框架结构用螺纹钢磷化处理及耐蚀性研究
2021-06-22王丹净李景魁
王丹净,李景魁,孙 伟
(1.无锡商业职业技术学院,江苏无锡214000;2.中国矿业大学力学与土木工程学院,江苏徐州221000;3.无锡商业职业技术学院机电技术学院,江苏无锡214000;4.青岛黄海学院,山东青岛266427)
建筑中大量使用强度高且承载大的框架结构,以增加支撑强度同时实现减重。螺纹钢作为一种强度高、防震性和耐用性好的钢材,在框架结构中应用广泛。但是螺纹钢的耐蚀性不太理想,如果相应的防护措施不够完善,极易遭受腐蚀进而降低框架结构的使用寿命[1‐4]。为此,需要对螺纹钢进行表面处理以提高其耐蚀性。
磷化是常用的表面处理工艺,非常适于提高钢材的耐蚀性。近些年,随着节能减排的不断推进,对磷化工艺提出了较高的要求。由高温磷化工艺向中温磷化工艺转变、中温磷化工艺向低温乃至常温工艺磷化转变,已成为趋势[5‐7]。笔者选取框架结构使用的螺纹钢作为试样,采用传统高温锰系磷化工艺和改进的中温锌系磷化工艺分别进行锰系磷化处理、锌系磷化处理,通过比较不同工艺磷化处理后螺纹钢的形貌、成分和耐蚀性,探索改进的中温锌系磷化工艺替代传统高温锰系磷化工艺的可行性。以期获得低能耗的磷化工艺,有效提高螺纹钢的耐蚀性,为研究建筑框架结构表面处理提供参考,服务于建筑行业,并助力建筑行业发展。
1 实验
1.1 螺纹钢预处理
试样选用日照钢铁公司的螺纹钢,制备成符合实验要求的ϕ10.5 mm×60 mm的试样。然后对试样进行脱脂、清洗、碱洗、清洗、酸洗、清洗和烘干处理。具体来说,脱脂采用棉球蘸着丙酮擦拭试样表面,再使用氢氧化钠与碳酸钠的混合液进行碱洗,加热至65℃后将试样在其中浸泡15 min。酸洗采用体积分数5%的盐酸,将试样在其中浸泡1 min。采用去离子水,在室温下反复清洗试样。
1.2 磷化处理
采用传统高温锰系磷化工艺对预处理后的螺纹钢进行锰系磷化处理,磷化液为爱尔姆斯化工技术开发有限公司生产的成熟配方锰系磷化液,主要成分为马日夫盐、硝酸锰、等,实验按照推荐的磷化温度90℃。采用改进的中温锌系磷化工艺对预处理后的螺纹钢进行锌系磷化处理,磷化液为自配的磷化液,主要成分为:氧化锌28~32g/L、磷酸6~10 g/L、硝酸18~22 mL/L、氯酸钠1.5~2.5 g/L、复合促进剂(由硝酸镧和有机物配成)适量,采用前期实验优化的磷化温度64℃。通过调节磷化时间,使锰系磷化膜和锌系磷化膜的厚度相近。
1.3 测试表征
采用MARCLIN Compact型扫描电镜表征磷化处理后螺纹钢的形貌,并分析磷化膜的成分。
