井下油水分离的国内外研究现状
2021-06-18段铮李锋邹信波高晓飞万钧王胜史仕荧
段铮, 李锋, 邹信波, 高晓飞, 万钧, 王胜, 史仕荧
(1.中海石油(中国)有限公司深圳分公司,广东深圳518067;2.中海油能源发展股份有限公司工程技术分公司,天津300452;3.中国科学院力学研究所,北京100190)
0 引言
井下油水分离(DOWS)技术是指在井底对产液进行就地分离并将水回注到废层中的一种技术[1]。这种技术能够大大节省水处理的成本,但是也是一种极具挑战的技术[2]。通常井筒中留给分离器的径向尺寸不到150 mm,不仅如此,安装井下配件涉及到一系列的费用,需要井下油水分离系统稳定高效。DOWS系统通常用在高含水油井中,应用在油井开采的中后期,将开采前期所使用的常规泵送系统换成井下油水分离器系统,其费用包括装置的费用和修井费,是常规泵送系统费用的2~3倍[3]。例如,一套水力旋流型井下油水分离器价格约为25 万美元,修井费约为10多万美元;一套重力式油水分离系统价格约为14万美元。其费用如此之高,加上用在油井开采的中后期,为了快速收回成本,一般用在产液量较大的油井中才更有经济价值;由于下井费用高,还要求井下油水分离器的工艺简单、操作方便可靠、使用范围宽,减少出现事故的概率,节省成本[4]。如果井下油水分离处理量大、结构紧凑、操作方便、安全可靠,就能很快收回成本。
1 井下油水分离器的研究现状总括
目前国内外提出的用于井下油水分离原理主要有以下3种:重力式,离心式和隔膜式。隔膜分离技术通过使用聚合物隔膜的油相毛管力要小于水相、具有半透性从而对油水进行分离,隔膜的孔径很小,甚至可以实现无水采油。由于隔膜的孔径较小,需要很大的流压驱动流体通过,虽没有机械运动部件,但也存在一些问题,如污垢会堵塞小孔,导致失效,一旦失效,维护比较麻烦,且不同的井底流压下要采用不同薄膜,处理量有限。目前这种方法正在研制中,还没有在井下做过现场试验。
目前已经在油井中应用过的井下油水分离原理有2种,即重力式井下油水分离和旋流型井下油水分离。
重力式DOWS按所使用的泵的类型分为3种:双作用泵系统(DAPS)、三作用泵系统(TAPS)和Q-Sep G系统。双作用泵DOWS系统较常用,其结构如图1所示,其工作原理是利用重力原理,当产液进入有套环空内后实现油水分离,油液上升至油套环空上方,水向下运动到油套环空下方[5]。上冲程时,实现排油进入油管和吸水进入注水腔内;下冲程时,实现吸油至杆式泵柱塞内和将水注入地层。重力式井下油水分离器的现场试验表明,能够达到减少采出水的目的,但是重力式井下油水分离器的最大局限性是处理量不大,最大处理量为1200 桶/d(约200 m3/d),并要求足够的垂直高度和井筒体积,为使产液在生产层与回注层间得到充分的重力沉降分离,其长度通常达到上百米。不仅如此,重力式井下油水分离器的回注层只能在生产层的下面,在水平井中安装重力式油水分离器对分离不利。重力式井下油水分离器在分离含气或细沙等产出液时,分离效果不太好。目前,总体而言,成功运行的重力式DOWS系统一般应用在高含水率的油井(含水率大于95%),高地层温度(大于100 ℉),低含沙,产液低腐蚀,原油低密度,直井,并且生产层与回注层的参数都很清楚[6]。
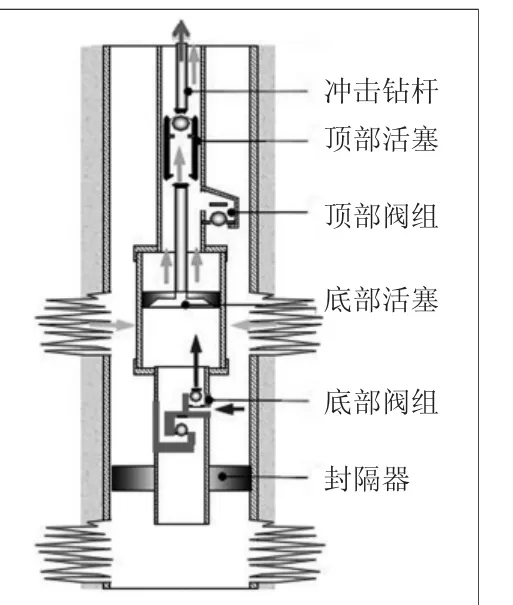
图1 双作用重力式DOWS系统示意图
