汽车车身覆盖件用铝合金板带材生产工艺概述
2021-06-15马玉蕊
马玉蕊,张 瑜
(中色科技股份有限公司,河南 洛阳 471039 )
随着中国汽车产量的不断攀升,能源短缺及环境污染已经成为制约我国汽车产业可持续发展的突出问题,低油耗、低排放的汽车成为节约型社会发展的需要,汽车轻量化可以在降低能耗排放的同时满足人们日益增长的汽车消费需求。有研究表明,当整车重量减轻10%时,二氧化碳排放量减少4.5%。如果采用铝合金板材替代传统的钢板制造车身,减重效果可达40%~50%[1]。
汽车用铝合金板带材主要包括汽车车身覆盖件、汽车车身结构件、客货汽车蒙皮板。根据使用部位的不同,使用的材料不同,要求的性能也不同。覆盖件用板主要包括5xxx系和6xxx系合金,比如5182合金、5754合金等常用于车门内板;6A16合金、6111合金、6013合金、6014合金、6016合金用于前引擎罩盖内外板。车身覆盖件用板按照使用特性分为5类,包括标准板(S)、高烘烤硬化板(IBR)、高翻边板(IH)、高强板(HS)、低应变板(RSS)。本文主要介绍车身覆盖件用铝合金板带材的生产工艺。
1 主要性能
车身覆盖件用铝合金板带材的性能要求主要有,室温拉伸力学性能(表1),良好的烘烤硬化性能,翻边性能等级要求为1级或2级,漆刷线等级为1级或2级。车身覆盖件用铝合金板带材的主要工艺流程为,铸锭—热轧—冷轧—热处理—表面处理—预时效—剪切,如图1所示。
