在线热处理AT钢轨的跟端锻压段热处理新工艺及新装备
2022-10-11詹新伟王树青杜吉康
詹新伟 王树青 杜吉康
中国铁道科学研究院集团有限公司金属及化学研究所,北京100081
国内道岔采用的AT钢轨母材有热轧AT钢轨和在线热处理AT钢轨两种,后者的应用近几年越来越广泛。尖轨是道岔的主要部件,其跟端和普通钢轨连接,须通过AT钢轨热锻压形成钢轨断面[1]。
尖轨的母材选用热轧AT钢轨时,主要生产工序为:跟端锻压→跟端锻压段正火→尖端机加工→尖轨全长轨头连续电感应热处理[2-3],可见其跟端锻压段的热处理包括锻压段的正火热处理和尖轨全长的轨头感应热处理。选用在线热处理AT钢轨时,主要生产工序为:跟端锻压→跟端锻压段热处理→尖端机加工,可见其跟端锻压段的热处理为锻压段的局部热处理。
对于母材选用AT钢轨的道岔,通常采用热模锻对尖轨跟端进行锻压(图1)[4],采用3 000 t压力机多次加热锻压成型工艺或5 000 t压力机一次加热锻压成型工艺。由于锻压前需要加热到1 100°C以上,在线热处理AT钢轨的硬度大幅降低,须进行局部热处理以恢复锻压段的硬度和强度,否则使用中轨头锻压段会出现低塌,影响轨道线路的平顺性及安全性[5-7]。
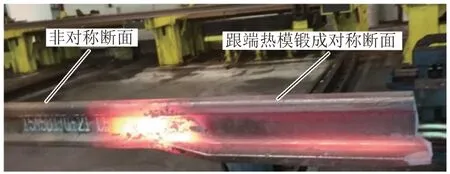
图1 热模锻后的AT钢轨跟端
