阴极电泳粗糙度的影响因素
2021-06-17谢国菊王云飞孙浩饶秋喜
谢国菊,王云飞,孙浩,饶秋喜
(浙江吉利控股集团有限公司,浙江 宁波 315300)
翻开近代汽车工业史,获得更强的防腐能力一直是人们孜孜不倦追求的目标。从阳极电泳的诞生到逐步向阴极电泳切换,前后花了近40 年时间。时至今日,通过阴极电泳提升防腐性能已经成了乘用车行业的通用做法。经过这种方式处理后的车身不但具有良好的外观及防腐性能,且涂料综合利用率较高,环境负荷较低。随着近些年节能减排、绿色生产理念的推广,B1B2 短工艺已成大趋势,对电泳外观的要求也愈发严苛。
电泳的外观质量较多用粗糙度的测量结果加以评价,电泳粗糙度越小,外观质量就越好。目前行业通用的做法是采用德国Mahr 生产的便携式电泳粗糙度仪,以2.5 mm 的取样长度,统计分析材料表面轮廓偏距绝对值的算术平均值Ra。该结果可被用作定量分析漆膜表面具有的较小间距和微小峰谷的不平度,也为提高电泳的感知质量提供了一个客观的定量指标。目前大部分主机厂电泳后的粗糙度都控制在整车均值≤0.35 μm(取样长度2.5 mm),一般认为当电泳粗糙度低于该数值时,电泳外观不会对免中涂面漆的橘皮产生任何影响。
影响电泳粗糙度的因素很多,如板材的种类及表面质量、磷化膜质量、电泳工艺过程控制、烘房升温速率等。降低电泳漆膜的粗糙度必须从多个维度综合考量。本文将对这些影响因素逐一加以阐述,并结合主机厂的应用实例验证,为更好地优化电泳粗糙度提供参考建议。
1 电泳粗糙度的影响因素
1.1 板材的影响
板材是电泳涂膜的基础,板材表面的电泳粗糙度在一定范围内对电泳涂膜的力学性能影响不大[1],但随着高泳透力电泳漆的普及,底材电泳粗糙度会直接作用及影响电泳烘干后的粗糙度。目前主流主机厂板材(镀锌)的粗糙度都控制在1.0 μm 以下,一般是0.7~ 1.0 μm。一般而言,板材的粗糙度越高,电泳成膜后的粗糙度会越差。板材种类也对电泳粗糙度有着明显的影响。在相同的电泳条件下,冷轧钢板与镀锌板的电泳粗糙度会不一样。
1.2 磷化膜质量的影响
磷化膜是介于底材和电泳漆膜之间的基层,其作用是增强电泳漆膜的附着力。磷化微观晶相的好坏将直接决定附着在其表面的电泳漆的质量。磷化膜表面从微观形态讲,是由许多规则的凹凸结晶构成,结晶尺寸和结晶覆盖率是其中最为重要的两个考察指标。一般来讲,要求磷化结晶的微观尺寸不能超过5 μm,结晶覆盖率达到100%。优良的表面调整及磷化原材料直接决定了磷化成膜的质量。