旋流型井下油水分离是目前研究较多的一种井下油水分离方式,它利用高速旋转产生离心力,密度小的油相在向心浮力作用下向轴心附近运动形成油核,经旋流器的溢流口排出,密度大的水相在旋流作用下运动到壁面附近,由下部的底流口流出回注到处理层,其工作原理及系统示意如图2所示。在1994年夏季于加拿大阿尔伯达省中部一口高含水井(含水率为98.9%)进行试验,正常运行8个月,产至地面的水大大减少[7]。但是自首次试验成功已有20多年,旋流式DOWS系统并没有得到普及应用,原因有很多,井下实时监控技术还不完善;大处理量的井下分离系统还不成熟;持久的分离泵送系统还有待进一步发展,使用旋流式DOWS费用高等。这样一来,对于一般含水率低的油田,完全可以充分利用地面上的分离系统来分离,操控性好,费用低,使用DOWS费用一般较高,因此开发商一般不愿意在这种油井中使用DOWS;对于含水率较高的油井,一般只有产量较大的油井采油投入DOWS 才更具有经济效益,这样即使含油率低,但是总的产油量大,所带来的收益高,油田还是愿意使用的;但是传统的水力旋流器处理量小,在大产量的油井中一般将旋流器并联以提高处理量(如图3)。由于每个水力旋流器都有其最优工作区间,在实际应用中需要根据实际来流工况进行具体参数调节,而在井下,产液的参数是变化的,加上并联后流动分配难以预测,实时的监控调节还不完善,很可能使有的水力旋流器处于非最佳工况而将油回注地层,这种情形导致的DOWS不可靠性是目前不敢推广使用的重要原因之一[8-9]。
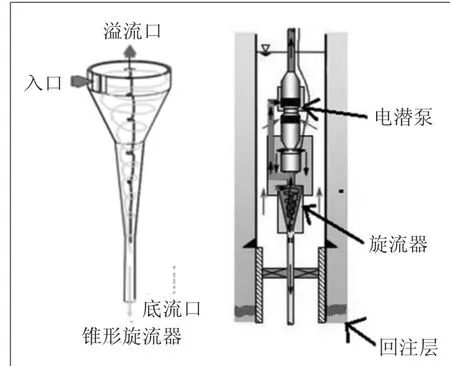
图2 旋流式井下分离系统示意图
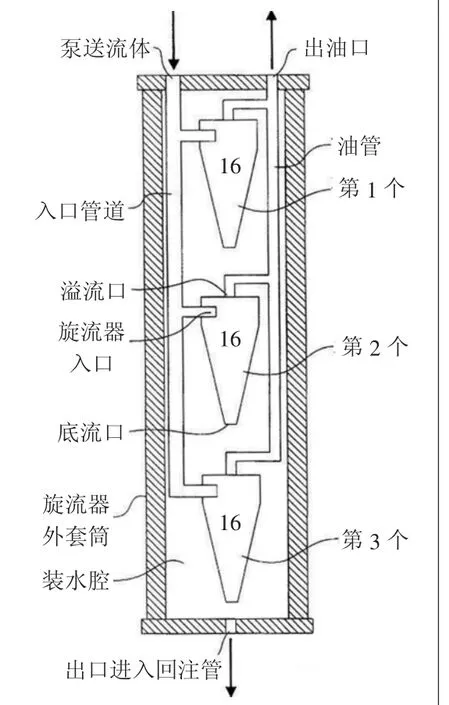
图3 井下油水旋流器并联示意图
2 井下油水分离的国外研究进展
针对水力旋流器在井下应用时存在的问题归纳如下:1)实际需求处理量大的油水分离器,而单级水力旋流器处理量小;2)水力旋流器并联可增加处理量,但是系统复杂,且井下实时监控很难做到,油井产液状态并不是一直不变的,难以根据来液工况实现工况调节从而使每个旋流器处于最佳工况区,有将油回注地层的风险[10];3)水力旋流器的经典设计是Martin Thew针对污水处理经过近10 a的研究在1984年提出的,其初衷是用来除去污水中所含有的极少量的油(<1%),通常油滴粒径较小,因此需要小直径、长细锥增大离心力,促进粒径较小的油滴分离,对于将这种小型水力旋流器用于含油较高的产液,几乎没有经验;4) 决定水力旋流器具有较好的分离性能因素有密度差异大(至少为0.05)、分散相粒径大和黏度低(一般低于5~10 mPa·s)[11]。流体在水力旋流器中流动时,所受到的剪切率较高,这对于污水处理来说问题不大,因为高剪切时,平均油滴直径小于50 μm,进一步增大剪切速率,平均油滴尺寸降低幅度不大[12]。但是对于含油率较高的产液,高剪切会形成油包水分散相,从而降低了分散相相对于水相的密度差,增大了油相的分离难度,这也是水力旋流器在DOWS系统的应用中成功的油井含水率通常为95%以上的原因之一[9]。
针对上述问题,国内外学者开展了关于应用于井下油水分离的分离器结构优化研究。
2.1 国外井下油水分离的研究进展
井下油水分离与产出水回注技术在加拿大前沿工程研究中心(C-FER)早在1991年率先提出来的,并在20世纪90年代进行了广泛的研究和现场试验。C-FER和新典范工程有限公司(NPEL)在3家采油公司及AOSTRA的支持下,在1992年申请了采用旋流分离技术及其它工人举升设备实现井下油水分离的多项专利,并在3年内进行了样机试制和现场试验等发展阶段。