如果采用尖轨全长电感应热处理设备对在线热处理AT钢轨的跟端锻压段进行局部热处理,在锻压段轨头热处理与母材交接的热影响区中易出现异常马氏体组织。曾发生过该部位因马氏体组织导致的断轨事件[8],严重影响道岔的使用安全。
本文通过分析在线热处理AT钢轨的跟端锻压段热处理中存在的问题,针对性地设计、制造了新的热处理工艺和装备,并进行工艺试验及性能检测。
1 性能要求
对于母材为在线热处理AT钢轨的道岔尖轨,跟端锻压后的性能要求按照TB/T 2344.3—2018《钢轨第3部分:异型钢轨》中的非对称断面异型轨执行,主要针对与AT钢轨母材的强度、硬度的匹配及整体的韧性恢复,包括以下几个方面。
1)轨头顶面硬度和软化区宽度
TB/T 2344.3—2018规定了热处理后轨头顶面的硬度要求(表1),同时对软化区的宽度进行了限定,要求热影响区硬度低于硬度标准范围下限Hn的测点数不超过5个(测点间距10 mm)。测点布置如图2所示,热影响区硬度及软化区宽度如图3所示,其中Hm为硬度最低值。
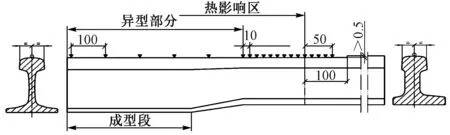
图2 轨顶面硬度测点布置(单位:mm)
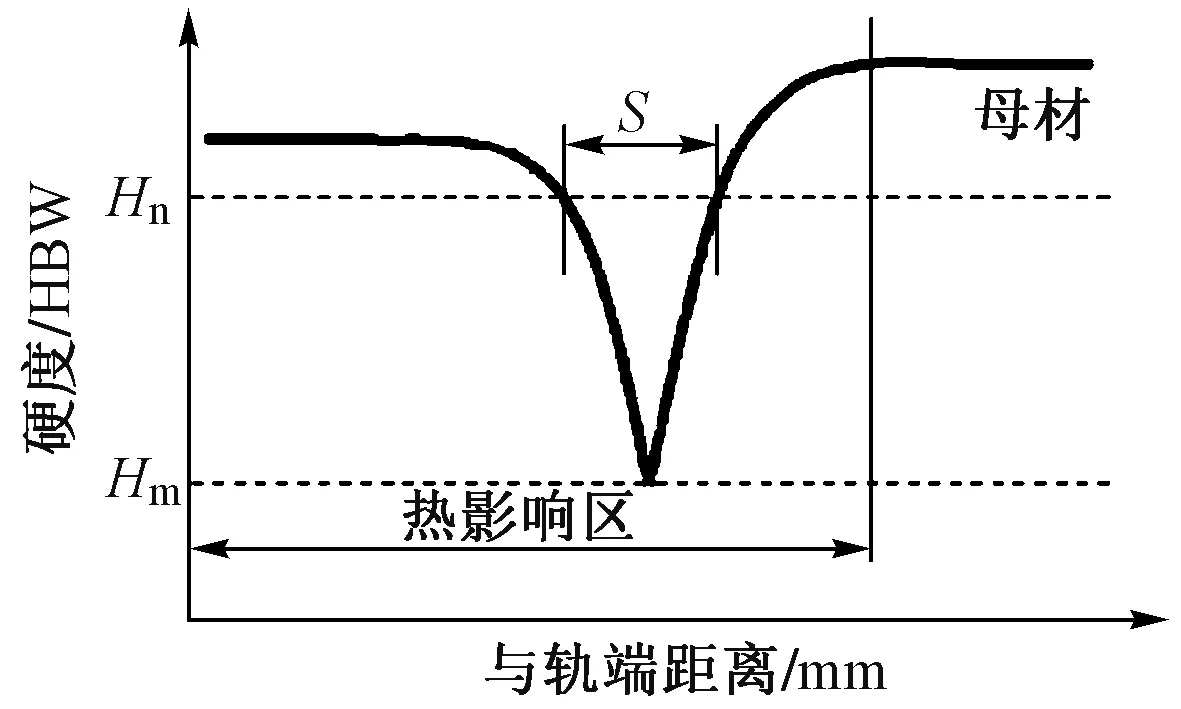
图3 热影响区硬度及软化区宽度

表1 在线热处理AT钢轨的轨头顶面及轨头横断面硬度要求