1.3 电泳工艺参数的影响
电泳槽现场施工工艺参数设置的管理直接决定电泳涂膜的质量,现场的施工参数有很多,其中槽液温度、槽液固体分及灰分、槽液pH 以及高沸点助剂含量等,任何细微参数的调整都会反映在电泳涂膜的粗糙度上。以下结合具体实验,对一些影响电泳粗糙度的工艺参数进行讨论。
实验材料:BASF 阴极电泳漆CG800 色浆、乳液,去离子水,醋酸,高沸点助剂,冷轧板,等等。
实验仪器:泳板装置、整流器、烘箱、膜厚仪、电泳粗糙度仪、pH 计。
实验过程:取电泳漆,按产品说明配制电泳漆槽液,搅拌熟化。
在不同槽液设置参数条件下进行泳板实验,并测量泳板的粗糙度Ra(取样长度2.5 mm)。
1.3.1 槽液温度
从图1 可以看出,降低槽液施工温度有利于电泳粗糙度往好的方向转变。槽液温度越低,沉积反应就越慢,电泳膜质量也会越好;反之,温度高,反应快,成膜会相对粗糙。但是温度降低会导致膜厚的降低,此时为了保证膜厚不变,需要进行参数调整补偿。因此为了保证整车膜厚的稳定,必须控制温度在指定范围内,而且温度波动不能超过0.5 °C。
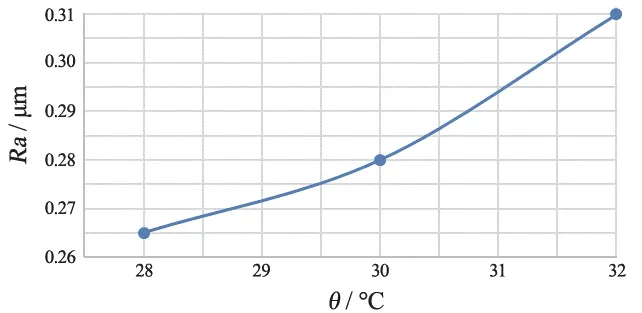
图1 不同槽液温度下的泳板电泳粗糙度Figure 1 Roughness of electrocoated plate under different bath temperatures
某主机厂电泳线为了改善电泳粗糙度,将槽液的温度从31 °C 降至29 °C,电泳粗糙度得到了明显的改善,整车平均电泳粗糙度从0.34 μm 降低至0.285 μm 左右。
1.3.2 槽液的pH
用醋酸调整新配槽液的pH,在不同pH 下泳板。从图2 可以看出,只有在一定范围内,pH 和电泳粗糙度才呈现出相关性。降低pH 能有效改善电泳粗糙度,但一旦突破了这个范围,降低槽液pH 会导致MEQ(中和当量)过高,直接导致膜厚不足,填充性差直接会反应到电泳粗糙度的感官质量上。相应地,pH 过高会导致成膜太快,造成局部的堆叠不均匀,电泳粗糙度也会变差。
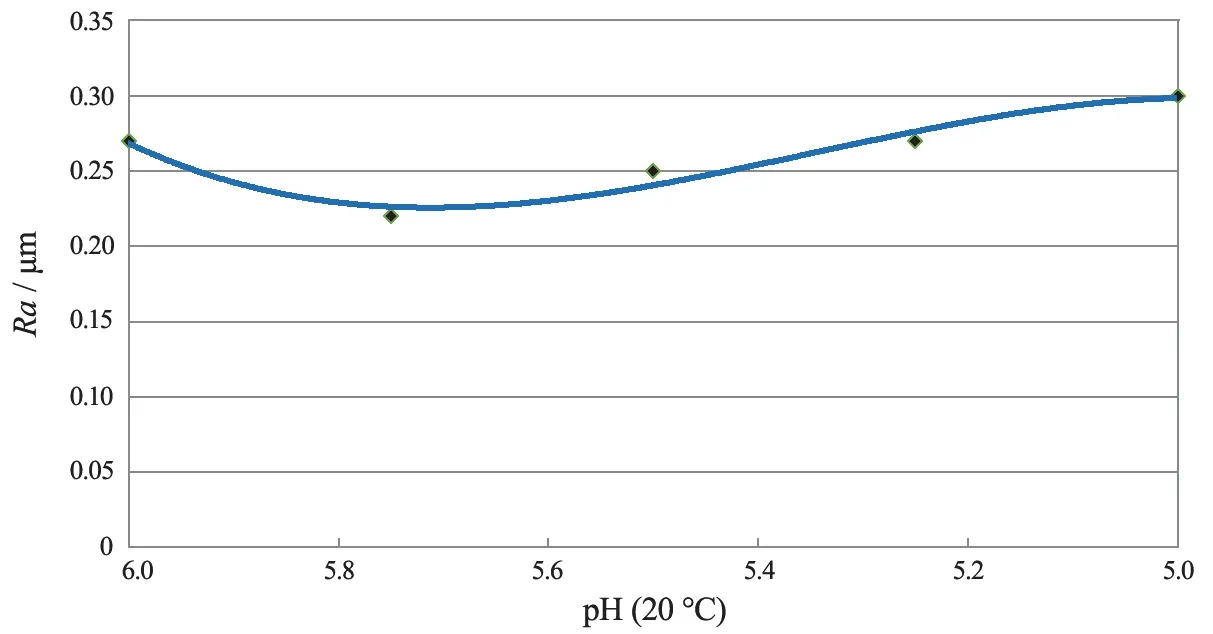