电化学工作站选用型号CHI660E,用于测试极化曲线及交流阻抗谱,设置如下:螺纹钢试样、饱和甘汞及铂片对应设置为研究电极、参比电极与辅助电极。测试极化曲线及交流阻抗谱的扫描速率设定为5 mV/s,振幅设定为10 mV,频率范围设定为10‐2~105Hz。
根据GB/T 10125-2012,通过中性盐雾试验考察磷化处理后螺纹钢的腐蚀情况,并采用扫描电镜观察腐蚀形貌。为确保试验结果具备说服力,将不同试样放置在同一盐雾箱中的特定区域,并在相同的环境温度(25℃)下进行48 h对比试验。
2 结果与讨论
2.1 磷化处理后螺纹钢的形貌
磷化处理后螺纹钢的形貌如图1(a)‐(d)所示。锰系磷化处理后螺纹钢宏观形貌见图1(a),锌系磷化处理后螺纹钢宏观形貌见图1(b),锰系磷化膜的螺纹钢微观形貌见图1(c),锌系磷化膜的螺纹钢微观形貌见图1(d)。由图1(a)和1(b)可见,锰系磷化处理后螺纹钢的外观呈深黑色,锌系磷化处理后螺纹钢的外观则呈灰黑色。由图1(c)和1(d)可见,锰系磷化膜结晶较致密,晶粒呈不规则的多面体结构,紧密堆积。锌系磷化膜的晶粒虽然无特定的几何形状,但彼此之间结合紧密,未形成较深的缝隙。可以认为,锌系磷化膜同样结晶致密。
由图2可知,锰系磷化膜的成分为Mn、P、O、Fe和C元素,锌系磷化膜的成分为Zn、P、O和C元素,两种不同类型磷化膜中都含有P、O和C元素。结合磷化液成分以及磷化成膜机理,可知P元素源于磷化液,因为锰系磷化液和锌系磷化液中都有含磷试剂。O元素通过参与磷化过程的化学和电化学反应成为磷化膜的组成元素。C元素可能源于磷化液,通过参与磷化反应成为磷化膜的组成元素,也可能因为磷化膜表面发生吸附。Fe元素则主要源于螺纹钢。
2.2 磷化处理后螺纹钢的耐蚀性
图3所示为未处理及处理后螺纹钢的极化曲线。未处理螺纹钢的腐蚀电位和电流密度各为-0.67 V、4.98×10-5A/cm2,而锰系磷化处理后螺纹钢的腐蚀电位正移到-0.54 V,腐蚀电流密度下降到5.92×10-6A/cm2,锌系磷化处理后螺纹钢的腐蚀电位正移到-0.56 V,腐蚀电流密度下降到7.58×10-6A/cm2。磷化处理使螺纹钢的耐蚀性得到明显提高,相比而言,锰系磷化处理后螺纹钢的腐蚀倾向和腐蚀速率都更低。但是从腐蚀电位与电流密度的变化幅度角度对比来看,可以认为锌系磷化处理同样具有很好的防腐蚀效果,与锰系磷化处理的防腐蚀效果相差不大。
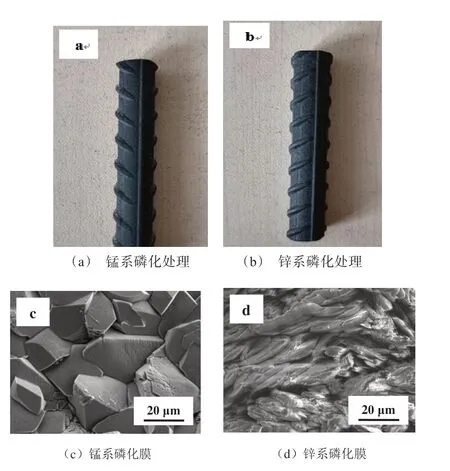
图1 磷化处理后螺纹钢的宏观形貌和微观形貌Fig.1 Macro-morphology and micro-morphology of the screw-thread steel after phosphating treatment
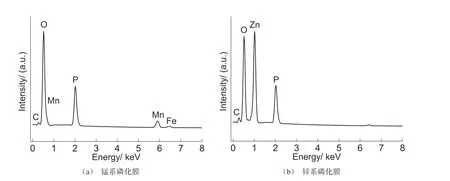