2)轨头横断面硬度和轨头拉伸性能
在线热处理AT钢轨轨头锻压段横断面硬度要求参见表1。横断面硬度测点布置如图4所示。其中第1点(测点下标1表示第1点,以此类推)距轨头表面为3 mm,点间距3 mm。锻压段轨头拉伸性能不低于相应钢轨原材的技术要求。
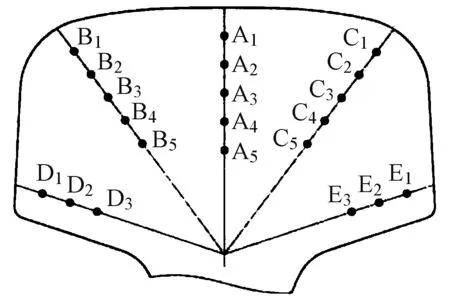
图4 横断面硬度测点布置
3)脱碳层、显微组织和晶粒度
脱碳层深度不应大于0.5 mm;显微组织与钢轨母材一致,不应出现高碳马氏体、魏氏体等有害组织,不应出现过烧;晶粒度不应低于5级。
4)疲劳性能
经2×106次循环载荷作用的实物疲劳试验后,连续3根不断为合格。
疲劳试验条件:支距1.0 m;载荷系数γ=0.2。
试验中施加的最小载荷(最大荷载):60AT1和60AT2为78 kN(390 kN),60AT3为68 kN(340 kN),50AT1为61 kN(306 kN)。
2 存在的问题
一些道岔生产企业采用现有的尖轨全长电感应热处理设备对在线热处理AT钢轨跟端的锻压段进行连续热处理,连续热处理的区域覆盖了跟端锻压段加热区及热影响区后停止加热。由于冷钢轨的强烈吸热作用引起快速冷却,在连续感应加热停止部位易产生异常的高碳马氏体组织。如图5(a)、图5(b)所示,热处理后的在线热处理AT钢轨跟端在使用中出现了断裂。从该断裂部位的显微组织可以看到有大量的马氏体组织出现,如图5(c)所示。