图2 不同槽液pH 下的泳板电泳粗糙度Figure 2 Roughness of electrocoated plate under different bath pHs
某整车厂曾通过调整槽液pH 达到了优化电泳粗糙度的目的。该现场对槽液进行杀菌处理后,电泳粗糙度偏高,后将槽液pH 从5.83 调整到5.68 时,电泳粗糙度也明显地从0.35 μm 降低到了0.3 μm 以下。
1.3.3 高沸点助剂的比例
用高沸点助剂调整新配槽液的助剂含量,并在不同助剂含量下泳板。从图3 可以看出,适当补加助剂会达到优化电泳粗糙度的目的,但是当高沸点助剂补加量超过一定值时,电泳粗糙度反而变差。换言之,通过添加高沸点助剂来调整电泳粗糙度存在拐点。
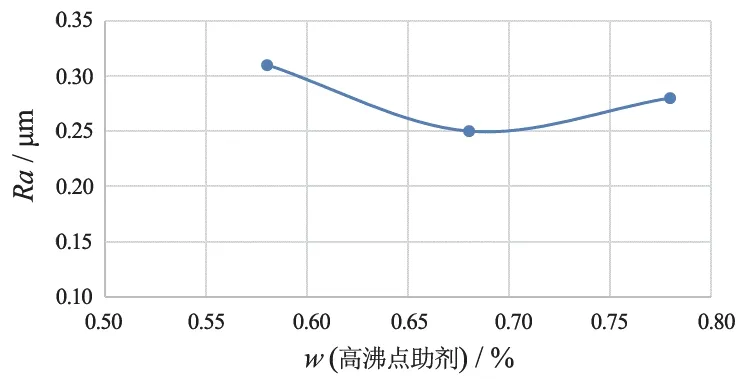
图3 不同高沸点助剂比例下的泳板电泳粗糙度Figure 3 Roughness of electrocoated plate at different proportions of high-boiling-point additive
1.3.4 槽液的灰分
调整新配槽液的灰分,从而改变其固体分,在不同灰分条件下泳板的粗糙度见图4。灰分降低可以改善电泳粗糙度。该结论在多个主机厂的应用中都得到了验证。要注意的是,调整槽液灰分需要考虑到对遮盖力的影响。
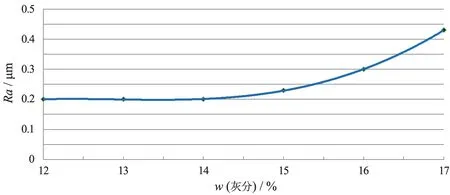
图4 不同灰分条件下的电泳粗糙度Figure 4 Roughness of electrocoated plate at different ash contents
1.4 其他影响因素
除了以上因素之外,还有别的因素会对电泳粗糙度起着明显的影响,比如烘房的升温速率。升温速率越慢,电泳后的粗糙度越好,但是延长升温速率需要考虑到烘房节拍的限制。用电泳粗糙度仪在不同的取样长度下测量也会得到不同的测量结果,但这属于正常的测量误差,比如取样长度为0.8 mm 和2.5 mm时的测量结果可能相差0.05 μm。所以在一些曲面上测量时,用2.5 mm 的取样长度会测不准,此时就应该将取样长度改为0.8 mm。
2 结语
本文简要分析了阴极电泳粗糙度的影响因素,重点分析了几个电泳参数对电泳粗糙度的影响,可为主机厂在生产实践中的应用提供参考。