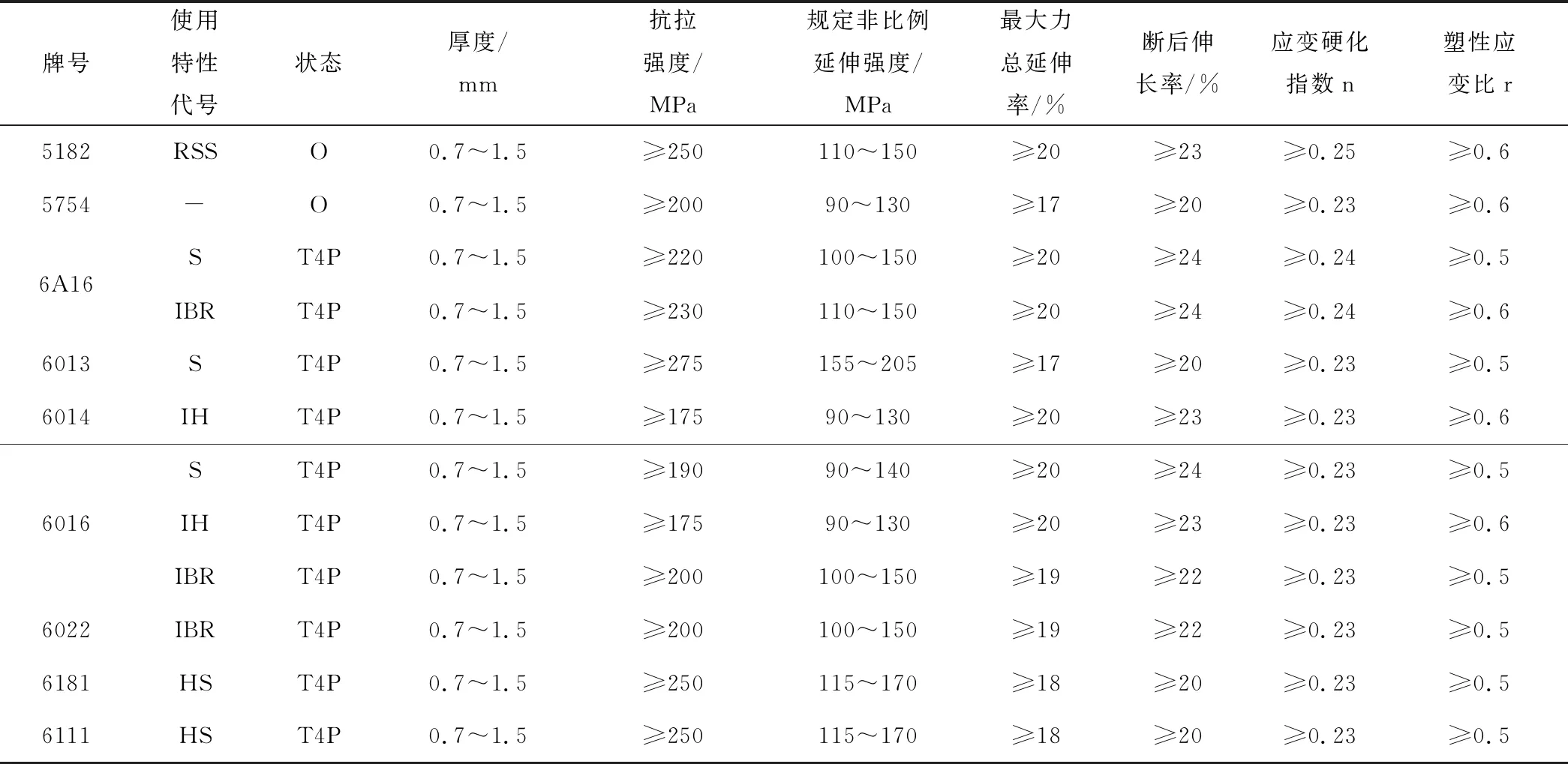
表1 车身覆盖件用板、带材的室温拉伸力学性能[2]
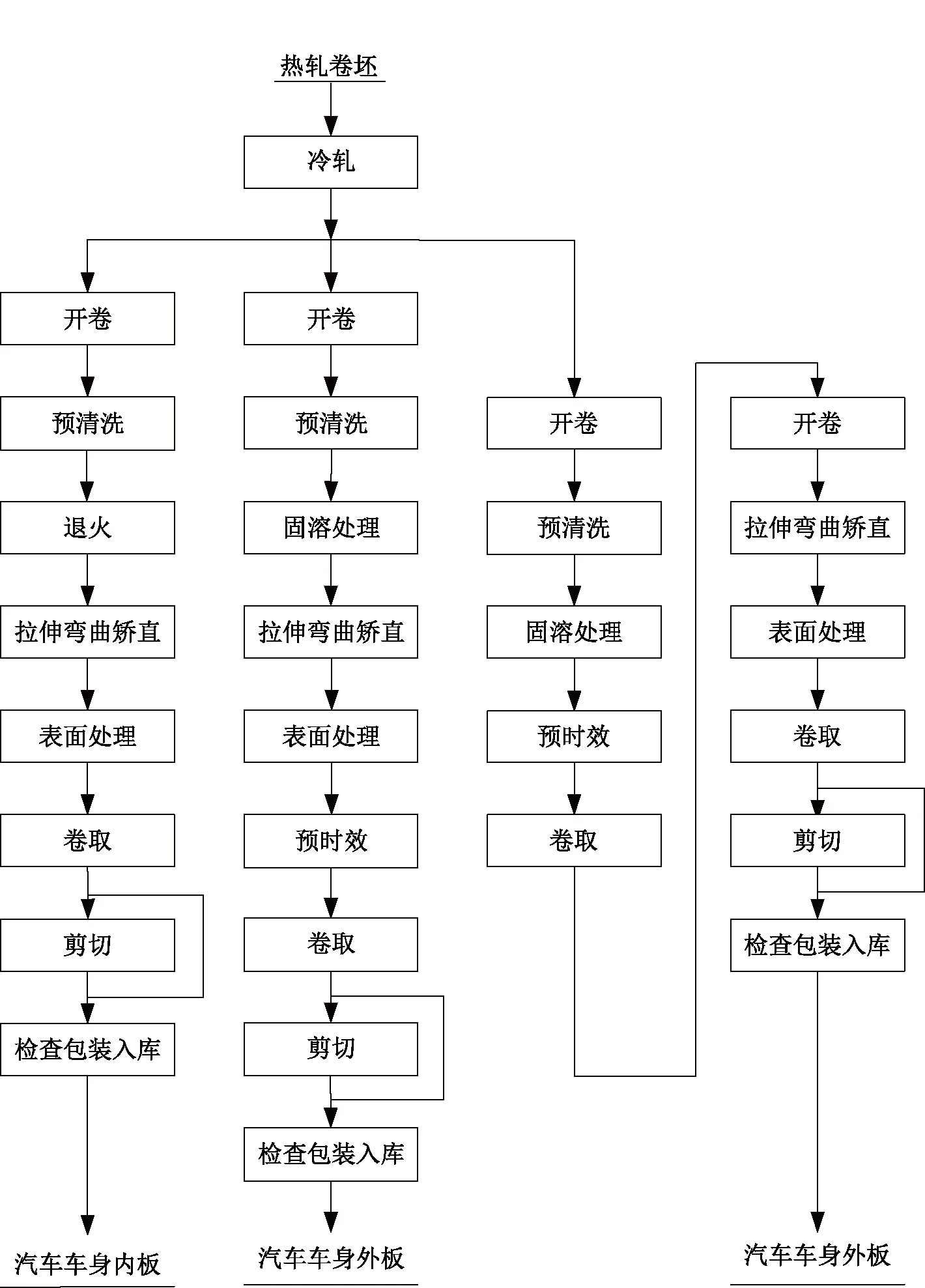
图1 车身覆盖件用铝合金板带材生产工艺流程
2 冷轧
半连续铸造的铸锭经过加热/均匀化后,热轧至2.5mm~6.0mm厚的热轧卷,进入冷轧机进行多道次轧制。
车身覆盖件用铝合金板带材表面一般要求EDT(电火花毛化工艺)表面。其EDT表面生产方式是冷轧机在轧制最后一道次时换上特制的光轧辊,并施加较小的的轧制力进行轧制,对带材通常是<4%的加工率。这种轧制技术对轧制速度、润滑条件、轧制力及其稳定性有非常严格的要求。普通冷轧机通常是大压下量、大轧制力生产,因此对于既生产汽车板又生产其它产品的轧机来说最小和最大轧机力能的相差很大,如何保证稳定生产是设计的难点。国内目前宝武铝业科技有限公司、西南铝业有限责任公司新增设的冷轧机都有EDT轧制模式。也有使用专用EDT轧机的,比如山东南山铝业股份有限公司。EDT轧制的目的是对带材进行表面毛化,使其表面没有明显的轧制方向,可减少汽车生产厂家在叠层冲压时的润滑难度。经过毛化轧制后带材表面横向粗糙度Ra值约为0.7μm~1.3μm。
3 连续热处理