图5 局部连续热处理后的在线热处理AT钢轨跟端断裂
为明确连续热处理停止对热影响区硬度的影响,选取3根经相同工艺进行热处理后的在线热处理AT钢轨,母材为在线热处理60AT1(U75V)钢轨,检测其轨头硬度,测点如图6所示,其中a为AT轨段的母材位置,b为连续热处理的停止位置,c和d为连续热处理的轨头位置。根据检测结果,3根钢轨连续热处理停止位置的硬度分别为566、552、542 HBW,平均硬度达553 HBW,证明该区域都出现了马氏体组织。因此,采用现有的尖轨连续热处理设备对在线热处理AT钢轨跟端锻压段进行热处理存在很大的安全隐患。
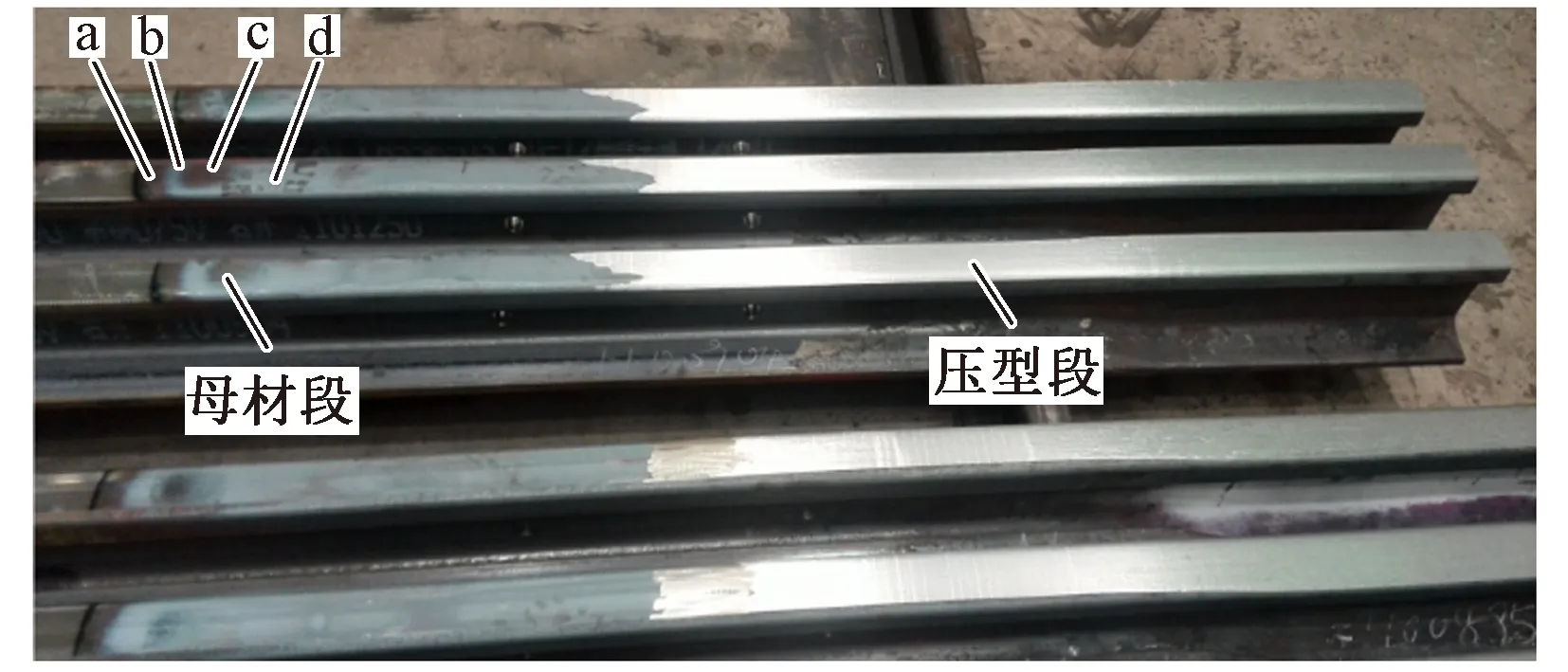
图6 局部连续热处理后的AT钢轨跟端硬度测点布置
3 热处理新工艺及新装备
针对在线热处理AT钢轨跟端锻压段热处理存在的问题,有必要研究新的热处理工艺和装备,以保证锻压段的性能和安全使用,同时使热处理后的在线热处理AT钢轨性能达到TB/T 2344.3—2018的要求。
3.1 新工艺原理及流程
在线热处理AT钢轨锻压段热处理新工艺如图7所示。由于电感应加热效率高,工艺易于控制,质量稳定,因此选用整体感应加热的加热方式。由于压缩空气的冷却均匀性好,不受钢轨的表面状态影响,热处理质量稳定,因此选用轨头喷风冷却、轨腰和轨底空冷的冷却方式,使轨头的硬度和强度得到恢复,实现与在线热处理AT钢轨母材的合理匹配。