为了适应井下油水分离的需求,Southampton University(英国南安普顿大学)的Martin Thew等[13]提出对于井下油水旋流分离器,可以增大传统的水力旋流器的锥角、柱体直径(42.07 mm)和底流管直径(10 mm),并进行了相关的实验,得到了其在1.2 m3/h时,对于入口含油率为10%的来液,分离效率达99.45%,比旧设计有所提高,但是其处理量仍然较小。
West Virginia University (美国西弗吉尼亚大学)的Ahmed A. Yusif[14]研制的井下油水旋流分离器基于水力旋流器,研究对比了入口直径为24.5 mm和50 mm两种结构对分离效果的影响,得到了在10 m3/h,入口含油率低于5%,其余工况相同时,大入口直径能够提高分离效率。
Oak Ridge National Laboratory(美国橡树岭国家实验室)的K. Thomas Klasson等[15]研制了用于井下的动态旋流器,如图4所示。其利用马达带动转子转动形成旋流场,在旋流场中分布在中心区域的油从中心口道流出,分布在边壁上的水在边壁处的出口流出,最后利用挡板将分离后的油水分隔开来。并进行了直径在20~250 mm范围内的这种动态旋流器的实验,可以发现其最大处理量能够达到19.2 m3/h,分出的水中含油率低于0.2%(此文认为回注水只要水中含油低于此标准即可回注)。但是,在实际井下,留给分离器的空间很有限,通常不会超过150 mm;加上井下高压动态旋流器难密封等问题,一般还是选择静态旋流器作为井下分离的核心部件。
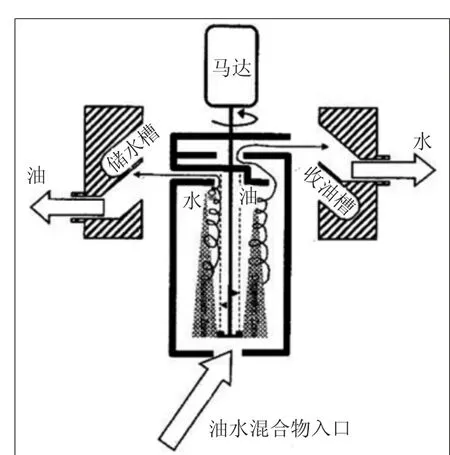
图4 井下动态旋流器示意图
为了提高处理量,Michigan State University(美国密歇根州立大学)的Petty等[16]在井下油水旋流分离器的研制方面提出对水力旋流器进行改造,将长细锥改用柱体,提出φ5 mm双入口出口柱形旋流器结构,其结构示意图如图5所示。研究发现,双入口出口结构提高了流场的对称性,对于稳定油核起到了积极的促进作用,不仅如此,还增大了入口面积,结合细长锥改为柱体,相对于锥形旋流器提高了处理量,但是仍然没有解决结构紧凑型的问题。
从上述国外的井下油水分离研究可以看出,对于井下油水分离的研制,锥形旋流器的柱体直径达到68 mm,但是处理量仍然只有10 m3/h,且入口含油率通常很低,低于10%,动态旋流器的径向尺寸太大,甚至达到250 mm,处理量仍然低于20 m3/h,单体处理量均较小,而直径在250 mm左右的油井产液至少50 m3/h。因此,如何改进分离器结构、提高处理量仍然是目前国内外学者研究的重点,但至今还没有非常符合井下实际需求的油水分离器结构出现。
2.2 国内井下油水分离的研究进展
图5 柱形旋流器结构示意图
国内在井下油水分离器的研制方面,也大都基于水力旋流器的结构形式,上海大学的Li Dong等在井下油水分离器的研制方面对比了柱体直径为60 mm的传统水力旋流器在不同入口结构时分离性能的优劣,发现带螺旋线导流的矩形入口结构比单矩形入口的导流效果更好,导流后的分离性能更优。前者在入口流量为4.4 m3/h时,入口含油率为9.7%,分离效率达99.4%,可见其处理量仍然非常小[17]。
大庆石油学院的王尊策等[18]对传统水力旋流器的大锥角参数进行优化后得出结论:相对于传统的20°大锥角角度,当其角度增大到26°时,旋流后中心区域的油核浓度更高,分离效率也越高。