车身覆盖件用铝合金板带材生产工艺流程难点在于连续固溶热处理工艺。根据合金品种不同,固溶处理的加热速度、固溶温度、保温时间、温度控制精度都是重要的工艺参数,其中冷却速率对时效态的性能产生重要影响。因为工艺复杂其主要设备气垫式带材连续热处理线大部分是国外的设备,只有很少是国内设计制造的。近年来(2014年至今)国外企业有新增铝合金气垫式带材连续热处理线的铝加工工厂见表2。国内装备有铝合金气垫式带材连续热处理线的铝加工工厂见表3,这类生产线一般可以生产汽车板同时兼顾生产高性能要求的硬合金板、航空板等产品。
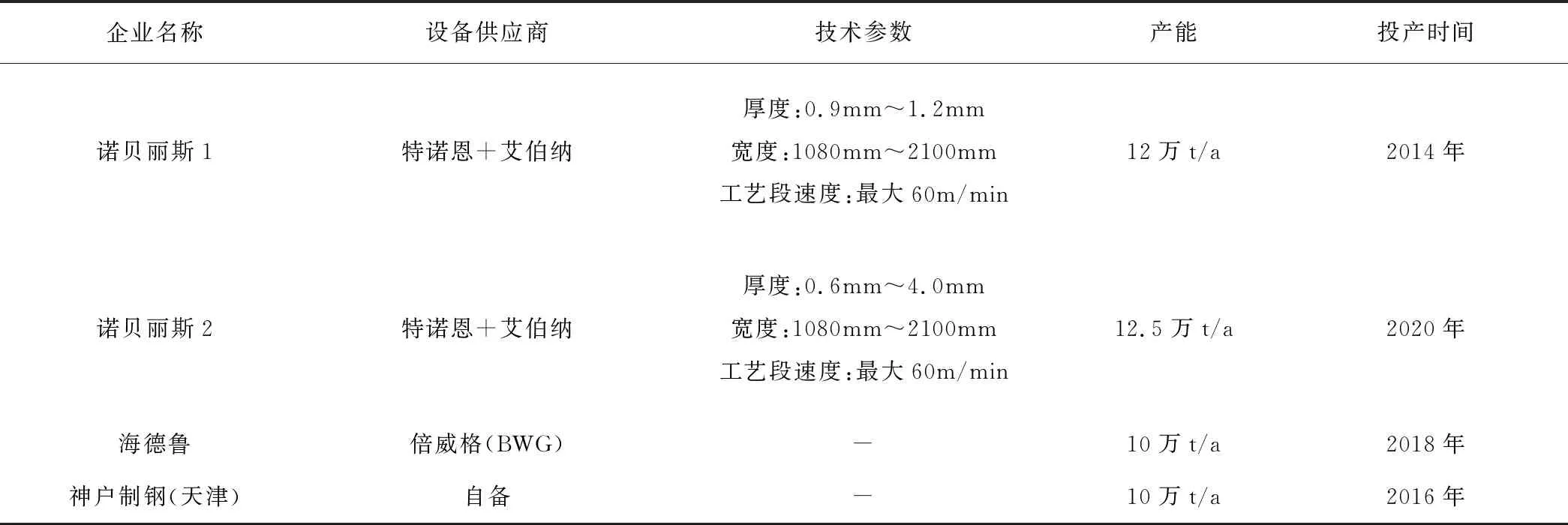
表2 国外企业铝带材气垫式带材连续热处理线

表3 国内企业铝带材气垫式带材连续热处理线
3.1 生产工艺
冷轧带材首先进入入口段,在入口段主要完成上卷、开卷、剪切料头等工序,入口段还有卸套筒功能。配置有上卷车、开卷机、矫直机、剪切机、带材缝合机、切头剪、月牙剪、切边剪和碎边剪。然后进入入口活套,入口活套的作用是保证在入口换卷时可以提供这一段时间内连续运行的带材。
随后进入预清洗段,常用的配置是碱洗和漂洗。工艺流程是,碱洗—清水漂洗—清水漂洗—挤干—吹扫—烘干。碱洗温度一般在65℃~75℃,处理时间为3s~5s。通过风机将此段的碱雾抽吸至洗涤塔中和,达标后排放。
经过预清洗后的带材会进入气垫炉段。固溶/退火工艺根据合金来选择,有研究表明Al-1.3Mg-1.3Si-0.6Cu-0.3Mn-0.3Fe(6xxx系合金)冷轧薄板的最佳固溶制度为540℃~560℃,保温1min~10min,固溶时间可随固溶温度的升高适当缩短[3]。