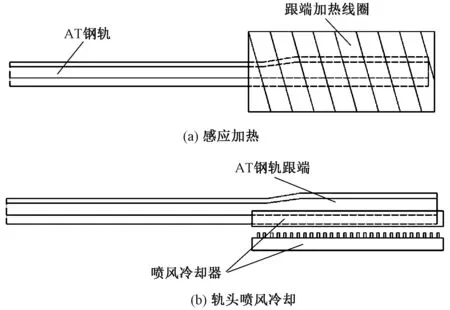
图7 在线热处理AT钢轨锻压段热处理新工艺示意
如图8所示,采用新工艺进行锻压段热处理时,在线热处理AT钢轨采用倒立的方式走行,钢轨穿过喷风冷却装置伸入感应加热装置感应加热,感应加热结束后退回到喷风冷却器对轨头进行喷风冷却,最后由走行机构退出钢轨,结束热处理过程[9]。

图8 在线热处理AT钢轨跟端锻压段热处理新工艺流程
3.2 感应加热装置
根据新工艺设计的跟端锻压段感应加热装置由感应加热线圈和相应的辅助机构组成(图9)。加热线圈周围配置了矽钢片以提高加热的效率,辅助机构可进行水平方向和垂直方向的电动调节功能,实现不同类型AT钢轨在加热时的对中和上下位置调节。
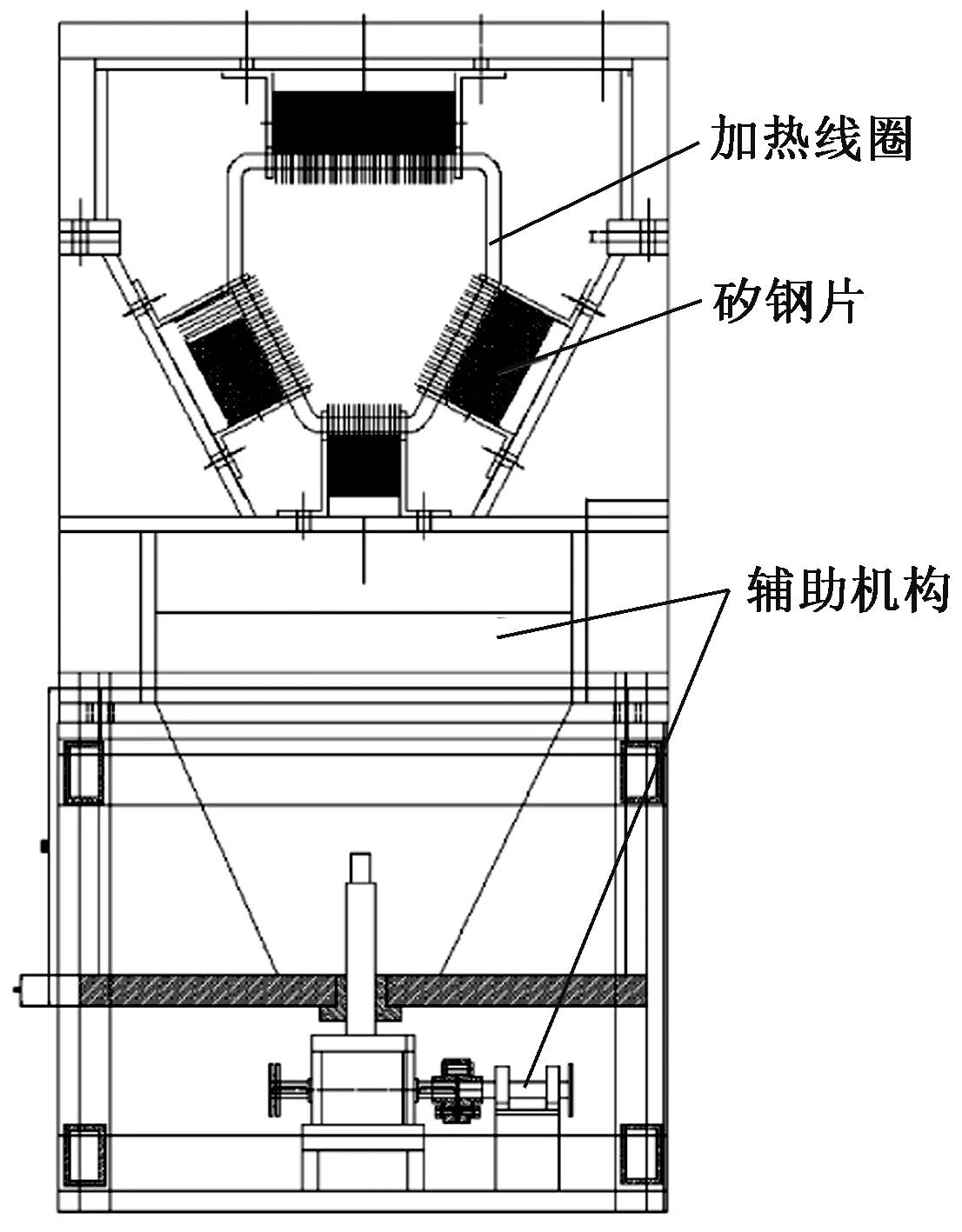
图9 感应加热装置
3.3 喷风冷却装置
根据新工艺设计的喷风冷却装置可以实现开合动作,如图10所示。闭合时进行轨头顶面和侧面的喷风冷却,喷风结束后分开喷风装置,避免钢轨走行中可能发生的磕碰。
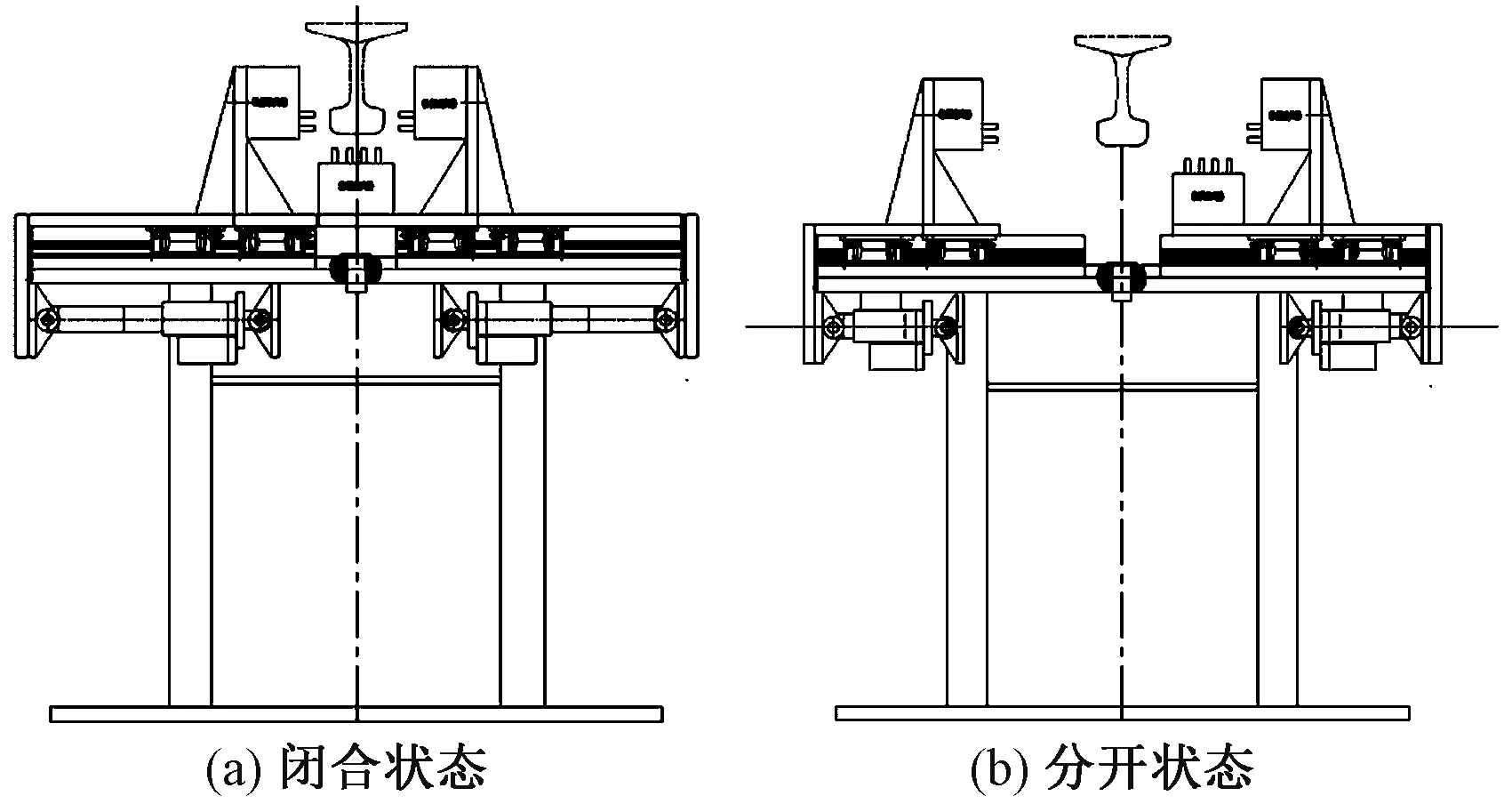
图10 喷风冷却装置
3.4 在线热处理AT钢轨输送装置
