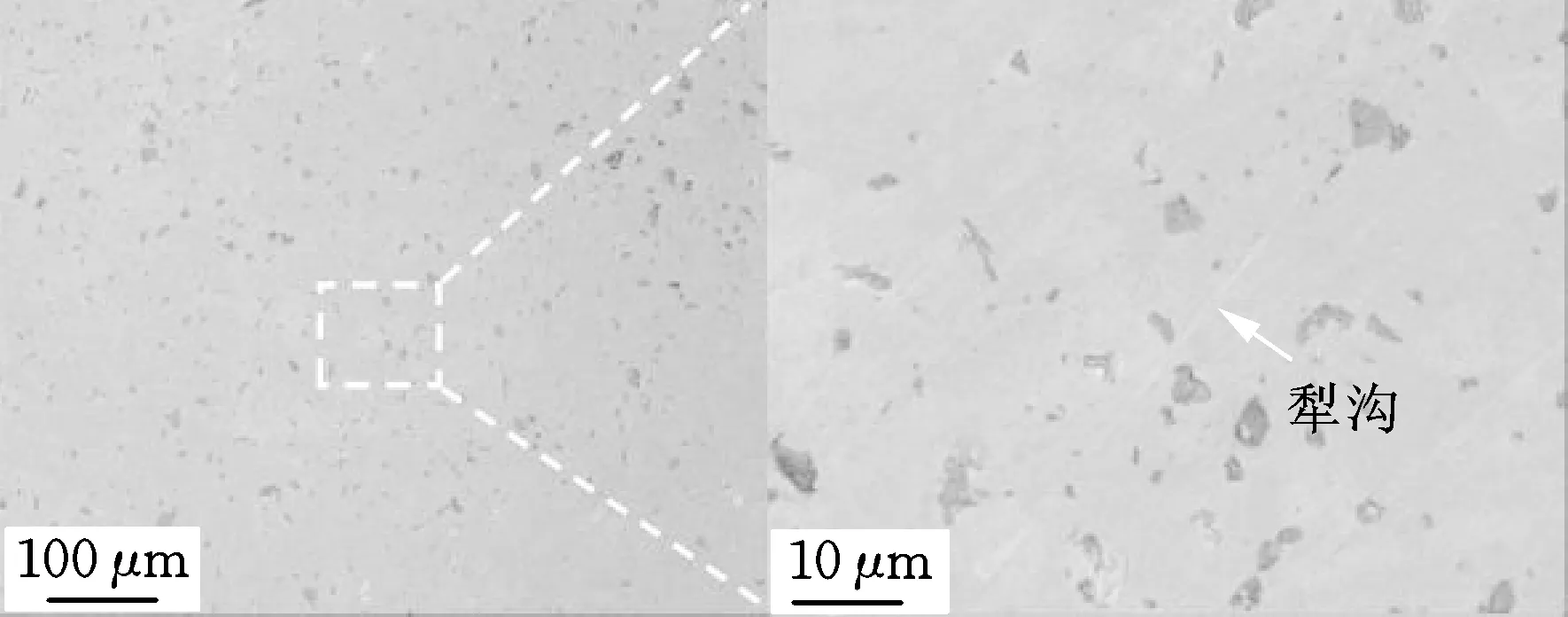
(a) pv=1 MPa·m/s
3 结论
(1)在干摩擦条件下,随着pv值的增大,3种浸渍石墨的摩擦因数整体呈减小趋势,磨损机理由轻微的磨粒磨损和黏着磨损转变为较严重的磨粒磨损、黏着磨损和疲劳磨损;在相同条件下,石墨磨损率受速度的影响大于受载荷的影响。
(2)在油润滑状态下,随着pv值的增大,3种浸渍石墨的摩擦因数基本保持在0.1以下,磨损机理主要表现为黏着磨损和疲劳磨损;3种浸渍石墨的摩擦因数和端面温升均明显小于干摩擦条件下的相应数值。
(3)综合考虑不同摩擦状态下浸渍树脂石墨的力学性能、摩擦学特性和端面摩擦温升,推荐石墨的石墨化度在45~55%,可获得最佳摩擦学特性和相对较低且稳定的摩擦界面温度。