对于热处理不可强化的5xxx合金进行退火处理。有研究表明5182冷轧板材在炉内温度达到325℃,保温30min时,板材已经发生完全再结晶,应变硬化指数达到0.4[4]。带材保温后进入冷却段冷却。一般热处理可强化的2xxx系、7xxx系铝合金采用水淬,6xxx系铝合金采用风淬。
为保证热处理后的铝带材板形良好,后续进入拉矫段,一般采用拉伸弯曲矫直工艺。(对于较薄的带材需采用纯拉伸模式)。然后进行表面处理,其工艺流程为,碱洗—漂洗—酸洗—钝化。钝化的目的是在材料表面形成一层化学转换膜,提高工件表面的耐腐蚀性及附着力,获得最佳的涂装基层,更好地与最终涂层(油漆)结合。钝化处理有喷涂、浸涂和辊涂3种方式。
表面处理后要进行预时效处理,原因是T4态6xxx系铝合金车身板经170℃烤漆处理时,烤漆初期合金板材中自然时效形成的GP区将不可避免发生部分溶解,由于烤漆时间较短(不超过30min)导致未溶的GP区来不及长大,使合金板材的强度降低,出现烤漆软化现象。一些研究指出预时效对于加快低温短时间时效硬化速度是一种有效的手段,因为预时效可能会通过改变合金显微组织中原子集团的尺寸或状态影响随后的时效析出过程。合金固溶淬火后,如果立即进行预时效,基体中将形成大量稳定的、尺寸较大的β″相核心,从而造成过饱和固溶体中溶质原子分布不均匀,降低了非β″核心处机体中溶质原子的过饱和度,抑制了随后自然时效时的硬化效果。同时预时效过程形成的大量的β″核心,在随后的模拟烤漆时,将促进β″相的均匀析出,从而产生明显的烤漆硬化效果。