为确保AT钢轨的精准走行和定位,根据新工艺设计的在线热处理AT钢轨输送装置采用气动压紧辊的电机输送装置。既可以保证跟端锻压段进入感应加热线圈的精准位置和长度,也可以保证进入喷风冷却器的准确位置,保证了热处理的质量稳定性。
3.5 控制系统
在线热处理AT钢轨跟端热处理的整个控制过程在数控操作台上实现,包括在线热处理AT钢轨的走行到位、感应加热的启动和停止、喷风冷却的开合、热处理数据的记录和存储等。目前通过数控操作台已经实现了钢轨的自动走行到位和感应加热、喷风冷却的自动启动和停止,大幅减少了人为干预,保证了热处理质量的稳定性和重复性。
4 性能检测
按照TB 2344.3—2018的要求,对采用热处理新工艺和新装备处理后的在线热处理AT钢轨跟端锻压段进行性能检测。选用母材为U75V在线热处理AT钢轨(钢轨强度等级1 180 MPa级)进行测试,测试结果可类推于U71Mn在线热处理AT钢轨。
4.1 轨顶面硬度
选取1根采用热处理新工艺和新装备处理后的在线热处理AT钢轨,测试其轨顶面硬度。测试结果见图11。可知,成型段的轨顶面硬度均匀,满足TB/T 2344.3—2018中轨顶面硬度在340~420 HBW的要求;热影响区(含S区)低于Hn(340 HBW)的点有3个,满足标准要求小于5个点的要求。
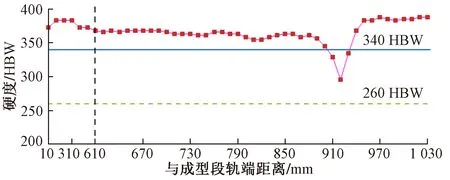