图2 两种不同类型磷化膜的成分Fig.2 Components of two different types of phosphating films
图4所示为未处理及处理后螺纹钢的交流阻抗谱。未处理螺纹钢的阻抗谱半径最小,而锰系磷化处理和锌系磷化处理后螺纹钢的阻抗谱半径明显增大。研究表明,阻抗谱半径可以表征金属基体与覆盖的膜层之间发生电荷转移的难易程度[8-10]。一般情况下,阻抗谱半径越大,金属基体与覆盖的膜层之间不容易发生电荷转移,意味着膜层的防腐蚀效果良好。虽然锌系磷化处理后螺纹钢的阻抗谱半径小于锰系磷化处理后螺纹钢的阻抗谱半径,但是相差不大,可以认为锰系磷化膜和锌系磷化膜都能阻碍电荷转移,起到相近的防腐蚀效果。
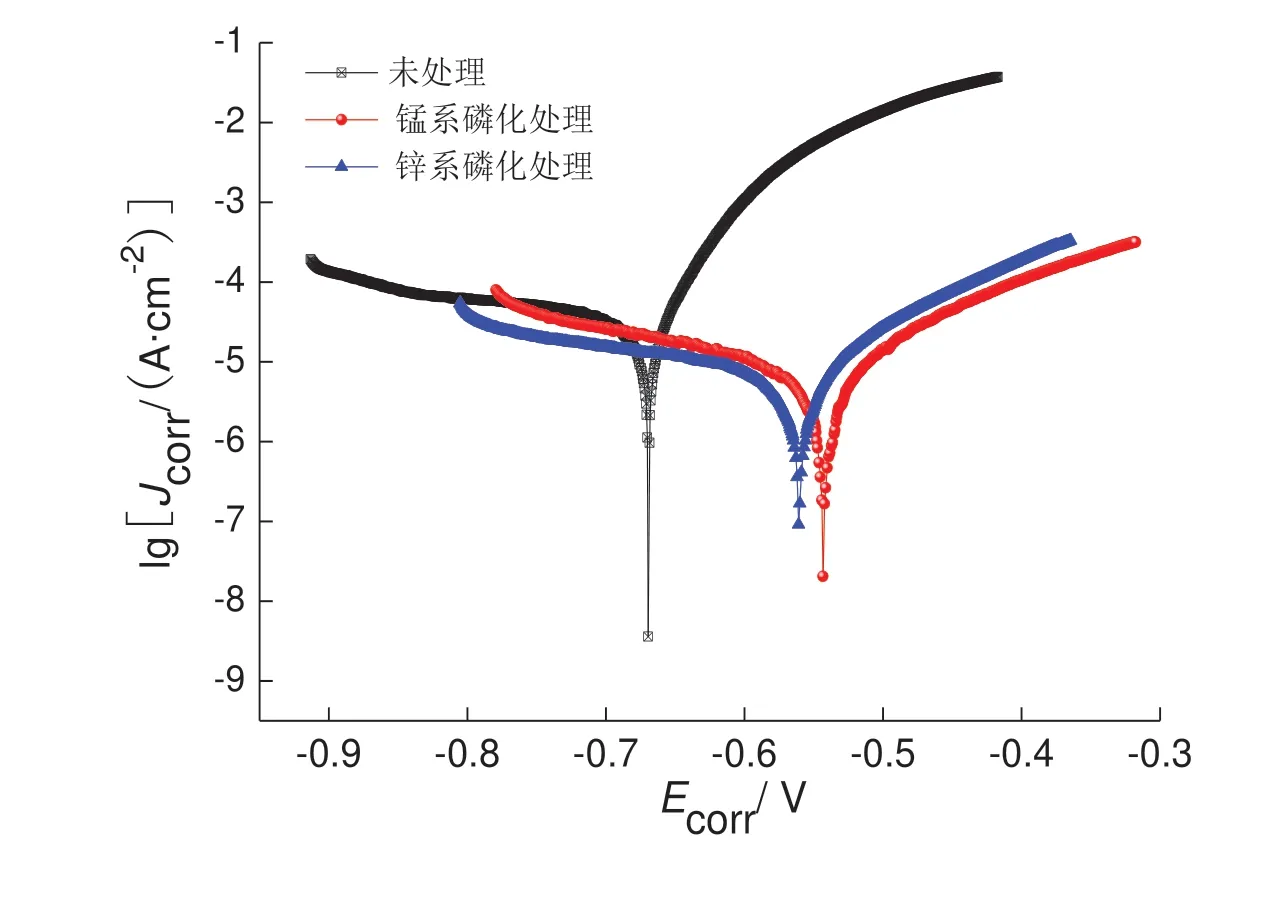
图3 未处理及处理后螺纹钢的极化曲线Fig.3 Polarization curves of untreated and treated screw-thread steel

图4 未处理及处理后螺纹钢的交流阻抗谱Fig.4 Alternating current impedance spectrum of untreated and treated screw-thread steel
图5所示为磷化处理后螺纹钢的腐蚀形貌。由图5(a)可见,腐蚀后的锰系磷化膜晶粒仍然结合紧密,但是存在明显的开裂现象,晶粒表面有一些微小孔洞,腐蚀产物呈无规律分布。由图5(b)可见,腐蚀后的锌系磷化膜晶粒也存在开裂现象,腐蚀产物主要积聚在晶粒交界处。分析认为,锰系磷化膜和锌系磷化膜的腐蚀机理大致相同。腐蚀性溶液沿着晶粒交界处侵入磷化膜内部,具有较强侵蚀性的氯离子造成了点蚀和局部腐蚀[11-12]。
综上所述,磷化处理使螺纹钢的耐蚀性得到明显提高。对比锰系磷化处理和锌系磷化处理后螺纹钢的腐蚀电位、腐蚀电流密度、阻抗谱半径以及锰系磷化膜和锌系磷化膜腐蚀前后的微观形貌,可知改进的中温锌系磷化工艺与传统高温锰系磷化工艺的防腐蚀效果相差不大。这表明改进的中温锌系磷化工艺替代传统高温锰系磷化工艺具有可行性,而且可以满足节能减排的要求。
3 结论
(1)锰系磷化处理和锌系磷化处理后螺纹钢的外观不同,但锰系磷化膜和锌系磷化膜都较致密。锰系磷化处理和锌系磷化处理都能明显提高螺纹钢的耐蚀性,锰系磷化膜和锌系磷化膜都能将腐蚀性溶液与螺纹钢隔离开,阻止点蚀和局部腐蚀的发展,对螺纹钢起到较好的防护作用。
(2)改进的中温锌系磷化工艺与传统高温锰系磷化工艺的防腐蚀效果相差不大,改进的中温锌系磷化工艺替代传统高温锰系磷化工艺具有可行性,可以用于螺纹钢表面处理,在满足节能减排要求的同时,有效提高框架结构用螺纹钢的耐蚀性。