根据下游厂家的要求,带材一般需要涂油,涂油方式有干式涂油和湿式涂油两种方式。下一步带材将进入出口活套,出口活套是为了保证在卸卷时出口段能够连续运行。最后进入出口段,出口段完成剪切、上套筒、助卷、卷取、卸卷,最后将合格的带材运出。
3.2 工艺布局
目前,使用气垫式带材连续热处理线生产的工厂大部分采取了厂房封闭和设备局部密闭的措施。这是因为此类生产线很长,如果生产环境不进行管理,则张力辊及传送辊表面均有可能吸附灰尘,影响板面质量。
此类生产线布置有两种方式,方式一:热处理线、表面处理线集成为一条线;方式二:热处理生产线和表面处理线分开。集成线的特点有,(1)化学处理段的速度为跟随速度,生产线的速度由热处理段工艺速度决定;(2)航空板等无需化学处理的产品需要通过化学处理段,此时化学处理段喷杆梁、导辊等经过去离子水和压缩空气吹洗及人工冲洗,顶面有水滴落的可能性。拆分线的特点有,(1)能最大程度释放化学处理段的产能;(2)生产速度恒定,化学处理时间控制比较精确,涂层膜均匀性比较好。
两种生产线各有其特点,因此两种方式均有厂家采用,比如天津忠旺铝业有限公司采用的是集成线,中铝瑞闽股份有限公司采用的是拆分线。
3.2.1 开卷机、卷取机的布置
对于气垫式带材连续热处理线来说入口段要进行上套筒、缝合、切边工序,辅助时间较长,一般采用双开卷的布置方式,1号开卷机采用上开卷下偏导辊的布置方式,2号开卷机采用上开卷上偏导辊,如图2所示。比较2号开卷机上开卷下偏导辊的布置方式,这种布置方式可以减少2号开卷机的基础深度。