图11 在线热处理AT钢轨顶面硬度
4.2 横断面硬度
选取1根采用热处理新工艺和新装备处理后的在线热处理AT钢轨,测试其横断面硬度,结果见表2。
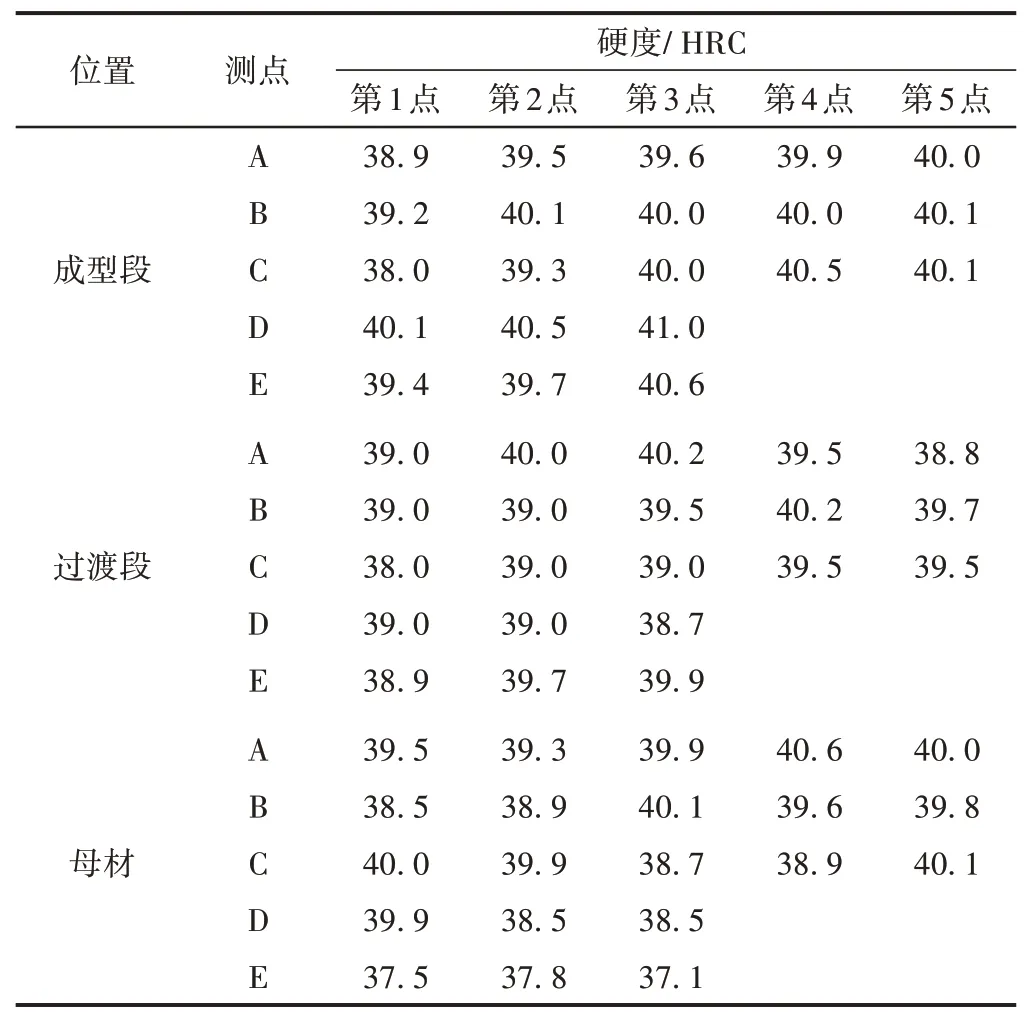
表2 在线热处理AT钢轨跟端锻压段横断面硬度
由表2可知,满足TB/T 2344.3—2018对横断面硬度的要求,成型段、过渡段轨头与在线热处理AT钢轨母材接近,匹配较好。
4.3 拉伸性能
U75V在线热处理钢轨(钢轨强度等级1 180 MPa级)的抗拉强度不小于1 180 MPa,延伸率不小于10%。选取采用热处理新工艺和新装备处理后的在线热处理AT钢轨的2根成型段试样,进行跟端锻压段的轨头拉伸性能检测。结果表明,其抗拉强度分别为1 285、1 284 MPa,延伸率分别为13%、12%,均不低于相应的钢轨原材,满足TB/T 2344.3—2018对拉伸性能的要求。
4.4 显微组织、晶粒度、脱碳层和疲劳性能
在线热处理AT钢轨跟端锻压段的显微组织如图12所示,为珠光体组织,未见马氏体组织。轨头、轨腰、轨底的晶粒度分别为9.0、8.5、8.0级,满足不低于5级的要求。按照TB/T 2344.3—2018进行脱碳层、疲劳性能检测,结果也都符合标准要求。
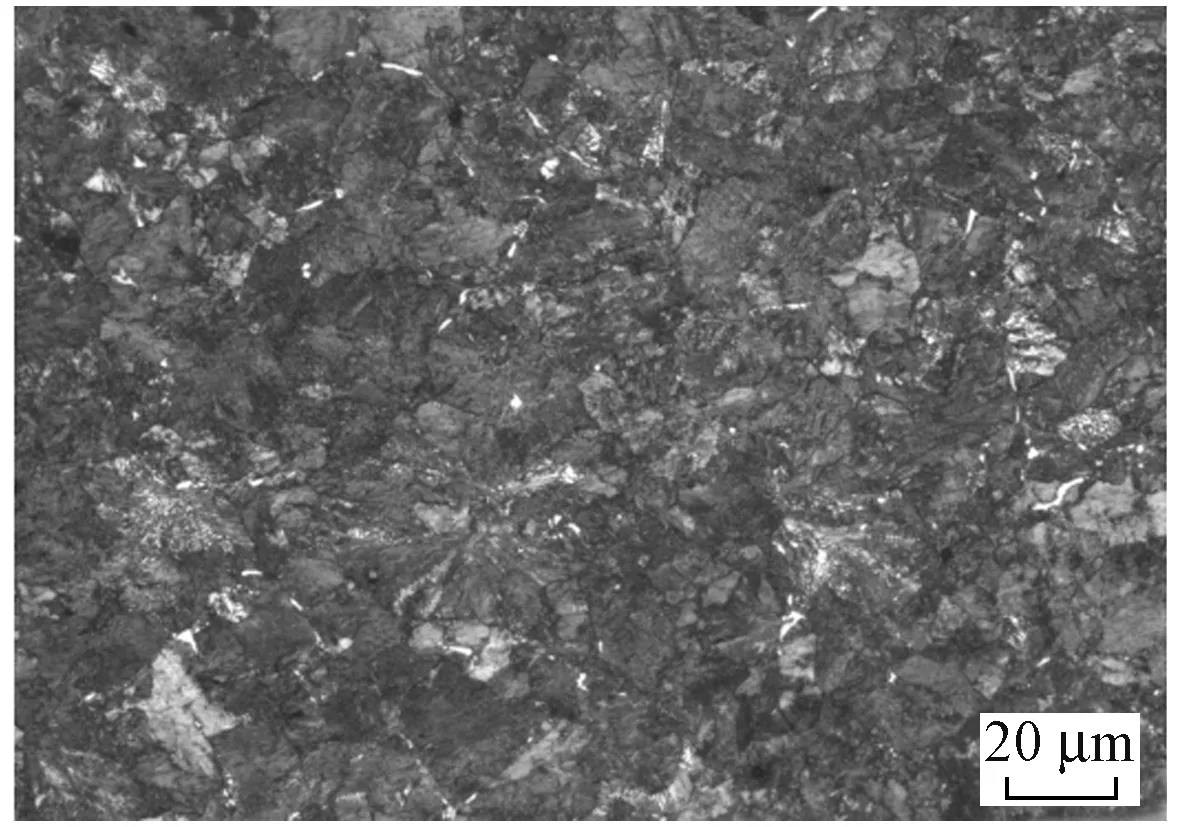