西南石油大学的钟功祥等研制的井下油水旋流分离器也是基于传统的水力旋流器,进行相关的数值仿真分析。
中国石油大学的李增亮等在井下处理流量为80~200 m3/d时,采用两根水力旋流器串联处理,可以使分出的水中含油率低于0.02%。
中国科学院力学研究所的应用多相流实验室提出一种导流片型井下油水旋流分离器,利用一种其中导流片结构为直板半椭圆形导流片,这种导流片导流后形成的旋流场比较强,将与管中心线近似平行的来流直接强力转换成具有切向速度的流场,转换迅速。其工作原理为:油水两相经过导流片后形成旋流场,密度小的油相在旋流场中运动到管道轴心线附近形成油核;密度大的水相则向管壁附近做向上旋转运动,进入套筒内,最终从除水口流出;位于油核中的富油相继续向上运动,从出油口流出。目前这种导流片型井下油水旋流分离器经过实验室室内实验已证明能够很好地实现油水分离,其结构紧凑,并已经在中海油曹妃甸某油井下进行了现场实验,目前已经成功运转1.5 a,现场实验表明性能良好,稳定可靠,能够有效地实现井下油水分离并就地回注地层的功能[19]。

图6 导流片型井下油水旋流分离器
3 井下油水分离的工业化应用进展
国外在20世纪90年代,进行一定规模的井下油水分离实验。C-FER工艺公司同Pan Canadian石油股份公司合作开发并试验出新一代的与气举系统配套运行的水力旋流分离器型DOWS装置,其根据处理量采用图3的方式将树根水力旋流器并联,从而增大系统的处理量。如该系统的用于7 in套管中每天可处理2500 bbl;用在9 in套管中每天可处理15 000 bbl。3个欧洲公司(Weir Norge AS、Kvaemer Oilfield Products和Norsk Hydro AS) 携手合作开发出新型、称之为H-SEP的重力分离器型DOWS。这种设计允许重力分离出现在大位移井的水平段中,并且可以用于含水率在1%~90%的油井中。
国外在20世纪90年代进行大规模的实验,国内在井下油水分离方面的研究和应用落后于国外大约10 a,在井下油水旋流分离器的研制方面,也大都采用国外的结构形式。国外在20世纪的应用发现,井下油水旋流分离器的可靠性有问题,即运行一段时间后井下油水分离就会失效,即运行一段时间后,油井的含水率恢复原状[20]。
4 井下油水分离的工业化应用存在的问题
国外在20世纪的井下应用发现,有些地区应用该技术不成功,在几天或几个月内就失败了。这些不成功的原因主要是性能的不稳定,回注一段时间后即发现失效,如在得克萨斯西部的一个现场应用中,早期分离效果很好,但很快就失败了,主要是由于硬件故障(如阀门失效、电缆与输送管断裂、分离系统发生腐蚀结构等)、生产层与回注层发生串通、液体与储层不匹配使渗透率和注入能力下降等诸多设计上的缺陷[21]。
失效方面的原因还有一个重要的因素,即采用树根水力旋流器并联,使得系统复杂;井下应用时的振动,还有水力旋流器为了适应井下狭窄的空间导致体积小,内部流速过高,使得砂子很快就破坏了核心部件——旋流器,从而使得系统失效。
5 井下油水分离的发展方向
井下油水分离的成功实施,关键在于两条:1)稳定可靠的分离器;2)可靠的配套系统设计。对于大产量的井下油水分离而言,目前通过国内外调研发现,导流片型油水旋流分离器能够有效地进行井下油水分离,其具有性能可靠、系统简单(采用单根即可实现)、结构紧凑的优点;对于小产量的井下油水分离而言,导流片型井下油水旋流分离器采用轴向进口,相对于切向式入口的水力旋流器而言,能够更有效地利用井下的空间,使得井下油水分离系统设计更可靠。