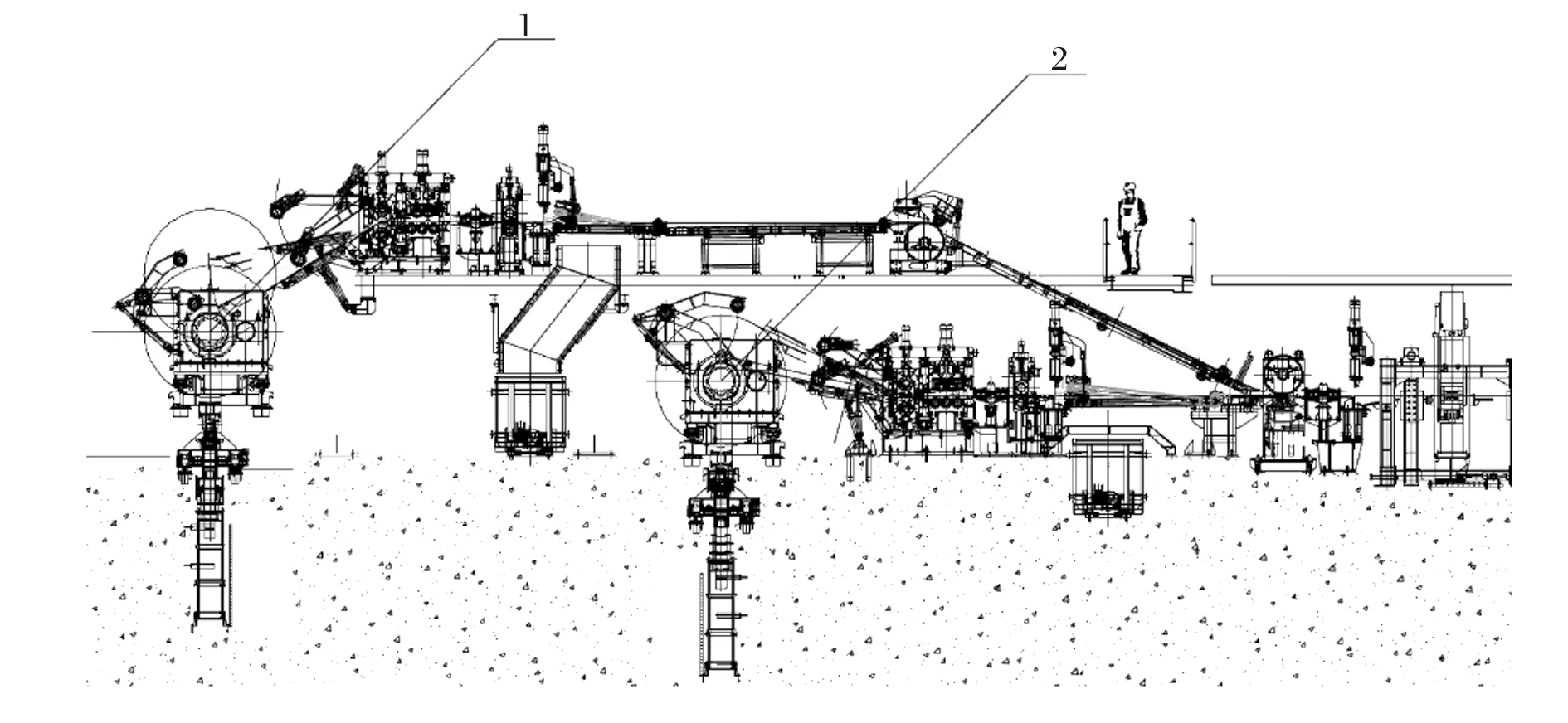
1-1号开卷机;2-2号开卷机
出口段只是完成切尾和助卷、卸卷,辅助时间较短,采用一台卷取机即可满足要求。但也有采用两台卷取机的设计,目的是为了提高工艺段速度。
3.2.2 活套的布置
活套的形式有水平活套和立式活套两种。这两种活套都可设计成两种类型即钢结构和混凝土结构。目前使用较多的是水平活套和钢结构的组合,因为水平活套可以降低设备的总体高度,降低土建成本。采用钢结构活套可以缩短设备的建设周期,总体造价也是比较经济的。中铝瑞闽股份有限公司、天津忠旺铝业有限公司和宝武铝业科技有限公司都是采用的这种方式。
3.2.3 检修维护布置
因为机组长度较长,一般采用双层布置方案,气垫炉段布置在二层平台之上。气垫炉的风机如果布置形式是在炉顶、炉底上下布置,风机的炉底风机检修将在二层平台之下。炉子平台之下往往布置有出口切边和碎断设备、张力辊及电机、活套小车。炉子平台之下的设备维护布置有两个方案可选。第一种方案是小车插入式(图3),即在钢平台下布置一台双梁天车,这台天车共配备两台小车,分别为设备检修小车和风机检修小车,两台小车共用小车行走轨道。正常工作时只有一台小车在天车的大梁上,另外一台小车在钢平台附近的停靠位,需要更换小车时,一台小车沿轨道开出,侧移,另外一台小车沿轨道开进大车。这种方式的优点是设备检修小车的起重量可以按照与风机检修小车选择一样,方便平台之下设备的维护。