图12 在线热处理AT钢轨锻压段热处理后的显微组织
5 结语
采用尖轨全长感应热处理设备对在线热处理AT钢轨跟端锻压段进行局部连续热处理时,易产生马氏体异常组织,导致在线热处理AT钢轨跟端在使用中出现断裂的风险。针对这一问题,设计了采用跟端锻压段全断面整体感应加热和锻压段轨头喷风冷却的热处理新工艺。热处理新装备采用气动压紧辊的电机输送方式、采用带矽钢片的感应加热线圈和可开合的喷风冷却装置,在数控操作台实现了钢轨走行的自动精准定位、感应加热和喷风冷却的自动启动和停止,保证了热处理的质量稳定性。经检测,采用新工艺和新装备进行热处理的在线热处理AT钢轨跟端锻压段的各项性能满足TB/T 2344.3—2018的要求。
在线热处理AT钢轨锻压段热处理新工艺和新装备目前已在铁科(北京)轨道装备技术有限公司、山西备制造集团轨道交通公司、郑州铁路装备制造有公司、湖北武铁山桥轨道装备有限公司、淄博济铁工务轨道装备制造有限公司获得了应用。其中武铁山桥轨道装备公司根据跟端锻压装备的送轨装置配套的需要,在线热处理AT钢轨跟端热处理采用了直立走行的送轨装置和相应的感应加热和喷风冷却机构。这些道岔企业采用新型AT钢轨锻压段热处理装备生产的在线热处理AT钢轨跟端锻压段各项性能都达到TB/T 2344.3—2018的要求,尤其是轨顶面硬度以及软化区的宽度。