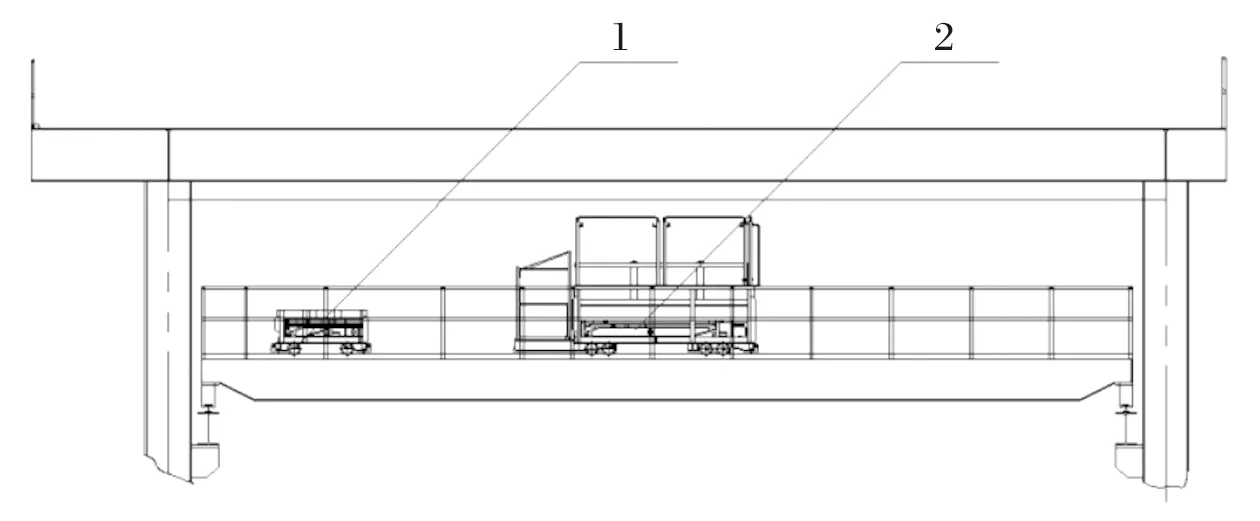
1-设备检修小车;2-风机检修小车
第二种方案是钢平台下的天车可设计为两条大梁上行走风机检修小车,另外多一条大梁上面可设置悬挂葫芦使其沿大梁长度方向行走,可实现平台之下设备维护(图4)。

1-风机检修小车;2-悬挂葫芦
这种方案操作方便,缺点是葫芦和风机检修小车起重量之和不能超过天车的起重量。
4 剪切
汽车用铝合金供货有带材供货也有板材供货的。其剪切一般是剪切成矩形,也有要求是特殊形状的比如梯形、菱形、平行四边形等异形板,铝加工企业可以配置飞摆剪横切线来实现异形板材的剪切。生产线包括上料、引料、清洗、校平、送料、摆剪、堆垛等工序生产出合格的产品。根据汽车厂家的不同要求,有的厂家需要产品切割成其他特殊形状,这类产品可以用激光切割机切割成型。
5 结束语
为促进解决能源和环保危机,全球各国陆续出台了汽车轻量化的宏观调控政策,引导汽车生产和铝加工企业接受和发展汽车轻量化产业,各国政府公布了未来几年汽车燃油消耗限值。目前我国颁布的《乘用车燃料消耗量评价方法及指标》中规定,2025年汽车二氧化碳排放量为95g/km,即每百公里油耗不大于5L,我国汽车距这一目标还有一定差距,因此汽车轻量化工作还有很大提升空间。我国汽车用铝合金板带材的生产工艺和生产装备也必将迎接更大的挑战和发展。
